Навигация
4.4 Прочностной расчет вала
Определим диаметр вала из условия прочности на кручение при пониженных допускаемых напряжениях.
![]() ,(3.24)
,(3.24)
где Т – крутящий момент, Н·мм;
[τ] – допускаемое условное напряжение при кручении, Н/мм.
[τ]=15 Н/мм2.
![]() мм
мм
По ГОСТ 6636-69 принимаем d=25 мм.
Определим силу на конце вала:
![]() ,(3.25)
,(3.25)
где d – диаметр окружности наиболее удаленной точки ножа, мм.
![]() Н
Н
Вертикальная плоскость
ΣМа=Q·c+Rb(b+c) – F(a+b+c)=0
![]() Н
Н
ΣМb= - F·a-Q·b+Ra(b+c)=0
![]() Н
Н
ΣFy=0 – проверочное условие
ΣFy=F – Rb – Q+Ra=230,46 – 182,72 – 772,8+725,46=0
Условие выполняется.
Строим эпюры изгибающих моментов в вертикальной плоскости
МизгI=F·489,5·10-3=230,46·0,4895=112,81 Н·м
МизгII=Q·c – F·a+Rb(b+c)=772,8·0,160 – 230,46·0,716+182,72·0,227=0
МизгIII=Ra·c=725,46·0,16=116,07 Н·м
Строим суммарную эпюру моментов.
![]() (3.26)
(3.26)
![]() Н·м
Н·м
![]()
![]() Н·м
Н·м
![]()
![]() Н·м
Н·м
Наиболее опасным является сечение, где действует максимальный эквивалентный момент (Мэкв=124,47 Н·м). В данном случае (место посадки шкива) вал ослаблен шпоночным пазом, который в то же время является концентратором напряжений.
Определим коэффициент безопасности в этом сечении.
Материал вала – сталь 45.
Предел прочности σв=700МПа.
Предел выносливости σ-1=270МПа.
Предел выносливости при кручении τ-1=160МПа.
 ,(3.27)
,(3.27)
где Sσ – коэффициент безопасности по изгибу;
Sτ – коэффициент безопасности по кручению.
 ,(3.28)
,(3.28)
где σa – переменная составляющая циклов изменения напряжений;
σm – постоянная составляющая циклов изменения напряжений;
σ-1 – предел выносливости при изгибе (σ-1=270Мпа);
kσ – эффективный коэффициент концентрации напряжений при изгибе, (kσ=1,1);
ξσ – масштабный фактор, учитывающий влияние размеров сечения вала (ξσ=0,84);
β – коэффициент упрочнения, вводимый для валов с поверхностным упрочнением (β=0,44);
Ψσ – коэффициент, характеризующий чувствительность материала к асимметрии цикла изменения напряжений (Ψσ=0,075).
|
![]()
По этим зависимостям определяются постоянные составляющие циклов изменения напряжений σm и σm (средние напряжения цикла) и переменные составляющие σа и τа (амплитуды цикла) при симметричном цикле изменения напряжений изгиба и пульсирующем (отнулевом) цикле изменения напряжений кручения.
 ,(3.30)
,(3.30)
где τа – переменная составляющая циклов изменения напряжений;
τm – постоянная составляющая циклов изменения напряжений;
τ-1 – предел выносливости при кручении при симметричном знакопеременном цикле (τ-1=160Мпа);
kτ – эффективный коэффициент концентрации напряжений при кручении (kτ=1,1);
β – коэффициент упрочнения, вводимый для валов с поверхностным упрочнением (β=0,94);
Ψτ – коэффициент, характеризующий чувствительность материала к асимметрии цикла изменения напряжений (Ψτ=0,045).
![]()
![]() ,(3.31)
,(3.31)
где М – суммарный изгибающий момент в рассматриваемом сечении (Н·мм);
W – момент сопротивления в рассматриваемом сечении (мм3).
