Навигация
Анализ достоинств и недостатков оборудования
44304
знака
5
таблиц
24
изображения
1.2 Анализ достоинств и недостатков оборудования
Достоинствами установки являются ее простота конструкции, возможность изготовления колец различной длины, возможность работы в автоматическом режиме.
Недостатками установки являются:
- отсутствие плавной регулировки частоты вращения электродвигателя;
- брак в работе при отрезке колец в случае падения давления в цеховой магистрали сжатого воздуха;
- неточность отсчитывания длины отрезка из-за слабой помехозащищенности блока управления;
- отсутствие системы подсчета количества деталей в партии;
- работа установки вхолостую при отсутствии заготовки.
Эти недостатки снижают производительность установки, снижают качество изделий, к тому же требуется тщательная наладка установки и контроль над ее работой со стороны оператора.
1.3 Обоснование предлагаемых решений
Анализ достоинств и недостатков оборудования показывает, что можно улучшить работу установки, модернизировав систему управления ею. Предлагаются следующие изменения:
- добавить в схему управления двигателем преобразователь частоты для регулирования частоты вращения двигателя подачи;
- добавить систему блокировки работы установки при падении давления сжатого воздуха ниже предельного;
- повысить помехозащищенность блока управления путем применения оптронной развязки и фильтров помех;
- добавить систему подсчета количества деталей, сигнализирующую об окончании изготовления партии;
- добавить систему блокировки работы установки при отсутствии заготовки.
Эти мероприятия позволят устранить существующие недостатки и улучшить работу установки.
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Модернизация системы управления установкой
Предлагаемая структурная схема установки приведена на рисунке 4.
