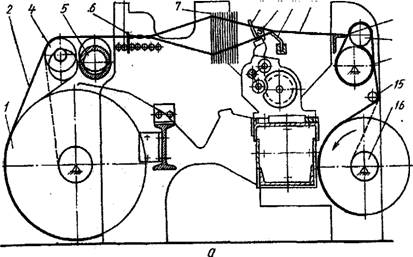
НАЗНАЧЕНИЕ И ПРИНЦИП РАБОТЫ ОСНОВНЫХ МЕХАНИЗМОВ И УЗЛОВ СТАНКА
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКЛАДЫВАНИЯ УТКА, ФОРМИРОВАНИЯ КРОМОК И ТКАНИ
ОБЗОР ЛИТЕРАТУРНЫХ И ПАТЕНТНЫХ ИСТОЧНИКОВ
СИНТЕЗ КУЛАЧКОВО-РЫЧАЖНОГО МЕХАНИЗМА УКЛАДЧИКА
ОПРЕДЕЛЕНИЕ УГЛОВ УКЛАДКИ ПРОКЛАДЧИКА НА ТРАНСПОРТЕР
МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОГО ИССЛЕДОВАНИЯ МЕХАНИЗМА ВОЗВРАТЧИКА ПРОКЛАДЧИКА
РАСЧЕТ НА ПРОЧНОСТЬ РЫЧАГА
РАСЧЕТ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ РЫЧАГА
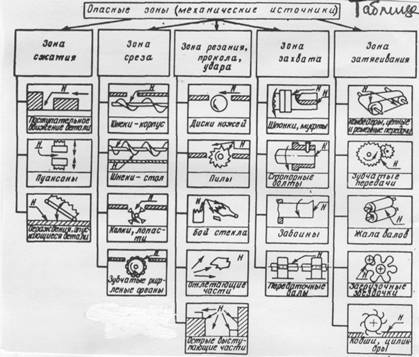
АНАЛИЗ ТРУДА ПРИ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ПРОИЗВОДСТВЕ
РАЗРАБОТКА КОМПЛЕКСНЫХ МЕРОПРИЯТИЙ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ УСЛОВИЙ ТРУДА
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
РАБОТА ПРЕДПРИЯТИЙ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯ Х
ВЫВОДЫ
ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКОВ
Х 247 = 69654 тыс.руб. 2825000 х 220=62150 млн.руб
ЗАТРАТЫ НА ДВИГАТЕЛЬНУЮ ЭНЕРГИЮ
РАСЧЁТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА
Навигация
ОПРЕДЕЛЕНИЕ УГЛОВ УКЛАДКИ ПРОКЛАДЧИКА НА ТРАНСПОРТЕР
Модернизация приемной коробки станка СТБ 2-250
109192
знака
32
таблицы
29
изображений
1.7 ОПРЕДЕЛЕНИЕ УГЛОВ УКЛАДКИ ПРОКЛАДЧИКА НА ТРАНСПОРТЕР
Исходя из принципа универсальности цикловой диаграммы приемной коробки для станков СТБ всех заправочных ширин, определим углы поворота главного вала, при которых прокладчик должен быть подан на транспортер. Принимая во внимание передаточное отношение i от поперечного вала к транспортеру, равное 4/3, шаг транспортера 12.7 мм и число z зубьев звездочки транспортера равным 15, нетрудно установить следующее соотношение: повороту главного вала на 18 град. соответствует поворот звездочки транспортера на 24 град. и его перемещение на 12.7 мм. Отсюда определим шаг угла поворота главного вала a гл., при котором будет происходить совпадение гонка с плоскостью уточно-боевой коробки. Этот угол определяется совпадением зубьев шестерни z = 16 и передаточным отношением поперечного вала к главному валу.
i = w2 / w1 = n 2 / n 1 = z 2 / z 1 = j2 / j1 = 50/25 . 16/24 = 4/3 ,
где w2, j2, n2 – угловая скорость, угол поворота и число оборотов звездочки транспортера;
w1, j1, n1 – угловая скорость, угол поворота и число оборотов главного вала.