Для сечения вала с одной шпонкой:
![]()
![]() (3.32)
(3.32)
![]()
![]()
![]() мм2
мм2
![]() Мпа
Мпа
![]() ,(3.33)
,(3.33)
где Wρ – полярный момент сопротивления, мм3.
Для сечения вала с одной шпонкой:
![]() (3.34)
(3.34)
![]()
![]() мм3
мм3
![]() МПа
МПа
![]()
Что соответствует условию S≥[Sдоп]. Таким образом безопасность обеспечена.
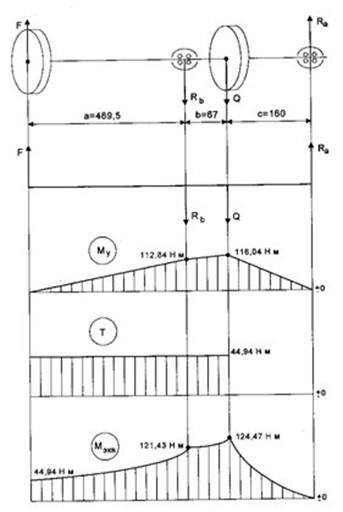
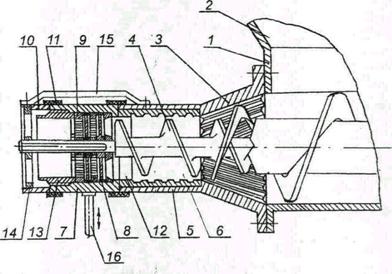
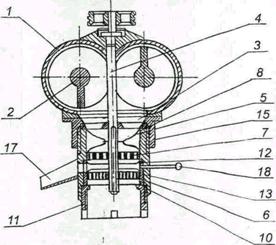
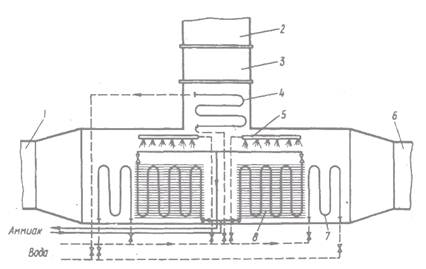
Рисунок 3.2 - Схема нагружения вала
4.5 Подбор подшипников
Вал воспринимает радиальные нагрузки. Принимаем сферический двухрядный радиальный шарикоподшипник тип 1609 ГОСТ 5720-75
d=45мм
D=100мм
В=36мм
Для выбранного подшипника выписываем характеристики:
С – динамическая грузоподъемность, кН, (С=41,5кН);
С0 – статическая грузоподъемность, кН, (С0=19,43кН);
Х – коэффициент радиальной нагрузки (Х=1);
V – коэффициент вращения (V=1, так как вращается внутреннее кольцо подшипника).
Эквивалентная нагрузка:
![]()
![]() P=X·V·Fr·kσ·kτ,(3.35)
P=X·V·Fr·kσ·kτ,(3.35)
где Fr – радиальная нагрузка, Н;
kσ – коэффициент безопасности (kσ=1,1);
kτ – температурный коэффициент, учитывающий рабочую температуру нагрева подшипника, если она превышает 373,15К (kτ=1).
Р=1·1·725,46·1,1=798Н
Долговечность подшипника:
![]() ,(3.36)
,(3.36)
где n – частота вращения, об/мин;
Lh – долговечность подшипника, (Lh=8·103ч).
![]() млн.об
млн.об
Далее определяем расчетную динамическую грузоподъемность (Ср) и проверяем условие:
Ср≤С
![]() (3.37)
(3.37)
где m=3 для шариковых подшипников.
![]() кН
кН
Таким образом получили Ср<С.
Принимаем подшипник 1609 ГОСТ 5720-75.
4.6 Расчет шпонки
Для вала с диаметром d=45мм под шкив принимаем призматическую шпонку ![]() .
.
Так как высота и ширина призматических шпонок выбирается из стандартных размеров, расчет сводится к проверке шпонки по допускаемым напряжениям при принятой длине или высоте на основании. На основании допускаемых напряжений находится ее длина.