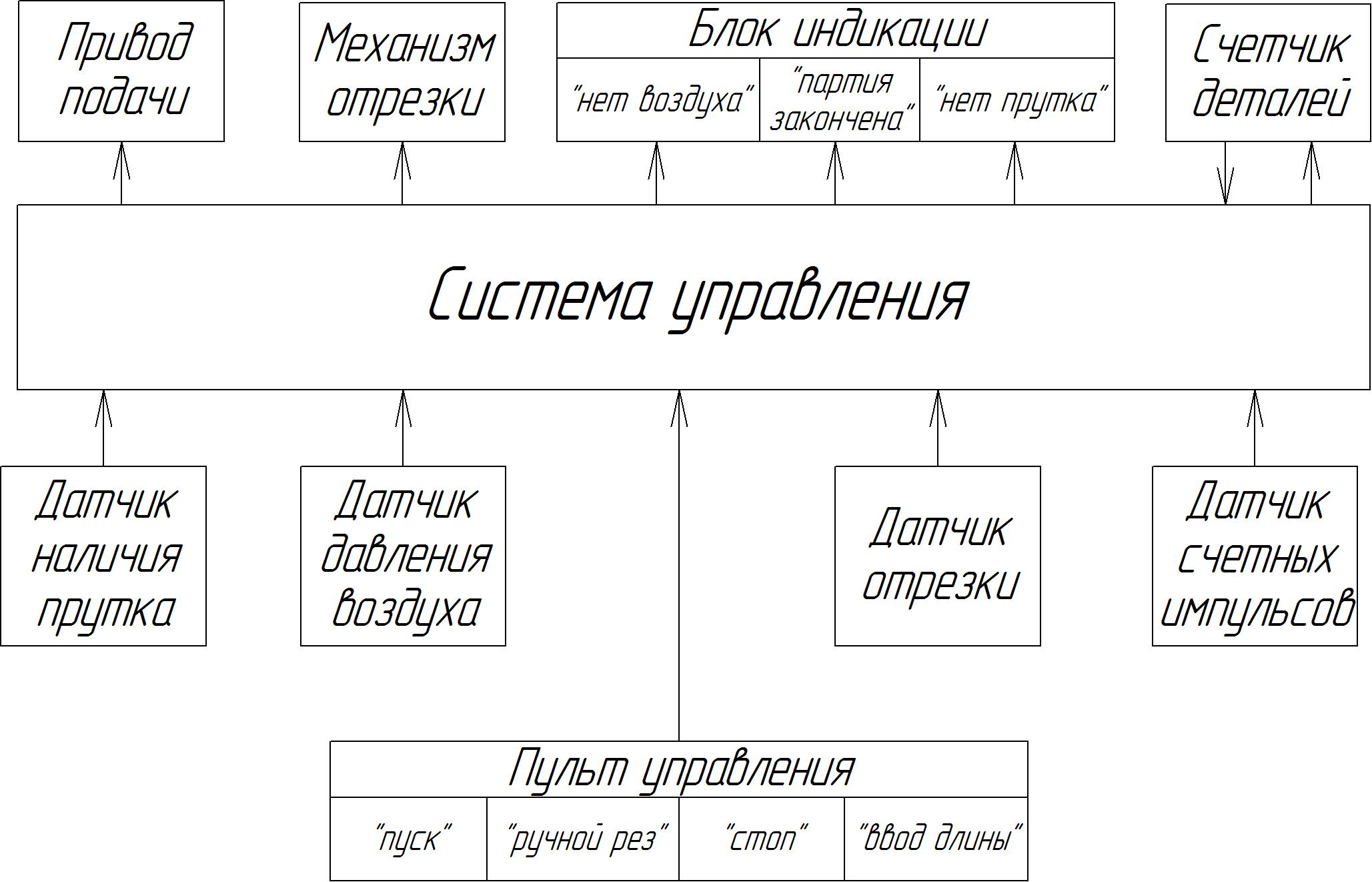
Рисунок 4 – Структурная схема работы установки
В схему вводится блок индикации, сигнальные лампы которого загораются при падении давления воздуха, окончании партии деталей или отсутствии заготовки. При этих ситуациях блокируется работа установки. Сигналы поступают от соответствующих датчиков. С пульта управления вводится длина отрезка, а также осуществляется пуск и остановка установки.
Измененный алгоритм работы системы управления представлен на рисунке 5.
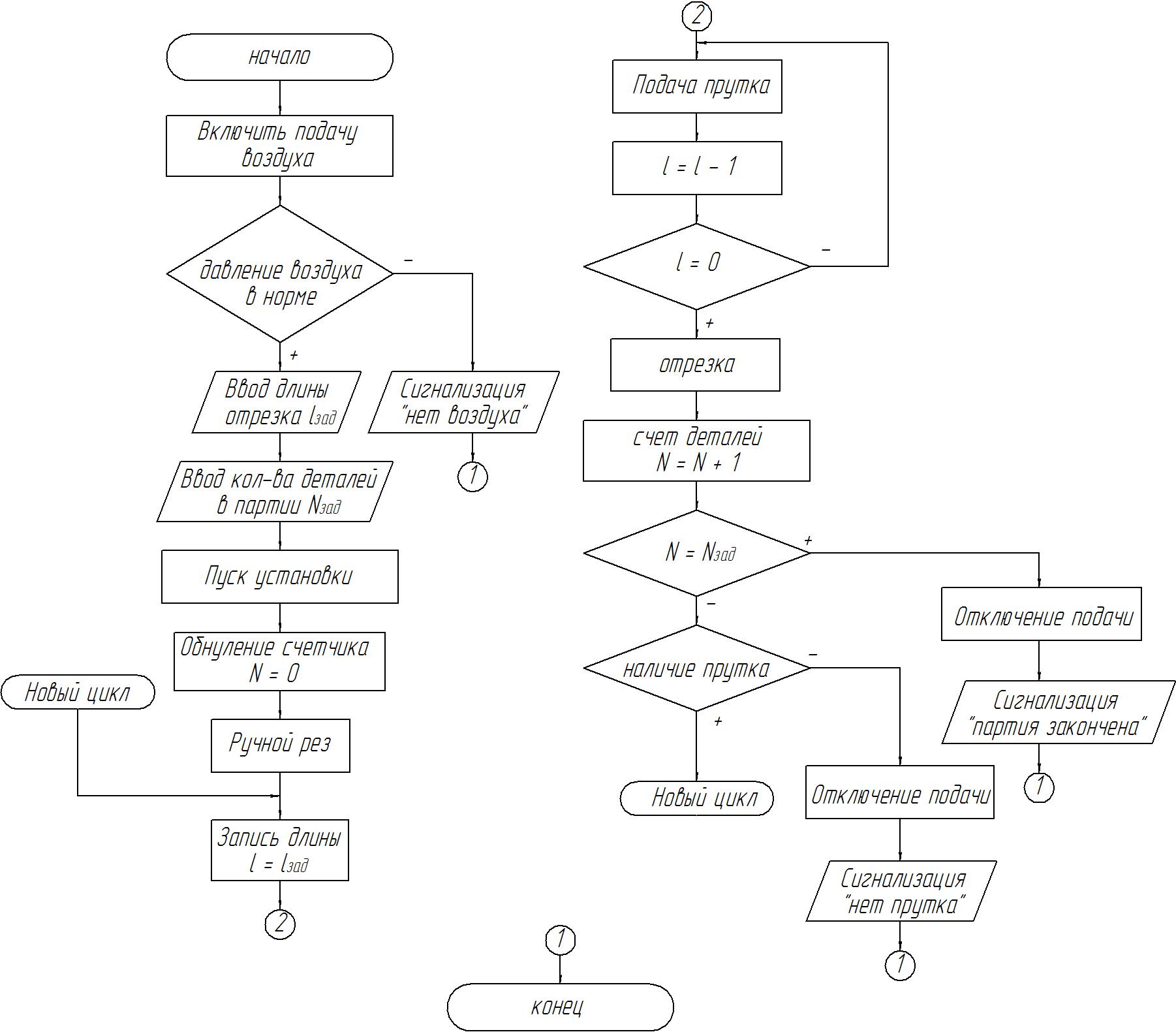
Рисунок 5 – Алгоритм работы установки
После начала работы необходимо включить подачу воздуха, после этого производится проверка давления воздуха в системе. Если оно падает ниже определенного предела, установка отключается и производится сигнализация "нет воздуха". Если давление в норме, производится ввод длины отрезка и количества деталей в партии. Далее обнуляется счетчик деталей. Производится ручной рез, после чего начинается цикл работы. Производится запись длины отрезка в память блока управления. Далее производится подача прутка. При перемещении прутка на 1 мм выдается счетный импульс, который уменьшает длину отрезка в памяти на 1 мм. После этого производится проверка равенства нулю длины отрезка. При невыполнении условия осуществляется возврат к подаче прутка. При выполнении условия производится отрезка кольца, и количество деталей увеличивается на одну. Далее проверяется условие равенства числа деталей числу, записанному в память счетчика деталей. При равенстве отключается подача прутка и выдается сигнализация "конец партии". Если же равенство не выполняется, проверяется наличие заготовки. Если пруток закончился, подача также отключается и включается сигнализация "нет прутка". Если заготовка есть, то начинается новый цикл работы.
