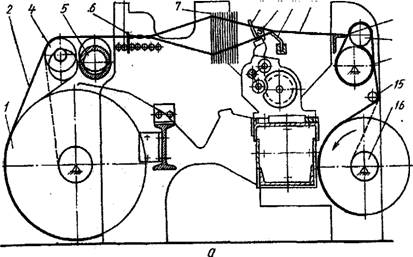
НАЗНАЧЕНИЕ И ПРИНЦИП РАБОТЫ ОСНОВНЫХ МЕХАНИЗМОВ И УЗЛОВ СТАНКА
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКЛАДЫВАНИЯ УТКА, ФОРМИРОВАНИЯ КРОМОК И ТКАНИ
ОБЗОР ЛИТЕРАТУРНЫХ И ПАТЕНТНЫХ ИСТОЧНИКОВ
СИНТЕЗ КУЛАЧКОВО-РЫЧАЖНОГО МЕХАНИЗМА УКЛАДЧИКА
ОПРЕДЕЛЕНИЕ УГЛОВ УКЛАДКИ ПРОКЛАДЧИКА НА ТРАНСПОРТЕР
МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОГО ИССЛЕДОВАНИЯ МЕХАНИЗМА ВОЗВРАТЧИКА ПРОКЛАДЧИКА
РАСЧЕТ НА ПРОЧНОСТЬ РЫЧАГА
РАСЧЕТ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ РЫЧАГА
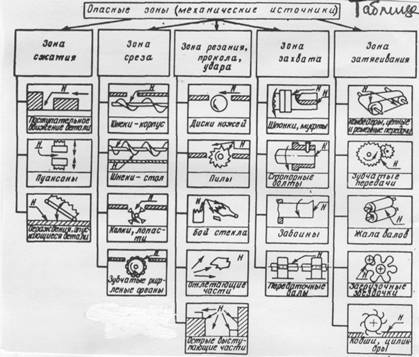
АНАЛИЗ ТРУДА ПРИ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ПРОИЗВОДСТВЕ
РАЗРАБОТКА КОМПЛЕКСНЫХ МЕРОПРИЯТИЙ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ УСЛОВИЙ ТРУДА
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
РАБОТА ПРЕДПРИЯТИЙ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯ Х
ВЫВОДЫ
ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКОВ
Х 247 = 69654 тыс.руб. 2825000 х 220=62150 млн.руб
ЗАТРАТЫ НА ДВИГАТЕЛЬНУЮ ЭНЕРГИЮ
РАСЧЁТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА
Навигация
ВЫВОДЫ
Модернизация приемной коробки станка СТБ 2-250
109192
знака
32
таблицы
29
изображений
2.5 ВЫВОДЫ
В дипломном проекте рассмотрены санитарно-гигиенические и физиологические основы обеспечения жизнедеятельности на текстильных предприятиях; проведен анализ труда при эксплуатации технологического оборудования на производстве; выявлены потенциально-опасные производственные факторы: механическое, электрическое, термическое воздействия, выявлены потенциально-вредные производственные факторы; оценены производственный микроклимат, выделение пыли, шум и вибрация, химические и парогазовые выделения, дана оценка производственного освещения. Предложен комплекс мероприятий, который обеспечит безопасность труда, снижение уровня травматизма и профессиональных заболеваний. В разделе охрана окружающей среды дана характеристика состава загрязнителя вентиляционных выбросов на производстве, рассмотрены состав газообразных, жидких и твердых загрязнителей. Дана характеристика сточных вод по составу загрязнителя, а также растворимых в воде загрязнителей. Проведена оценка активности сточных вод по PН показателю. Разработаны комплексные мероприятия по созданию благоприятной экологической обстановки. В разделе работа предприятий в чрезвычайных ситуациях рассмотрены защита от пожарной опасности, молниезащита, а также разработан комплекс мероприятий по улучшению молниезащиты и защиты от пожарной опасности.
Указанные мероприятия в области охраны труда и охраны окружающей среды позволяют создать комфортные условия работы, улучшить экологическую обстановку, снизить загрязнение окружающей среды и уверенно работать в чрезвычайных ситуациях.
3. РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ МОДЕРНИЗИРОВАННОГО ТКАЦКОГО СТАНКА СТБ2-250
На ткацком станке СТБ2-250 вырабатывается суконная ткань с шириной проборки основы по берду Шб = 250 см, плотность ткани по утку Пу = 170 нит. на 10 см, частота вращения главного вала станка – 180 мин-1, уточная паковка бобина, масса пряжи в бобине – 1880 г, полезная длина нити в бобине Lб = 14563 м, длина ткани в куске Lт = 32 м, способ обслуживания станков ткачом - маршрутносторожевой, коэффициент, учитывающий загруженность ткача, Кзр = 0,75 (12).
Расчет экономической эффективности выполним для базового станка СТБ2-250 и модернизированного станка СТБ2-250, на котором устанавливается модернизированная приемная коробка, конструкция которой, разработана в настоящем дипломном проекте. Цена станка СТБ2-250 по прейскуранту завода-изготовителя (АО "Текстильмаш") составляет 2.820 тыс. руб., стоимость заменяемых при модернизации деталей 19600 руб., а стоимость устанавливаемых деталей 24600 руб. Отсюда цена Цм модернизированного станка СТБ2-250:
Цм = 2820000 – 19600 + 24600 = 2825 тыс. руб.
3.1 ОПРЕДЕЛЕНИЕ НОРМЫ ОБСЛУЖИВАНИЯ ТКАЧЕЙ
Определение А производительности оборудования и потребности в нем для производства ткани в объеме 1000 пог.м/час. Теоретическая А производительность станка м/час:
А = 6 × n/Пу
где n - частота вращения главного вала, мин-1;
nб = 180 мин-1, для немодернизированного станка;
nм = 215 мин-1, для модернизированного станка, индекс «м» соответствует модернизированному станку.
Пу – плотность по утку, нит/10 см (Пу = 170 нит/10 см).
Отсюда: Аб = 6 × 180/170 = 6,35 м/час
Ам = 6× 215/170 = 7,6 м/час
Машинное tм время наработки 1 метра ткани (мин), tм = 60/А
![]() = 60/6,35 = 9,44 мин = 567,7 сек.
= 60/6,35 = 9,44 мин = 567,7 сек.
![]() = 60/7,6 = 7,9мин = 474,4 сек.
= 60/7,6 = 7,9мин = 474,4 сек.
Максимальное n'мах число обслуживаемых ткачом станков при Кс=1 и Кд=1 находится:
n'мах = tм + tвн / tзр х Кзр
где tм — машинное время наработки 1 метра ткани, сек;
tвн - время перерывов в работе станка при выработке 1 м ткани, сек;
tзр- общее время занятости ткача при выработке 1м ткани, сек;
Кзр - коэффициент загруженности ткача (Кзр = 0,75);
Найдем число Чб смен бобин, приходящихся на 1м вырабатываемой ткани:
Чб = 0,1 Шб х Пу/Lб,
при Шб = 250 см, Пу = 170 нит/10 см, Lб = 14563 м имеем,
Чб = 0,1 х 250 х 170/14563 = 0,29 смен
Примем, что доля сменяемых бобин с исканием раза составляет 0,12, а доля бобин без искания раза — 0,17 (0,12 + 0,17 = 0,29).
В связи с тем, что модернизация механизмов приемной коробки исключает факторы, вызывающие повреждения прокладчика, снижается обрывность по утку, а за счет повышения надежности механизмов допустимо увеличение скорости станка СТБ2-250. В дальнейших расчетах для модернизированного станка принимаем частоту вращения главного вала - 215мин-1 , число случаев обрыва уточной нити на 1м – 0,7.
