Эскизное проектирование
Разработка эскизов моделей и выбор базовой модели
Разработка моделей конструктивно-унифицированного ряда
Выбор материалов для внутренних деталей верха обуви
Выбор материалов для промежуточных деталей верха обуви
Выбор материалов для внутренних деталей низа обуви
Выбор материалов для промежуточных деталей низа обуви
Обоснование выбора материалов для изготовления женских туфель
Обоснование способа формования и метода крепления
Обоснование способов обработки видимых краёв деталей верха и сборки их в узлы
Проектирование деталей верха обуви
Вычерчивание конструктивной основы наружных деталей верха
Построение простилки
Расчет технико-экономических показателей
Навигация
Обоснование способов обработки видимых краёв деталей верха и сборки их в узлы
Разработка модели и конструкции женских закрытых туфель клеевого метода крепления
60261
знак
17
таблиц
1
изображение
2.4 Обоснование способов обработки видимых краёв деталей верха и сборки их в узлы
Существуют следующие способы обработки краев деталей верха обуви:
- окрашивание. Выполняют для деталей, обработанных в обрезку. Окрашивание производится водостойкими красками в цвет лицевой поверхности материала
- загибка. Без предварительной подготовки загибка осуществляется на клеи-расплавы на основе низкомолекулярных полиамидов. Предварительная подготовка деталей верха обуви заключается в намазке клеем (на основе хлоропреновых латексов или натурального каучука), сушке, наклеивании тесьмы или шнура по канту для повышения прочности. Для выполнения операции загибки края деталей с бахтормяной стороны утоняют на ширину 8-12 мм, промазывают клеем (вручную или на специальных машинах) и высушивают;
- отсекание. Используют для украшения. Видимые края деталей отсекают зубчиками полукруглой, треугольной и других форм различной величины с помощью резаков;
- обжиг (горячее формование). Основан на способности волокон кожи сокращаться под действием высокой температуры. Производится с помощью вибрирующего нагреваемого элемента в виде скобы, при соприкосновении которого с бахтормяной стороной детали волокна кожи сокращаются;
- окантовывание. Производится для предохранения деталей из текстильных материалов от осыпания, улучшения внешнего вида и повышения прочности обуви. Для окантовывания деталей применяют полоску материала из иск., синт. или нат. кож, ткани для верха обуви, хлопчатобумажную, шелковую, капроновую, кожеподобную тесьму, ПВХ окантовочный материал. Обрабатываемый край деталей обстрачивают одной строчкой так, чтобы она захватила оба края полоски. Длина стежка 3-3,5 м, ширина окантовочной тесьмы или полоски материала 15-18мм;
- обработка токами высокой частоты (ТВЧ). Используется для обработки краев деталей из иск. и синт. кож, иск. лака на нетканой волокнистой основе на электрогидравлических прессах с подвижной кареткой одноударного действия с ручным включением.
- обработка тепловым способом. Осуществляется с помощью резаков-электродов, представляющих собой соединенные в определенном порядке тиснильный элемент – электрод (матрица) и режущий элемент – резак.
Края деталей верха разрабатываемой модели туфель по канту обрабатываются в загибку, остальные края – окрашиваются контрастирующей с цветом детали краской. Загибка краев деталей должна быть одинаковой по всему периметру и составлять по ширине 3-4мм. Загнутые края должны быть ровными и прочно склеены с нелицевой стороны. Для загибки с предварительным нанесением клея применяют растворы натурального каучука 8-10% концентрации. Клей наносят на ширину 8-10% и высушивают 10-15 минут. В зависимости от конструкции верха обуви на расстоянии 4-5мм от краев деталей, подлежащих загибке, наклеивают предварительно промазанную клеем НТ и просушенную тесьму. Этот способ применяют при загибке вручную, он очень трудоемок и требует от рабочего высокой квалификации. При необходимости, во избежание растрескивания покрывной пленки кожи при загибке, рекомендуется увлажнять края деталей. Увлажнение производят с бахтармы теплой водой. Для загибки с одновременным нанесением клея используют клей на основе латекса ЛНТ-1 или клей-расплав из низкомолекулярных полиамидов. Загибку с использованием клея из раствора проводят на машине 01280/Р1, с использованием клея-расплава - на машине ЗКД-О, модель типа 171(«Сигма», Италия).