2.2 Разработка средств автоматизации
2.2.1 Выбор и описание счетчика импульсов
Для подсчета деталей в партии необходимо после каждого реза подавать счетные импульсы на специальный счетчик с управляющим выходом. В качестве счетчика выбираем разработанный фирмой "ОВЕН" счетчик импульсов СИ8.
Универсальный программируемый восьмиразрядный счетчик импульсов СИ8 предназначен для подсчета:
количества поступающих на его входы импульсов, как в прямом, так и в обратном направлении и перевода его в физическую величину (путем умножения на заданный множитель);
частоты и длительности подаваемых на его входы импульсов;
времени наработки оборудования;
- среднего и суммарного расхода жидкости (совместно с импульсными или частотными датчиками).
Внешний вид прибора представлен на рисунке 6.
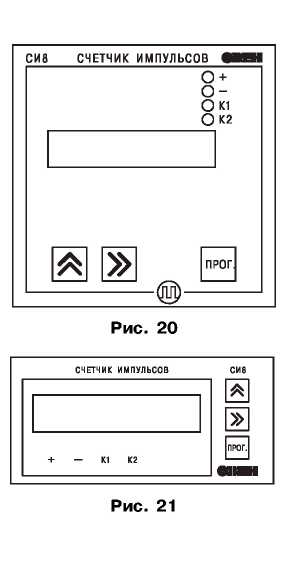
Рисунок 6 - Внешний вид прибора
Прибор имеет два встроенных выходных устройства ключевого типа для включения-выключения внешнего технологического оборудования при достижении заданных установок.
Прибор предназначен для использования в следующих условиях:
Допустимая температура окружающего воздуха, +1...+50°С;
Относительная влажность воздуха не более 80%;
Атмосферное давление 86...107 кПа.
Функциональная схема прибора приведена на рисунке 7. Прибор имеет три входа для подключения внешних управляющих сигналов, которые через симистор входов подаются на входы блока обработки данных.
Блок обработки данных содержит реверсивный счетчик импульсов с предделителем на входе и умножителем на выходе, счетчик времени и вычислитель среднего расхода, а также два логических устройства, которые в соответствии с заданным пользователем алгоритмом формируют сигналы управления выходными устройствами.
Технические характеристики счетчика приведены в табл. 1.
