Навигация
Операция 10 выполняется на станке 1П365
69137
знаков
11
таблиц
12
изображений
2. Операция 10 выполняется на станке 1П365.
Ц = 3800 руб.
![]() м2.
м2.
ТШТ = 1,48 мин.
mП = 1.
М = 1.
![]() .
.
![]() .
.
![]()
![]()
![]()
![]()
![]()
![]() коп.
коп.
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
![]() м2.
м2.
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
![]() коп.
коп.
Сопоставив варианты выполнения токарной операции на различных станках, приходим к выводу, что токарную обработку наружных поверхностей детали следует производить на токарно-револьверном станке модели 1П365. Так как себестоимость механической обработки детали ниже, чем если выполнять ее на станке модели 1К62.
2. Проектирование специальной станочной оснастки
2.1 Исходные данные для проектирования станочной оснастки
В данном курсовом проекте разработано станочное приспособление для операции №35, в которой производится сверление, зенкерование и развертывание отверстий при помощи станка с ЧПУ.
Тип производства, программа выпуска, а также затраты времени на операцию, определяющие уровень быстродействия приспособления при установке и снятии детали, повлияли на решение механизировать приспособление (зажим детали в тиках происходит за счет пневмоцилиндра).
Приспособление используется для установки только одной детали.
Рассмотрим схему базирования детали в приспособлении:
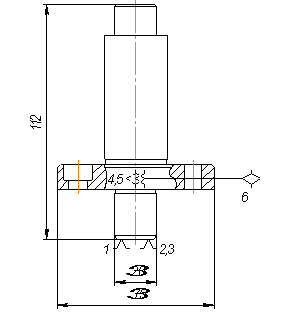
Рисунок 2.1 Схема установки детали в тисках
1, 2, 3 – установочная база – лишает заготовку трех степеней свободы: перемещение вдоль оси ОХ и вращения вокруг осей ОZ и ОY; 4, 5 – двойная опорная база – лишает двух степеней свободы: перемещение вдоль осей OY и OZ; 6 – опорная база – лишает вращения вокруг оси ОХ.
2.2 Принципиальная схема станочного приспособления
В качестве станочного приспособления будем использовать машинные тиски, оснащенные пневмоприводом. Пневмопривод обеспечивает постоянство усилия зажима детали, а также быстроту закрепления и открепления обрабатываемой детали.
2.3 Описание конструкции и принципа работы
Универсальные самоцентрирующие тиски с двумя подвижными сменными губками предназначены для закрепления деталей типа ось при проведении сверления, зенкерования и развертывания отверстий. Рассмотрим конструкцию и принцип работы приспособления.
На левом торце корпуса 1 тисков закреплена переходная втулка 2, а на ней пневмокамера 3. Между двумя крышками пневмокамеры зажата диафрагма 4, которая жестко закреплена на стальном диске 5, в свою очередь, закрепленном на штоке 6. Шток 6 пневмокамеры 3 через тягу 7 соединен со скалкой 8, на правом конце которой расположена рейка 9. Рейка 9 находится в зацеплении с зубчатым колесом 10, а зубчатое колесо 10 – с верхней подвижной рейкой 11, на которой установлена и закреплена с помощью двух штифтов 23 и двух болтов 17 правая подвижная губка 12. В кольцевую выточку на левом конце скалки 8 входит нижний конец пальца 14, верхний его конец запрессован в отверстие левой подвижной губки 13. Сменные зажимные призмы 15, соответствующие диаметру обрабатываемой оси, закрепляются винтами 19 на подвижных губках 12 и 13. Пневмокамера 3 прикрепляется к переходной втулке 2 с помощью 4 болтов 18. В свою очередь переходная втулка 2 присоединяется к корпусу приспособления 1 при помощи болтов 16.
При поступлении сжатого воздуха в левую полость пневмокамеры 3 диафрагма 4 прогибается и перемещает вправо шток 6, тягу 7 и скалку 8. Скалка 8 пальцем 14 передвигает губку 13 вправо, а левым реечным концом, вращая зубчатое колесо 10, перемещает верхнюю рейку 11 с губкой 12 влево. Таким образом, губки 12 и 13, сдвигаясь, зажимают обрабатываемую деталь. При поступлении сжатого воздуха в правую полость пневмокамеры 3 диафрагма 4 прогибается в другую сторону и перемещают влево шток 6, тягу 7 и скалку 8; скалка 8 разводит губки 12 и 13 с призмами 15.
Похожие работы
... резания, обеспечивающих как производительность, так и требуемую точность, и качество производимой продукции. 1. Разработка технологического процесса сборки 1.1Анализ служебного назначения изделия и технологичность его конструкции Приспособление предназначено для определения величины биения оси пружины. Величину биения замеряем с помощью индикатора. Приспособление достаточно простое в ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
0 комментариев