Шпонка проверяется из условия прочности на смятие и на срез.
T≤0,5d·lp·k[σсм],(3.38)
где d – диаметр вала, мм;
lp – рабочая длина шпонки, мм;
Т – крутящий момент, Н·мм;
k – рабочая высота (глубина врезания в ступицу шпонки).
k=0,4h=0,4·9=3,6мм.
Материал шпонки – Сталь 45 ГОСТ 1050-88:
[σсм]=150Н/мм2
[τср]=90Н/мм2.
Т≤0,5·45·70·3,6·150=85050 Н·мм
44940<85050.
Таким образом, условие прочности на смятие выполняется.
Условие прочности шпонки на срез:
T≤0,5d·b·lp[τср](3.39)
Т≤0,5·45·14·70·90=198450 Н·мм
44940<198450
Таким образом, условие прочности на срез также выполняется.
Список использованных источников
1. Попков А.А. Аграрная экономика Беларуси. – Мн: «Беларусь», 2006.
2. Машины и аппараты пищевых производств. В 2 кн. Кн. 1:Учеб. Для вузов/С.Т.Антипов и др.; под ред. В.А. Панфилова. – М.: Высш. Шк., 2001. – 703с
3. Пелеев А.И. Технологическое оборудование предприятий мясной промышленности. - М.: Пищепромиздат, 1963.
4. Технологическое оборудование мясокомбинатов. Под ред. к.т.н. Бредихина С.А. - М.: Колос, 1997.
5. Д.М. Гальперин. Монтаж и наладка технологического оборудования предприятия пищевой промышленности. – М.: Агропромиздат, 1988.
Похожие работы
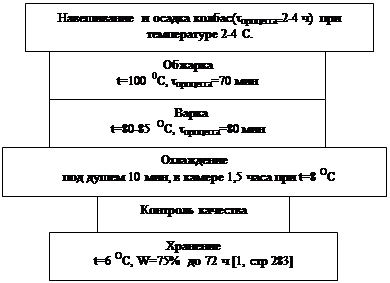
... , обжарка и варка); охлаждение и хранение. В результате предлагаемой модернизации сократятся расход энергии, ручной труд, повысится качество продукции. Предложенную модернизацию оборудования в линии производства вареных колбас можно провести силами ремонтной мастерской. Ремонтная мастерская обладает всем необходимым набором оборудования для проведения ремонта и изготовления деталей своими ...
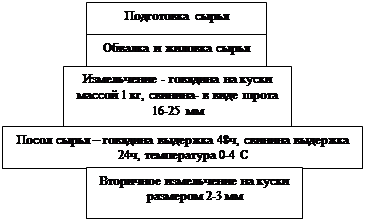
... яйцепродуктов, инструкции по мойке и профилактической дезинфекции на предприятиях мясной и птицеперерабатывающей промышленности, утвержденных в установленном порядке, и по технологической инструкции. Технология производства вареных колбас из мяса птицы включает следующие процессы: - размораживание сырья (при поступлении в замороженном состоянии); - разделка обвалка и жиловка сырья; - ...
... . Для равномерности сушки следует подбирать батоны одинакового диаметра. Кондиционеры и другие аппараты должны обеспечивать в сушильных камерах требуемую температуру и влажность воздуха. Предложен метод приготовления сырокопченой колбасы из мяса, предварительно обезвоженного сублимацией. При этом методе несоленое жилованное мясо в виде шрота обезвоживают в течении 2 ч при глубоком вакууме в ...
... обвалки и жиловки мяса рассчитывают на основании укрупненных затрат времени на производство колбасных изделий. Длину стола определяют по формуле (6.1.1) [3]: , (6.1.1) где n – количество рабочих, выполняющих данные операции; l – фронт одного рабочего места (1,25-1,5 м); K – коэффициент, учитывающий работу с одной или двух сторон стола, К=1 или ...
0 комментариев