Таблица 1. Технические характеристики счетчика СИ8
| Наименование | Значение | |
| Питание | ||
| Напряжение питания - переменное - постоянное Потребляемая мощность | 130... 265 В 180...310В не более 4 ВА | |
| Входы | ||
| Количество входов управления Напряжение низкого (активного) уровня на входах Напряжение высокого уровня на входах | 3 от 0 до 0,8 В от 2,4 до 30 В | |
| Характеристики счетчика импульсов | ||
| Количество счетных разрядов Максимальная частота входных импульсов Минимальная длительность входных импульсов Диапазон значений предделителя Диапазон значений множителя Постоянная времени входного фильтра | 7 8000 Гц 0,1 мс 1...9999 0,000001...9999999 0,1...1000 мс | |
| Расходомер | ||
| Время измерения среднего расхода | 1...99С | |
| Счетчик времени | ||
| Дискретность отсчета времени | ||
| - в режиме счетчика наработки | 1 мин | |
| - в режиме измерителя длительности | 0,01с | |
| Выходные устройства | ||
| Максимальный ток, коммутируемый | 8 А при напряжении | |
| контактами реле | 220 В и cos ф>0,4 | |
| Максимальный ток нагрузки | 0,2 А при напряжении +50 В | |
| транзисторной оптопары | ||
| Максимальный ток нагрузки оптосимистора | 50 мА при 300 В (постоянно | |
| открытый симистор) или 1 А | ||
| (симистор включ. с частотой | ||
| не более 50 Гц и tMMn = 5 мс) | ||
| Максимально допустимый ток нагрузки | ||
| дублирующего выхода второго канала | 30 мА (при напряжении + 30 В) | |
| Корпус | ||
| Характеристики | Тип корпуса | |
| настенный | щитовой Щ1 | щитовой Щ2 |
| Степень защиты | IP44 | IP54* | IP20* |
| Габаритные размеры, мм | 130x105x65 | 96x96x70 | 96x48x100 |
| Масса прибора | не более 1,0 кг | ||
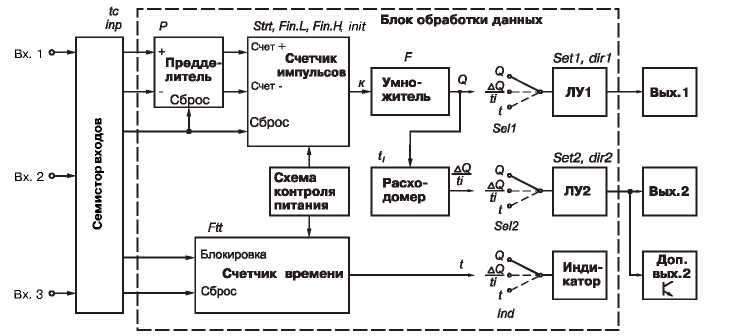
Рисунок 7 - Функциональная схема счетчика
Прибор имеет три входа для подключения внешних управляющих сигналов. К входам могут быть подключены:
- контакты кнопок, выключателей, герконов, реле и т.п. (рисунок 8);
- активные датчики, имеющие на выходе транзистор n-р-n-типа с открытым коллекторным выходом. Для питания таких датчиков на клеммник прибора выведено напряжение +24...+30 В (максимальный ток нагрузки 100 мА);
- другие типы датчиков с выходным напряжением высокого уровня от 2,4 до +30 В и низкого уровня от 0 до 0,8 В. Входной ток при напряжении низкого уровня не превышает 15 мА.
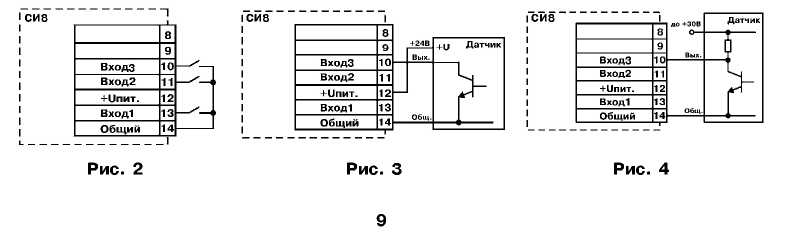
Рисунок 8 – Варианты подключения входных устройств для счета
Контроллер питания предназначен для формирования сигнала, по которому счетчики сохраняют информацию о своем текущем состоянии в энергонезависимой памяти. Благодаря этому при восстановлении питания возможно продолжать прерванный технологический процесс без потери информации.
