РАСЧЕТНО-КОНСТРУКТИВНАЯ ЧАСТЬ
Классификация помещений по пожаро-, взрыво-, электробезопасности
Расчет и выбор элементов электроснабжения
Выбор линий электроснабжения электрооборудования
Расчет токов короткого замыкания
Составляется схема РЗ и носятся данные;
Расчет заземляющего устройства
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ЭЛЕКТРИЧЕСКИХ НАГРУЗОК
Навигация
Классификация помещений по пожаро-, взрыво-, электробезопасности
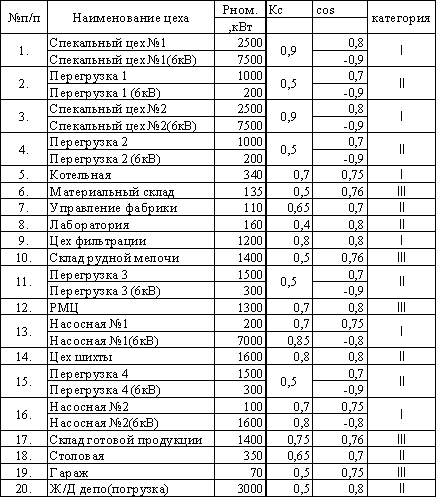
Электроснабжение и электрооборудование механического цеха завода среднего машиностроения
55679
знаков
5
таблиц
4
изображения
2.3 Классификация помещений по пожаро-, взрыво-, электробезопасности
Данный цех является пожаробезопасным только по одному параметру-это то, что в нем не обращаются горючие жидкости с температурой вспышки 61![]() С внутри помещений, требумая защита IP44, относится к классу П-I . Пожароопасным он является т.к. при обработке деталей на станках выделяется горючия пыль, которая может привести к возгаранию и без своевременной ликвидации может перерости в пожар, также на конвейере обращаются различные горючие вещества которые могут привести к пожару, требуемая IP54, относится к классу П-II.
С внутри помещений, требумая защита IP44, относится к классу П-I . Пожароопасным он является т.к. при обработке деталей на станках выделяется горючия пыль, которая может привести к возгаранию и без своевременной ликвидации может перерости в пожар, также на конвейере обращаются различные горючие вещества которые могут привести к пожару, требуемая IP54, относится к классу П-II.
По взрывобезопасности данный цех является взрывобезопасным, т.к. в нем не выделяются горючие газы или пары ЛЖВ (легко воспломеняющихся жидкостей) способные образовать с воздухом в помещение взрывоопасную смесь при нормальном режиме либо во время аварийной ситуации или неисправности, также он является взрывобезопасным т.к. в нем не возможно образование смеси с большой взрывной концетрацией (15% и более) или водорода при неисправности либо аварии в помещение, требуема защита не ниже IP44, относится к классу B-IБ.
По электроопасности данный цех является электроопасным, т.к. при обработке детали на станках образуется токопроводящая пыль, оседающая на электрооборудование, которая может привести к короткому замыканию на электрооборудование.