![]()
где 25, 50, 16 - числа зубьев шестеренчатой передачи, посредством которой осуществляется передача движения транспортеру. Если первоначальный угол установки гонка транспортера по отношению к уточно-боевой коробке равен 318 град., то следующие углы, при которых будет совпадение гонка равны:
318° + 11.25° = 329.25°
329.25° + 11.25° = 340.5°
340.5° + 11.25° = 351.75°
Углы 318 и 351.75 град. являются установочными для станков СТБ с началами боя 105 и 140 град. соответственно.
Для станка с универсальной цикловой диаграммой принят угол установки транспортера, равный 330 град. Углы укладки прокладчиков на транспортер найдем, исходя из условия равенства зазоров справа и слева между гонками транспортера и прокладчиком.
Определение угла укладки рассмотрим на примере станка СТБ с заправочной шириной 180 см. (для станков других заправочных ширин угол укладки находится аналогично). На рис. 19 представлена принципиальная схема взаимного положения прокладчика и гонков цепи транспортера для угла поворота главного вала, равного 330 град. Из приведенной схемы видно, что зазор между прокладчиком и гонком слева равен 52 мм, а гонком справа 86 мм. Определим положение гонка, предшествующее прокладчику.
Шаг цепи - 12.7 мм. Гонки устанавливаются через 20 шагов, следовательно:
t - шаг цепи между гонками = 254 мм.
t х n < 1830, где n - число гонков на цепи, отсюда n = 7
254 х 7 = 1778
1830 – 1778 = 52
Положение гонков, указанное на рисунке соответствует концу укладки прокладчика на транспортер 330 град. Поскольку свободное пространство между гонками равно:
254 - 90 = 138 см,
то оставляя с каждой стороны от прокладчика до гонков по 76 мм получили дополнительное перемещение цепи в направлении, указанном стрелкой, равное 24 мм.
В случае симметричного расположения прокладчика относительно гонков дополнительный угол поворота главного вала, соответствующий смещению цепи на 24 мм, равен 34 град. (из расчета 12.7 мм. - 18 град. поворота главного вала). Отсюда, угол укладки в этом случае равен:
330° + 34° = 364° = 4° главного вала.
Учитывая возможное смещение приемной коробки в сторону уменьшения заправочной ширины, принимаем окончательное значение угла укладки равное 345 град., что вполне приемлемо.
Укладка должна быть проведена до 0 град., так как после этого прокладчик, вытолкнутый из приемной коробки подается на горку. Если не будет укладки до 0 град., то подаваемый на горку прокладчик наткнется на набор прокладчиков, имеющихся на горке.
Результаты вычислений углов укладки для станков СТБ заправочных ширин от 180 до 330 см. приведены в таблице 4.
Таблица 4 | Основные параметры механизма укладки прокладчиков на транспортер. | 345 | Зазор между гонком и про-клад-чиком «спра-ва», мм | 68 | - | - | 92 |
| Зазор между гонком и про-клад-чиком «сле-ва», мм | 70 | - | - | 46 | |||
| Допус-тимое умень-шение запра-вочной шири-ны, см | 36 | - | - | 21 | |||
| 245 | Зазор между гонком и про-клад-чиком «спра-ва», мм | - | - | - | |||
| Зазор между гонком и про-клад-чиком «сле-ва», мм | - | - | - | ||||
| Допус-тимое умень-шение запра-вочной шири-ны, см | - | - | - | ||||
| 165 | Зазор между гонком и про-клад-чиком «спра-ва», мм | - | 54 | - | |||
| Зазор между гонком и про-клад-чиком «сле-ва», мм | - | 84 | - | ||||
| Допус-тимое умень-шение запра-вочной шири-ны, см | - | 45 | - | ||||
| 125 | Зазор между гонком и про-клад-чиком «спра-ва», мм | - | 82 | 37 | |||
| Зазор между гонком и про-клад-чиком «сле-ва», мм | - | 56 | 101 | ||||
| Допус-тимое умень-шение запра-вочной шири-ны, см | - | 28 | 54 | ||||
| Углы укладки проклад-чиков на транс-портер, град | Запра-вочная ширина станка, см | 180 | 220 | 250 | 330 |
Похожие работы
... загораний. Умейте правильно определять категории производств по взрыво- и пожароопасности, а для этого надо знать, какими показателями характеризуется каждая категория производства. Изучите классификацию производственных помещений по Правилам устройства электроустановок (ПУЭ) и умейте выбирать 5)Средства защиты работающих от опасностей.Системы автоматики.Методы повышения травмобезопасности ...
0 комментариев