2.5 Составление схемы сборки заготовки верха обуви
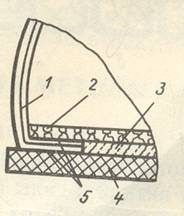
Каждая заготовка верха обуви состоит из ряда деталей, которые в зависимости от их расположения можно объединить в узлы. Число узлов зависит от вида обуви и конструкции заготовки верха. Заготовка закрытых женских туфель состоит из двух узлов: узла верха и узла подкладки. Для данной модели используется следующий технологический процесс сборки заготовки верха: сначала соединяют все наружные детали верха обуви продублированные межподкладкой и получают замкнутый контур, так же собирают и детали подкладки. Затем верх и подкладку сострачивают по верхнему краю и получают заготовку замкнутого контура.
Последовательность сборки деталей в узел и даже узлов в изделие такова, что выполнение первых операций облегчает выполнение последующих. Схема сборки заготовки представлена в Приложении В. Детали верха имеют небольшую толщину и малую жесткость, поэтому их скрепляют ниточными швами. Ниточные швы обладают большим запасом прочности, так как во время носки они хорошо противостоят действию, внешнего трения, воздействия влаги и пота. Также большим преимуществом этого метода крепления заготовок верха обуви, по сравнения с другими методами, является его относительная экономичность и возможность применения для скрепления материалов, сильно различающихся по свойствам. Для соединения деталей верха обуви в данной модели применяются настрочные, подкладочный и тачные швы.
Схема сборки заготовки верха женских закрытых туфель представлена на рисунке 3, схема сборки обуви – на рисунке 4.
Похожие работы
... 2. Обоснование выбора модели изделия. Общая характеристика модели изделия. 2.1 Обоснование выбора модели изделия В курсовой работе рассматривается технология обработки и сборки женских туфель с открытой носочной частью клеевого метода крепления. Они предназначены для носки в летнее время и в закрытых помещениях. Главные требования, предъявляемые к их конструкции: эстетичность внешнего вида ...
... заключении договоров обращать внимание на качество обуви, степень удаленности поставщика от магазина ООО «Стиль-Агро», ассортимент предлагаемой продукции, при этом необходимо искать новые источники поступления качественной обуви. 4.2. Экспертиза качества женской кожаной обуви экспертным методом. При оценке качества женской кожаной обуви и показателям эстетических свойств экспертным методом ...

... тем выше цена; наоборот, обувь низкого качества и упрощенного вида расценивается ниже. 1.4 Потребительские свойства обуви Потребность как категория товароведения, классификация потребностей. Жизнедеятельность человека и формирование в обществе блоков потребностей. Потребности и производство, удовлетворение потребностей – цель общественного производства. Понятие о потребительских свойствах и ...
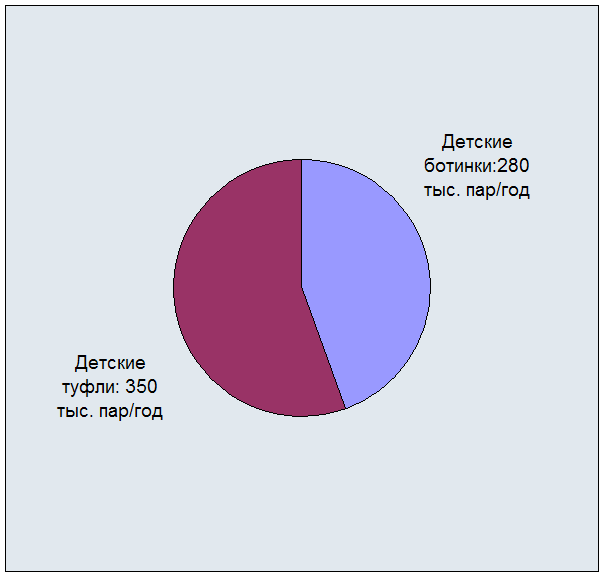
... структура. Избежать части риска поможет диверсификация деятельности предприятия. В силу специфики своей деятельности ( оптовая торговля обувью ), предприятие планирует выход на российский рынок обуви, специализируясь на производстве детской обуви. Предлагается проект создания предприятия по производству детской обуви. В качестве учредителя проекта выступит АО «Анита». Для реализации проекта ...
0 комментариев