| Наименование РУ и электрических приемников | Нагрузка установленная | Нагрузка средняя за смену | Нагрузка максимальная | ||||||||||||||
| P кВт | n | P кВт | K | cos | tg | m | P кВт | Q кВар | S
| n | K | K | P кВт | Q кВар | S
| I А | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| РП 1 | |||||||||||||||||
| 1.Заточный станок | 3,8 | 2 | 7,6 | 0,12 | 0,4 | 2,2 | 0,912 | 2,0 | |||||||||
| 2.Насос гидравлический | 3,4 | 4 | 13,6 | 0,7 | 0,85 | 0,5 | 9,52 | 4,7 | |||||||||
| Всего по РП 1 | 7,2 | 6 | 21,2 | 0,4 | 0,7 | 0,7 | - | 8,6 | 6,7 | 10,9 | 6 | - | - | 8,6 | 6,7 | 10,9 | 16,7 |
| РП 2 | |||||||||||||||||
| 1.Универсально-заточный станок | 5,1 | 2 | 10,2 | 0,12 | 0,4 | 2,2 | 1,2 | 2,6 | |||||||||
| 2.Заточный станок | 3,8 | 1 | 3,8 | 0,12 | 0,4 | 2,2 | 0,45 | 0,8 | |||||||||
| Всего по РП 2 | 8,9 | 3 | 14 | 0,1 | 0,4 | 2,0 | - | 1,65 | 3,4 | 3,7 | 3 | - | - | 1,65 | 3,4 | 3,7 | 5,6 |
| РП 3 | |||||||||||||||||
| 1.Кран мостовой | 11,82 | 1 | 11,82 | 0,1 | 0,5 | 1,6 | 1,1 | 1,76 | |||||||||
| Всего по РП 3 | 11,82 | 1 | 11,82 | 0,09 | 0,5 | 1,6 | - | 1,1 | 1,76 | 2,0 | 1 | - | - | 1,1 | 1,76 | 2,0 | 3,07 |
| ШМА 1 | |||||||||||||||||
| 1.Токарно-винторезный станок | 14,9 | 2 | 29,8 | 0,12 | 0,4 | 2,2 | 3,5 | 7,7 | |||||||||
| 2.Токарно-четырехшпиндельный полуавтомат | 19,1 | 2 | 38,2 | 0,12 | 0,4 | 2,2 | 4,5 | 9,9 | |||||||||
| 3.Резьбонарезной станок | 33,3 | 1 | 33,3 | 0,12 | 0,4 | 2,2 | 3,9 | 8,5 | |||||||||
| 4.Радиально-сверлильный станок | 4,6 | 2 | 9,2 | 0,12 | 0,4 | 2,2 | 1,1 | 2,4 | |||||||||
| 5.Шлифовальный станок | 14,4 | 1 | 14,4 | 0,12 | 0,4 | 2,2 | 1,7 | 3,7 | |||||||||
| 6.Пресс | 1,5 | 2 | 3 | 0,17 | 0,65 | 1,0 | 0,51 | 5,1 | |||||||||
| 7.Вентилятор калорифера | 10 | 1 | 10 | 0,6 | 0,8 | 1,6 | 6 | 9,6 | |||||||||
| 8.Координатно- расточный станок | 5,5 | 1 | 5,5 | 0,17 | 0,65 | 1,0 | 0,9 | 0,9 | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| 9.Поперечно-строгальный станок | 4 | 2 | 8 | 0,17 | 0,65 | 1,0 | 1,36 | 1,36 | |||||||||
| Всего по ШМА 1 | 107,3 | 14 | 151,4 | 0,15 | 0,4 | 2,0 | 22,2 | 23,47 | 49,16 | 54,4 | 14 | 1,85 | 1 | 43,4 | 49,16 | 65,5 | 100,7 |
| ШМА 2 | |||||||||||||||||
| 1.Резьбонарезной станок | 33,3 | 1 | 33,3 | 0,12 | 0,4 | 2,2 | 3,9 | 8,5 | |||||||||
| 2.Токарно-четырехшпиндельный полуавтомат | 19,1 | 1 | 19,1 | 0,12 | 0,4 | 2,2 | 2,2 | 4,8 | |||||||||
| 3.Гидравлический пресс | 10 | 3 | 30 | 0,17 | 0,65 | 1,0 | 5,1 | 5,1 | |||||||||
| 4.Долбежныый станок | 10 | 2 | 20 | 0,17 | 0,65 | 1,0 | 3,4 | 3,4 | |||||||||
| 5.Притирочный станок | 4 | 5 | 20 | 0,17 | 0,65 | 1,0 | 3,4 | 3,4 | |||||||||
