Навигация
Введение
Сварке подвергаются практически любые металлы и неметаллы в любых условиях на земле, в воде и космосе. Соединения, получаемые сваркой, характеризуются высокими механическими свойствами, небольшим расходом металла, низкой трудоемкостью и невысокой себестоимостью. Надежность соединений, выполняемых сваркой, позволяет применять ее при сборке самых ответственных конструкций.
Научно-технические, экспериментальные и практические работы, выполняемые в последнее время (примерно с 1970-х годов) в области сварки, позволили создать принципиально новые конструкции машин.
Главное требование- это соответствие эксплуатационному назначению.
Конструкции должны быть прочными, жесткими и надёжными, а так же экономичными и минимально трудоемкими при изготовлении и монтаже.
Каждая конструкция проходит 3 этапа: проектирование, изготовление и сборка или монтаж.
Основоположниками дуговой сварки являются российские ученые и инженеры- В.В.Петров, Н.Н.Бенардос, и Н.Г.Славянов.
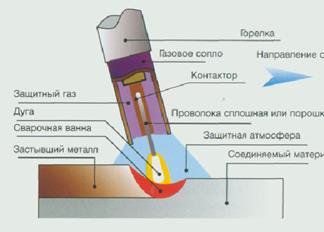
В дуговой электросварке источником тепла является электрическая дуга, которая возникает между электродом и металлом. Сущность электродуговой сварки в том, что свариваемый металл плавится теплом дуги.
При дуговой сварке плавящимся электродом шов образуется за счет расплавления электрода и свариваемого металла. При сварке неплавящимся электродом шов заполняется металлом свариваемых частей, но иногда присадочным металлом, подаваемым в зону дуги со стороны.
Темой данного проекта является сборка и сварка фланца.
1. Описание конструкции с анализом ее технологичности
Понятие технологичности сварной конструкции- это возможность изготовления всех деталей конструкции и с ее наименьшими трудовыми затратами удобными способами и с применением самого производственного оборудования, например штамповка деталей вместо кислородной резки.
Фланцы могут быть элементами трубы, фитинга, вала, корпусной детали и т.д. Фланец в виде отдельных деталей чаще всего приваривают или привинчивают к концам соединяемых деталей. Фланцы применяются для соединения изделий арматуры с трубопроводами, соединения отдельных участков трубопроводов между собой и для присоединения трубопроводов к различному оборудованию. Фланцевые соединения обеспечивают герметичность и прочность конструкций, а также простоту изготовления, разборки и сборки.
При проектировании, а так же при изготовлении сварных конструкций необходимо помнить, что очень больше внутренние напряжения (иногда- до частичного саморазрушения) возможны при сварке электрозаклепками, поэтому следует избегать таких соединений, применяя нахлесточную сварку либо в широких прорезях.
Конструкция технологична, т.к. ее можно сваривать ручной, полуавтоматической и автоматической сваркой.
2. Характеристики свариваемого материала
Свариваемость-это способность металлов и сплавов образовывать соединение с помощью сварки без трещин, пор и других дефектов.
Низколегированные стали содержат до 0,23% углерода, имеют легирующие добавки и иногда называются сталями повышенной прочности.
Особенности сварки низколегированных сталей: они ведут себя при сварке так же, как и низкоуглеродистая стал, но имеются отличия при действии термических циклов.
1. Больше склонность к росту зерен в околошовной зоне, особенно при перегреве.
2. Более склонны к подкладке при повышенных скоростях остывания.
3. Стойкость металла шва против образования горячих трещин ниже из-за легирующих элементов.
4. Чувствительность к концентраторам напряжений и даже к тепловым «ожогам».
Химический состав стали
| C | Si | Mn | S | P | Cr | Ni |
| 0,17-0,25 | 0,17-0,37 | 0,35-0,65 | 0,045 | 0,040 | 0,30 | 0,30 |
Механические свойства стали
| Предел прочности кг/мм2 | Отностительная удельная δ10% не меньше |
| 40-52 | 22 |
Похожие работы


... деталях маленького размера, изготавливать детали художественного назначения. В качестве примера, использование полуавтоматической сварки в CO2 можно рассмотреть сварку такой детали, как фланец, которая также входит в состав конструкции трамвайных вагонов. 4 Ремонт барабанно-колодочных тормозов вагона Т3 1.Строение и назначение барабанно-колодочных тормозов вагона Т3 Строение ...
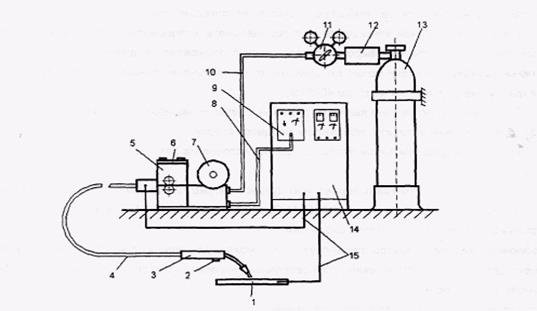
... 3.4 Выбор и обоснование сварочного оборудования Сварочные полуавтоматы совместно с источником питания должны обеспечивать устойчивое течение и поддержание заданных режимов в процессе сварки. На основании расчетных данных для сварки формы для отливки шпал выбираем полуавтомат Kempact MIG 2530 , который предназначен для сварки сплошной проволокой в среде защитного газа стыковых, нахлесточных и ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...
... под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то ...
0 комментариев