Логические устройства (ЛУ) предназначены для сравнения текущего значения контролируемой величины с заданными установками, и формирования сигналов управления выходными устройствами в соответствие с заданным алгоритмом. Прибор имеет два логических устройства, на вход каждого из которых может быть подано:
либо текущее значение физической величины,
либо состояние расходомера,
либо состояние счетчика времени.
Выходные устройства управления, подключенные к логическим устройствам, могут быть выполнены в виде реле, транзисторной оптопары или оптосимистора. Они используются для управления (включения/выключения) нагрузкой либо непосредственно, либо через более мощные управляющие элементы, такие как пускатели, твердотельные реле, тиристоры или симисторы. Все выходные устройства имеют гальваническую развязку от схемы прибора.
Транзисторная оптопара применяется, как правило, для управления низковольтным реле (до 50 В). Схема подключения приведена на рисунке 9. Во избежание выхода из строя транзистора из-за большого тока самоиндукции, параллельно обмотке реле необходимо устанавливать диод VD1 (типа КД103 или аналогичный).
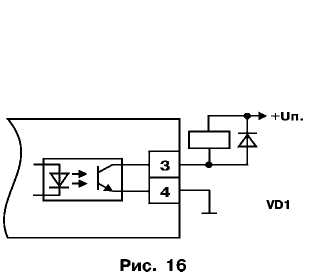
Рисунок 9 – Схема подключения выходного реле
Оптосимистор включается в цепь управления мощного симистора через ограничивающий резистор R1 по схеме, представленной на рисунок 10. Величина резистора определяет ток управления симистора.
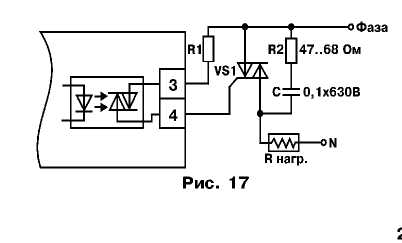
Рисунок 10 – Схема подключения выходного симистора
Оптосимистор может также управлять парой встречно-параллельно включенных тиристоров (см. рисунок 11).
Для предотвращения пробоя тиристоров или симисторов из-за высоковольтных скачков напряжения в сети к их выводам рекомендуется подключать фильтрующую RC цепочку.
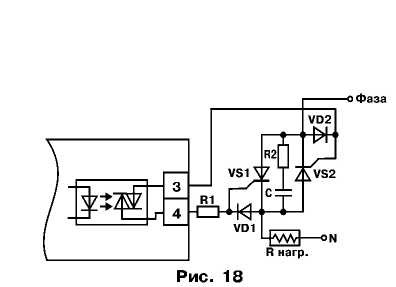
Рисунок 11 - Схема подключения встречно-параллельно включенных тиристоров
Восьмиразрядный цифровой индикатор постоянно отображает по выбору пользователя одно из следующих значений:
состояние счетчика импульсов;
состояние расходомера;
состояние счетчика времени;
Прибор конструктивно выполнен в пластмассовом корпусе, предназначенном для щитового или настенного крепления.
Все элементы прибора размещены на двух печатных платах. На одной плате расположена клавиатура управления прибором, цифровой индикатор и светодиоды. На другой - блок питания и присоединительный клемник. Для установки прибора в щит в комплекте поставки прилагаются крепежные элементы.
Клеммник для подсоединения внешних связей у приборов щитового крепления находится на задней стенке. В приборах настенного крепления он расположен внутри прибора, а в отверстиях подвода внешних связей установлены резиновые уплотнители.
На лицевой панели расположены элементы управления и индикации. Восьмиразрядный цифровой индикатор служит для отображения отсчитываемого значения либо функциональных параметров прибора.
Четыре светодиода красного свечения сигнализируют о направлении счета и состоянии выходных устройств:
"+" - направление счета - прямое;
"-" - направление счета - обратное;
"К1" - включено первое выходное устройство;
"К2" - включено второе выходное устройство.
Кнопка [прог] предназначена для входа в режим просмотра и установки рабочих параметров, для перехода к установке значения параметра после его выбора, а также для записи нового установленного значения в энергонезависимую память и выхода в режим РАБОТА.
Кнопка |А| предназначена:
в режиме РАБОТА - для просмотра значения первого теневого источника при ее удержании;
в режиме ПРОГРАММИРОВАНИЕ - для выбора параметра из списка, изменения знака числа или его значения.