| 6.Вентилятор калорифера | 10 | 1 | 10 | 0,6 | 0,8 | 1,6 | 6 | 9,6 | |||||||||
| 7.Вентилятор вытяжной | 3 | 2 | 6 | 0,6 | 0,8 | 1,6 | 3,6 | 5,7 | |||||||||
| 8.Координатно-расточный станок | 5,5 | 1 | 5,5 | 0,17 | 0,65 | 1,0 | 3,8 | 3,8 | |||||||||
| 9.Конвейер | 2,2 | 1 | 2,2 | 0,55 | 0,75 | 0,8 | 1,2 | 0,9 | |||||||||
| Всего по ШМА 2 | 97,1 | 17 | 146,1 | 0,2 | 0,5 | 1,3 | 15,1 | 32,6 | 45,2 | 55,7 | 17 | 1,61 | 1 | 52,4 | 45,2 | 69,2 | 106,4 |
| Всего по ШНН | 67,42 | 104,46 | 107,15 | 104,46 | 149,3 | ||||||||||||
| Потери | 2,968 | 14,93 | 15,2 | ||||||||||||||
| Всего по ВН | 110,13 | 119,39 | 164,5 | 3,07 | |||||||||||||
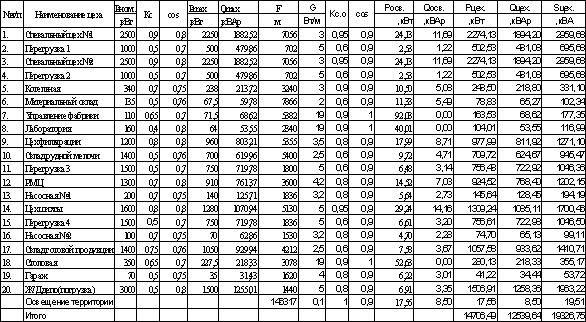
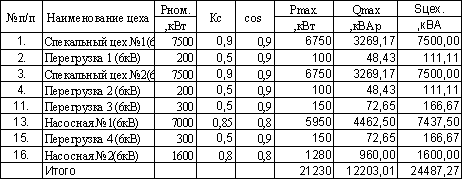
Таблица 1-Сводная ведомость нагрузок
После построения однолинейной схемы выполняются основные расчеты и заполняется таблица «Сводная ведомость нагрузок»
Для выполнения расчетов используется метод коэффициента максимума (упорядоченных диаграмм).
![]() КВт, (8)
КВт, (8)
где P![]() - мощность оборудования (указывается мощность одного электрического приемника), кВт;
- мощность оборудования (указывается мощность одного электрического приемника), кВт;
n – фактическое количество электрических приемников;
P![]() - номинальная активная групповая мощность, приведенная к длительному режиму, кВт.
- номинальная активная групповая мощность, приведенная к длительному режиму, кВт.
Определяется мощность заточного станка:
![]() КВт,
КВт,
Для всех остальных электрических приемников расчеты выполняются аналогично.
Определяется мощность![]() для заточного станка:
для заточного станка:
![]() , КВт, (9)
, КВт, (9)
где ![]() - активная мощность за смену, КВт;
- активная мощность за смену, КВт;
Ки- коэффициент использования электрических приемников, определяется по таблице «Расчетные коэффициенты электроприемников».
![]() КВт,
КВт,
Для всех остальных электрических приемников расчеты выполняются аналогично.
Находится коэффициент неравномерности m:
![]() , (10)
, (10)
где, m- коэффициент неравномерности, определяется для каждого ШМА.
Определяется коэффициент неравномерности для ШМА 1:
![]() ,
,
Определяется коэффициент неравномерности для ШМА 2:
![]()
Определяется tgφ для заточного станка:
![]() (11)
(11)
![]() КВт (12)
КВт (12)
где, cosφ – коэффициент мощности, определяемый на основание опыта эксплуатации определяется по таблице;
tgφ - коэффициент реактивной мощности.
![]() ,
,
![]() ,
,
Для всех остальных приемников расчеты выполняются аналогично.
Определяется мощность Q![]() для заточного станка:
для заточного станка:
Q![]() Квар, (13)
Квар, (13)
где Q![]() – реактивная мощность за смену, Квар.
– реактивная мощность за смену, Квар.