Модернизированный станок СТБ2-250
| Рабочие приемы и работы | Норматив времени сек. | Числослучаев на 1м. ткани | Общее время на 1м. ткани, сек | |
| Перерывов в работе станка, tвн | Занятости ткача, tзр | |||
| Смены бобины без искания раза | 9/11 | 0,12 | 1,08 | 1,32 |
| Смена с исканием раза | 23/24 | 0,17 | 3,9 | 4,1 |
| Ликвидация обрыва уточной нити | 13/14 | 0,7 | 9,1 | 10,8 |
| Ликвидация обрыва основной нити | 31/32 | 1,5 | 46,5 | 48 |
| Поправка основы (25% времени ликвидации обрыва основных нитей) | 11,6 | 12 | ||
| Съем наработанной ткани | 80 | 1/32 | 2,5 | |
| Установка бобин на стойку | 6 | 0,25 | 1,5 | |
| Установка бобин на бобинодержатель | 5 | 0,25 | 1,25 | |
| Чистка ткани | 3 | 2,5 | 7,5 | |
| Прочие мелкие работы | 21,1 | |||
| Итого | 72,2 | 108,6 | ||
Отсюда, подставив найденные tвн и tзp в формулу для n'max получим для базового станка СТБ2-250:
![]()
примем ![]() = 4
= 4
Для модернизированного станка СТБ2-250:
![]()
примем ![]() = 4.
= 4.
Найдем максимальное число обслуживаемых станков с учетом микропауз и совпадения выполняемых операций, характеризуемых коэффициентами Кд и Кс, соответственно.
По данным НИИТруда Кд можно принять при многостаночном обслуживании равным 0,97, т.е. Кд = 0,97.
Вычислим Кз коэффициент занятости ткача на одном станке
![]() .
.
Для базового станка СТБ2-250,
![]() .
.
Для модернизированного станка СТБ2-250,
![]()
По табл.3 (11) находим Кс при ![]() = 4 (используя формулу для интерполяции)
= 4 (используя формулу для интерполяции) ![]()
Кс (для модернизированного станка) при ![]() = 4 и Кзм = 0,26
= 4 и Кзм = 0,26
Тогда:
Окончательно норму обслуживания определим путем сравнения «С» расходов на 1 мин оперативного времени для базового и модернизированного станков СТБ2-250. Эти расходы определяются по формуле:
C = (Kc + a/100) x (Cc + Cp/n)
Тоб x 100
аоб = –––––––––––––––––
Тсм – (Тоб + Тлн)
Тлн x100
алн = –––––––––––––––––––
Тсм – (Тоб + Тлн)
По табл.6 (11) принимаем: Сс = 1,3; Сср = 1,4; Тлн = 10 мин.
Время Тоб перерывов в работе станка за смену в мин. представим в табличной форме:
Таблица 5.3.
| Работы | Общее время на один станок за смену, мин. | |
| Перерывов в работе станка, Тоб | Занятости ткача, Тзр | |
| 1 | 2 | 3 |
| Проверка плотности ткани | 0,5 | 0,5 |
| Смазывание и чистка станка | 5 | –– |
| Текущий ремонт и профилактический осмотр станка | 13 | –– |
| Обмахивание или обдувка станка | 4 | –– |
| Уборка рабочего места | ––––– | 4 |
| Прочие мелкие работы | ––––– | 5 |
| Итого | 22,5 | 9,5 |
Времена Тоб и Тзр являются одинаковыми для базового и модернизированного станков СТБ2-250.
Тогда: 
С учетом принятых значений Сс и Ср для nmax = 4 и nmax = 5 получим:
| n max | Кс | а | Кс + а/100 | Cp/n | Cc + Cp/n | C |
| 4 | 1,28 | 7,26% | 1,3526 | 0,35 | 1,65 | 2,232 |
| 5 | 1,42 | 7,26% | 1,4926 | 0,28 | 1,58 | 2,358 |
Из проведенных данных видно, что расходы на 1мин. оперативного времени станка оказываются минимальными при обслуживании 4-х станков. Принимаем норму обслуживания базовых и модернизированных станков СТБ2 - 250 равной 4, т.е. Но = 4.
Похожие работы
... загораний. Умейте правильно определять категории производств по взрыво- и пожароопасности, а для этого надо знать, какими показателями характеризуется каждая категория производства. Изучите классификацию производственных помещений по Правилам устройства электроустановок (ПУЭ) и умейте выбирать 5)Средства защиты работающих от опасностей.Системы автоматики.Методы повышения травмобезопасности ...
0 комментариев