Навигация
Технологическая оснастка для механической обработки детали Кронштейн
23907
знаков
1
таблица
8
изображений
Предисловие
Настоящее методическое пособие разработано в помощь студентам при выполнении эскизного проекта по дисциплине “Технологическая оснастка”, курсового проекта по дисциплине “Технология машиностроения”, а также дипломного проекта.
В пособии определено содержание проекта, которое состоит из графических документов: чертеж детали (AutoCAD или Компас), эскиз станочного приспособления для выполнения конкретной операции на станке ЧПУ, чертеж контрольного приспособления и пояснительная записка в составе:
- титульный лист;
- бланк задания;
- содержание;
- введение;
- разделительный лист “Проектирование станочного приспособления”;
- анализ конструкции детали;
- анализ технологического процесса, включая выполняемую операцию;
- выбор элементов базирования и зажима заготовки;
- схема нагрузок;
- расчет силы зажима;
- определение размеров элементов зажима заготовки;
- выбор гидро- или пневмоцилиндров;
- расчет на прочность “слабых” звеньев конструкции приспособления;
- графическая компоновка приспособления;
- конструкции и работы приспособления;
- расчет погрешности базирования;
- выводы по конструкции приспособления;
- разделительный лист “Проектирование контрольного приспособления”;
- расчет исполнительных размеров;
- конструкция и эксплуатация контрольного приспособления;
- литература.
Содержание проекта и этапы проектирования раскрываются на конкретном примере задания на эскизное проектирование.
В приложениях представлены гидроцилиндры по ОСТ 2Г22-86, работающие при давлении P=6 МПа, стыковочные размеры станков с ЧПУ для базирования приспособлений, титульный лист, бланк задания, чертеж детали, эскиз станочного приспособления, эскиз контрольного приспособления, и спецификации.
Листы пособия оформлены так, как должны быть оформлены в пояснительной записке проекта.
При разработке пособия учтены требования и положения, установленные в Государственных и отраслевых стандартах, рекомендациях и нормативных документах.
Содержание
Введение……………………………………………………………………….4
Проектирования станочного приспособления
Анализ конструкции………………………………...………….……………..6
Анализ технологического процесса, включая выполняемую операцию.….6
Выбор элементов базирования и зажима заготовки…………………...…....7
Схема нагрузок……………………………………...………………………....9
Расчет силы зажима…………………………………………………………..10
Определение размеров элементов зажима заготовки…….…………….......11
Выбор гидроцилиндров…………………………….…………….……….….13
Расчет на прочность “слабых” звеньев конструкции приспособления.…..14
Графическая компоновка приспособления…………………………………15
Конструкция и работа приспособления…………………………………….17
Расчет погрешности базирования…………………………...………….…...18
Выводы по конструкции приспособления…………………………....…….18
Проектирование контрольного приспособления
Расчет исполнительных размеров………………………………..…….……19
Конструкция и эксплуатация контрольного приспособления………..……20
Литература……………….……………………………………………..……..22
Введение
На протяжении всего периода развития авиационной промышленности наша страна всегда занимала ведущее место. Ситуация в стране постоянно меняется, но основные направления развития авиационной промышленности остаются неизменными – создание современных самолетов, которые отвечают всем мировым стандартам.
Для создания таких самолетов как истребитель-перехватчик СУ-30МК, самолет-амфибия БЕ-200 и других на Иркутском авиационном объединении принята линия научно-технического прогресса по мировым стандартам и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки.
Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления заготовок, повышает точность обработки, облегчает условия труда операторов станков с ЧПУ, расширяет технологические возможности оборудования.
Приспособления для станков с ЧПУ предъявляется ряд специфических требований, обусловленных особенностью этих станков, не соблюдение которых значительно которых снижает эффективность использования станков с ЧПУ.
Приспособления должны иметь повышенную размерную точность. Погрешности базирования и закрепления, возникающие при установке заготовок в приспособления, должны быть сведены к минимуму. Для возможности использования полной мощности станка на черновых проходах и при обработке труднообрабатываемых материалов (титановые сплавы, нержавеющие, жаропрочные стали и другие) приспособления должны иметь повышенную жесткость конструкции.
Относительное перемещение заготовки и инструмента на станках с ЧПУ осуществляется в системы заданных координат. Следовательно, заготовка должна иметь полное базирование в приспособлении, а приспособление иметь полное базирование относительно нулевой точки станка. Станки с ЧПУ обеспечивают возможность обработки заготовки с одной стороны за одну установки. Для этой цели приспособление должно обеспечить возможность подхода инструмента ко всем обрабатываемым поверхностям.
Наиболее существенное сокращение вспомогательного времени при зажиме – разжиме заготовки достигается за счет использования гидро и пневмоцилиндров.
Контрольные приспособления должны обеспечить максимальную точность контроля при минимальной затрате времени, должны быть долговечны в работе, просты по конструкции и удобны в эксплуатации.
Похожие работы
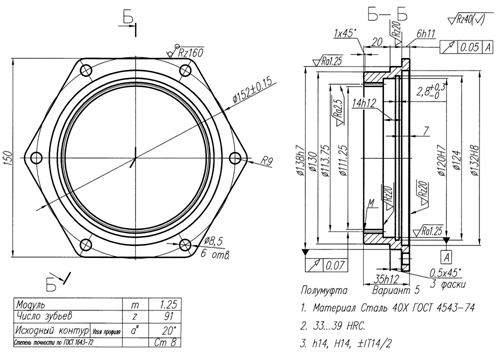
... поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей. 5. Разработка технологической документации Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта». Операционные карты и карты эскизов будут составлены для операций 110 и 120 ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... аппарата предназначен для гашения части энергии удара, уменьшения продольных растягивающих усилий, которые передаются через автосцепку на раму кузова вагона. 2.1 Описание детали Корпус поглощающего аппарата отливается из легированной стали и подвергается специальной термообработке с высокоточной закалкой и отпуском. Нажимной конус и фрикционные клинья, выполняются из другой легированной ...
... , нет дефектного слоя, высокая производительность при обработке твёрдых и хрупких материалов. Недостатком является сложность проектирования и изготовления электрода-инструмента, непригодность метода для обработки вязких материалов. 2.3.3 Анодно-механическая обработка Деталь-анод закрепляется на рабочем столе и находится в среде электролита. В результате анодного растворения на поверхности ...
0 комментариев