Q ![]() Квар,
Квар,
Определяется мощность ![]() для всего по РП 1:
для всего по РП 1:
S ![]() КВА, (14)
КВА, (14)
где ![]() - полная мощность за смену, КВА.
- полная мощность за смену, КВА.
![]() КВА,
КВА,
Для всех остальных всего по РП 2, ШМА 1, ШМА 2 расчеты выполняются аналогично.
Последующие расчеты производятся только для граф «всего по…».
Значение в графе «всего по…» Ки ср , cosφ, tgφ, определяется по следующим формулам:
Ки ср=![]() , (15)
, (15)
сosφ=![]() , (16)
, (16)
tgφ=![]() , (17)
, (17)
где РсмΣ- суммарная активная мощность за смену (см. Всего по…), КВт;
PнΣ - суммарная номинальная мощность в группе (см. Всего по…), КВТ;
QсмΣ- суммарная реактивная мощность за смену (см. Всего по …), Квар;
SсмΣ- суммарная полная мощность за смену (см. Всего по …), КВА.
Определяются значение в графе всего по РП 1:
Ки ср=![]() ,
,
сosφ=![]() ,
,
tgφ=![]() ,
,
Для всех остальных граф «всего по…», расчеты производят аналогично.
Определяются максимальные нагрузки (расчет только для графы «Всего по…»):
![]() КВт, (18)
КВт, (18)
![]() Квар, (19)
Квар, (19)
![]() КВА, (20)
КВА, (20)
где ![]() - максимально активная мощность, КВт;
- максимально активная мощность, КВт;
![]() - максимально реактивная мощность, КВар ;
- максимально реактивная мощность, КВар ;
![]() - максимально полная мощность, КВА.
- максимально полная мощность, КВА.
Определяется максимальные нагрузки для ШМА 1:
![]() КВт,
КВт,
![]() Квар,
Квар,
![]() КВА,
КВА,
Для всех остальных граф «всего по …», расчеты выполняются аналогично.
Определяется максимальный расчетный ток ![]() для РП и ШМА:
для РП и ШМА:
![]() , (21)
, (21)
где, Im-максимальный расчетный ток.
Определяется максимальный расчетный ток для РП 1:
![]() А,
А,
Для всех остальных РП расчеты выполняются аналогично.
Определяется максимальный расчетный тока для ШМА 1:
![]() А,
А,
Для всех остальных ШМА расчеты выполняются аналогично.
Заполняется графа «Всего по ШНН», в которой суммируются все значения находящиеся в графах «Всего по …», для РсмΣ , QсмΣ , SсмΣ, ![]() ,
, ![]() ,
, ![]() . К полученным значениям добавляется индекс РсмΣ(нн) , QсмΣ(нн) , SсмΣ(нн),
. К полученным значениям добавляется индекс РсмΣ(нн) , QсмΣ(нн) , SсмΣ(нн), ![]() ,
, ![]() ,
, ![]() .
.
Определяются потери в трансформаторе:
![]() КВт, (22)
КВт, (22)
где, ![]() - потери активной мощности, кВт;
- потери активной мощности, кВт;
![]() КВА, (23)
КВА, (23)
где, ![]() - потери реактивной мощности, Квар;
- потери реактивной мощности, Квар;
![]() КВА, (24)
КВА, (24)
![]() КВт,
КВт,
![]() КВар,
КВар,
![]() КВА,
КВА,
Суммируются полученные потери и ![]() ,
, ![]() ,
, ![]() , записываются полученные значения в графу «Всего на ВН».
, записываются полученные значения в графу «Всего на ВН».
Определяется расчетная мощность трансформатора с учетом потерь, но без компенсации реактивной мощности. Значение Sт в таблицу не вносится.
![]() КВА, (25)
КВА, (25)
![]() КВА,
КВА,
Далее по таблице выбирается трансформатор по полученному значению Sт.
ТМ-160/10
Рном=160 КВт;
ВН=10 В;
НН=0,4 В;
Группа соединения: У/УН-0; Д/УН-11; У/ZН-0.
Потери ХХ=620, КЗ=2650
Uкз%=4,5;
Ixx%=2,4.
Производится выбор компенсирующего устройства:
Q![]() Квар, (26)
Квар, (26)
где Qку- расчетная компенсируемая мощность, квар;
α=0,7-0,9-коэффициент учитывающий повышение cos φ естественным способом;
tgfк, tgf1-коэффициенты реактивной мощности до и после компенсации. tgf1 определяются по следующей формуле:
tgf1=![]() , (27)
, (27)
tgf1=![]() ,
,
tgfк- выбирается из значений cos φк= 0,92…0,95.
tgfк=0,95
Q![]() КВар,
КВар,
Далее по таблице выбираю компенсирующее устройство по значение Qку.
УКЗ-0,415-60ТЗ
Определяется реактивная максимальная мощность Qp, Квар:
Q![]() Квар, (28)
Квар, (28)
Q![]() КВар,
КВар,
Определяется максимальная полная мощность Sp, КВА:
S![]() КВА, (29)
КВА, (29)
S![]() КВА,
КВА,
Определяется максимальный ток нагрузки IР (А):
![]() А, (30)
А, (30)
![]() А,
А,
Определяется коэффициент мощности после компенсации cos φку:
cos φку=![]() , (31)
, (31)
cos φку=![]() ,
,
Похожие работы
... приемников электроэнергии, режимы их работы и размещении по территории цеха, номинальные токи и напряжения. Электромеханический цех (ЭМЦ) предназначен для подготовки заготовок из металла для электрических машин с последующей их обработкой различными способами. Он является одним из цехов металлургического завода, выплавляющего и обрабатывающего металл. ЭМЦ имеет станочное отделение, в котором ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...


... руб. Капитальные затраты, тыс. руб. в, % Cат, Т.р. Сп.т., т.р./г 1 ТМ – 630 5 2,88 34,56 9,3 0,54 5,76 4.4. Экономическая оценка надежности вариантов схем электроснабжения.При проектировании и эксплуатации электроустановок важным вопросом является оценка составляемых вариантов схем электроснабжения предприятия. Вопрос об ...
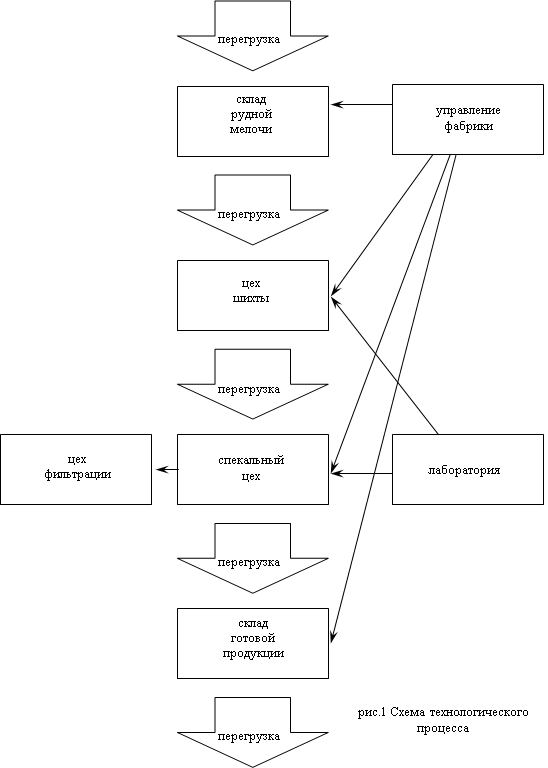
... Конвейерный транспорт. Поточно-транспортные системы. На металлургических заводах очень широко используется конвейерный транспорт. Комплекс подготовительных цехов крупного металлургического комбината, состоящий из обогатительных и агломерационных фабрик, коксохимических и огнеупорных цехов, может иметь конвейерные линии протяжённостью около ста километров. На таком предприятии насчитывается свыше ...
0 комментариев