Кнопка |»| предназначена:
в режиме РАБОТА - для просмотра значения второго теневого источника при ее удержании;
в режиме ПРОГРАММИРОВАНИЕ - для перехода к параметру, выполняющему возврат в "Меню групп параметров" или режим РАБОТА, либо к установке положения запятой при задании значения множителя или выбора разряда при установке значения параметра.
Подключение прибора СИ8 с оптосимисторным, релейным и оптотранзисторным выходами представлено на рисунках 12 – 14.
Выбираем вариант прибора с релейным выходом. Выходной сигнал будет использоваться для блокировки работы установки с помощью реле. Счетные импульсы для подсчета изделий в партии предлагается брать с датчика отрезки, срабатывающего при каждой резке кольца и запускающего новый цикл.
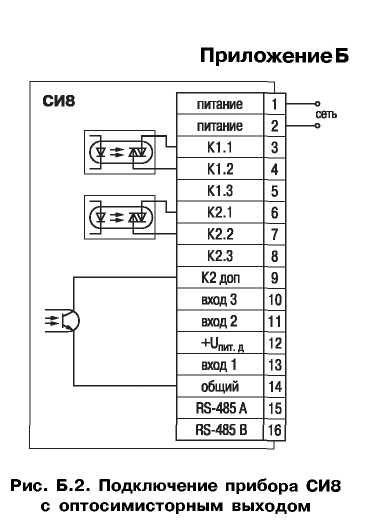
Рисунок 12 – Подключение прибора с оптосимисторным выходом
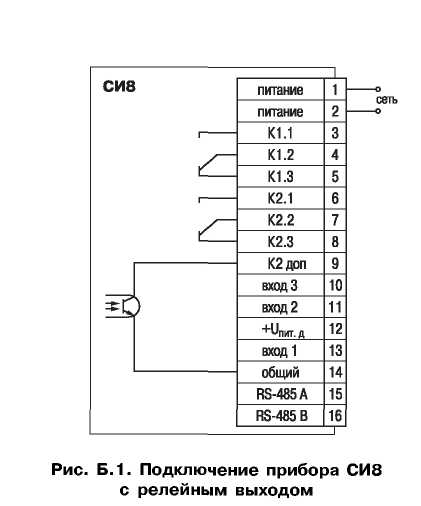
Рисунок 13 – Подключение прибора с релейным выходом
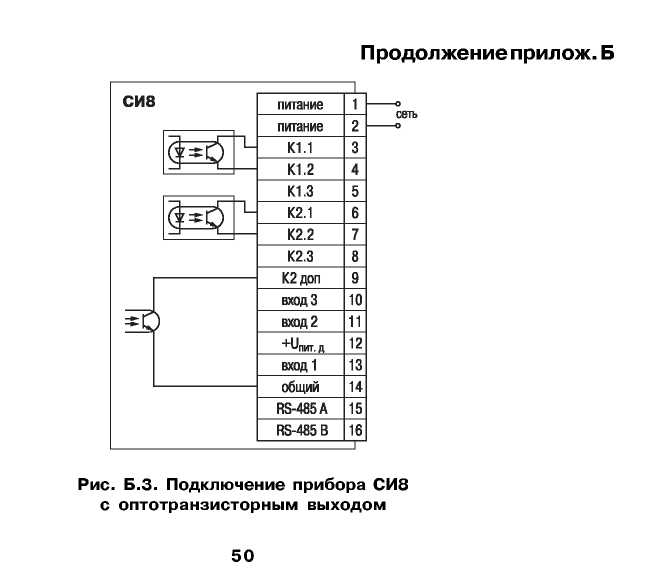
Рисунок 14 – Подключение прибора с оптотранзисторным выходом
Похожие работы
... в процесс, были одобрены, спланированы, получили материально-техническую поддержку и управлять в целях заинтересованных сторон. Глава 3. Перспектива автоматизации системы неразрушающего контроля изделий на предприятиях машиностроительного профиля 3.1 Комплексная технология АУЗК В связи с высоким техническим уровнем современного производства методом и средством НК предъявляют высокие ...





... в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления цанги присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [56]. Для улавливания вредностей непосредственно в местах их образования применяется местная вытяжная вентиляция. ...
... -текущих планов мероприятий – до исполнения. -перспективных планов мероприятий – 5 лет. Выводы по разделу 1. В первом разделе были рассмотрены теоретические основы управления качеством, являющимися базовыми при разработке системы управления качеством. Был затронут международный опыт данной деятельности. При работе над первым разделом была рассмотрена и представлена в разделе, процедура получения ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев