Навигация
Определение свариваемости материала конструкции
22566
знаков
6
таблиц
0
изображений
3. Определение свариваемости материала конструкции
Сэкв.=С + Mn/6+Cr/6+Si/5+P/2+Ni/12+S/5
Cэкв.=0,2+0,48/6+0,25/5+0,04/2+0,30/12=0,37
Если Сэкв.=0,46…0,59%, то сталь хорошо сваривается
Если Сэкв.![]() 0,6%, то сталь плохо сваривается
0,6%, то сталь плохо сваривается
Вывод: Свариваемость металла хорошая, т.к. Сэкв.≤0,45
4. Разработка технологического процесса изготовления сварной конструкции
Способ изготовления заготовки и подготовка кромок.
Изготовление заготовки фланца можно разбить на следующие этапы:
1)правка листа
2)зачистка листа и подготовка поверхности
3)подготовка кромок под сварку
1)правка листа
Листа правильные многовалковые машины предназначены для правки листового проката и листовых заготовок. Правкой осуществляет между рядами вращающихся валков, расположенных в шахматном порядке расстояния между нижним и верхнем рядами валков регулируют и устанавливают в зависимости от толщины выправленного листа .При прохождением между валками каждый участок листа получает многократный изгиб в противоположены стороны и выправляется. В зависимости от величины искривления листа правка производится за один или несколько проходов листа правильные многовалковые машины имеют 23 валка. Заготовка проходит между двумя рядами правильных роликов, расположенных в шахматном порядке, многократно изгибается и выправляется. Ролики выполняют сменными в зависимости от конфигурации сечения выпрямляемого материала, что позволяет править на одно машин различные профилями.
2)зачистка листа и подготовка поверхности
Очистку применяют для удаления с поверхности металла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалин, заусенцев, грата и шлака, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препятствующих нанесению. Для очистки проката, деталей и сварных узлов применяют механические и химические методы. К механическим методам относятся способом очистки: дробеструйная, дробеметная, на зачистных станках, в галтовочных барабанах, с помощью ручных пневматических и электрических машин. К химическим- обезжиривание и травление, выполняемые ванным или струйным способами.
Дробеструйный и дробеметный способы применяют для очистки листов и профильного проката и сварных узлов от окалины, ржавчины и загрязнений при толщине металла 3мм и более. При дробеструйном и дробеметном способах очистки дробь выбрасывается с большой скоростью на очищаемый металл и ударяясь, удаляет имеющиеся на нем загрязнения, ржавчину и окалину.
Дробеструйная очистка осуществляется дробеструйными аппаратами, которые выбрасывают дробь на очищаемую поверхность через сопло с помощью сжатого воздуха.
В дробеметных аппаратах дробь выбрасывается лопатками ротора в результате центробежной силы. Дробеметную и дробеструйную очистку производят в камерах, в которых установлены очистные аппараты, оборудованные для размещения и транспортировки очищаемых изделий, устройства для сбора, сепарации (очистки), возврата дроби и для вытяжки загрязненного воздуха.
3)подготовка кромок под сварку
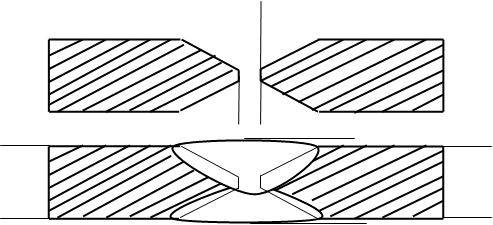
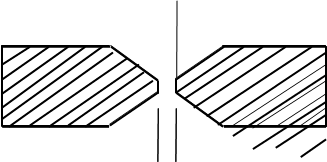
При назначении форм подготовки кромок учитывают прежде всего глубину провара, технологические и экономические условия процесса. Так например, стыковые соединения с V-образной подготовкой кромок рекомендуется применять для металла толщиной 3-26мм. При возможности кантовки стыкового соединения, при доступе с двух сторон, для металла толщиной 12-40мм выполняется К-образная подготовка кромок, при толщине до 60мм Х-образная разделка. В данном курсовом проекте применяется именно Х-образная разделка кромок.
Выбор сварочных материалов.
Выбор сварочных материалов осуществляется с учетом химических и механических свойств сварочного металла. Кроме того, нужно учитывать технологические особенности сварочной конструкции и состав сварки. В данном случае для автоматической сварки фланца выбирается следующие сварочные материалы:
1)сварочная проволока Св-08А
2)флюс ФЦ-16
Электродная проволока при автоматической сварке под флюсом является одним из основных элементов, определяющих качество сварного соединения. Ее выбирают в соответствии с химическим составом сварного материала и флюса. Механические свойства наплавленного металла должны быть не менее нижнего предела механических свойств сварного металла.
Флюс является одним из важнейших элементов для успешного проведения сварки, и во многом определяет качество металла шва. Основные требования:
-обеспечение устойчивого процесса сварки
-обеспечение отсутствия трещин и пор в металле шва
-обеспечение требуемых механических свойств металла шва
-обеспечение хорошего формирования шва с легкой отделяемостью шлака
-минимальное выделение вредных газов при сварке
-сварка с их применением должна быть экономически выгодной
Выбранный флюс должен соответствовать требованиям ГОСТа и ТУ на данную марку.
Химический состав флюса ФЦ-16,% ОСТ 24.948.02-99
| SiO2 | MnO | MgO | Al2O3 | CaF2 | CaO | NaF | Fe2O3 | S | P |
| 26-32 | 3-6 | 6-9 | 17-21 | 12-18 | 15-21 | 3-8 | 1,0 | 0,03 | 0,035 |
Сварочная проволока Св-08А ГОСТ 2246-70
| C | Mn | Si | P | S | Cr | Ni | Al | Cu |
| 0.10 | 0.35-0.6 | 0.03 | 0.03 | 0.03 | 0.12 | 0.25 | 0.25 | 0.25 |
Выбор способов сборки и сварки.
Для изготовления сварных конструкций высокого качества требуется правильная сборка деталей свариваемого изделия, т.е. правильная взаимная установка и закрепление.
Процесс сборки свариваемого изделия из ряда последовательных операций. Сначала детали подаются на рабочее место, затем собирается изделие или сварной узел. Для этого необходимо установить детали в сборочном устройстве в определенном положении. В этих положениях детали должны быть закреплены, после чего их сваривают. Подача деталей к месту сборки и установка их в требуемом положении осуществляется универсальным или специальным подъемно-транспортным оборудованием. Положение деталей во время сборки определяется установочными элементами приспособления или другими смежными деталями.
Таким образом, основным назначением сборочного оборудования в сварочном производстве является фиксация и закрепление свариваемых деталей. Сборочное оборудование делится на сборочное и сварочно-сборочное.
На сборочном оборудовании сборка заканчивается прихваткой. На сборочно-сварочном- кроме сборки, производится полная или частичная сварка изделия, а иногда и выдержка после сварки с целью уменьшения сварочных деформаций. При этом сваривать можно как и после предварительной прихватки, так и без нее.
Назначение и конструкция оборудования определяется техническим процессом, зависящим прежде всего от изделия :его формы, размеров, требуемой точности, типа производства, его программы, наличия производственных площадей, загрузки рабочих мест, вида сварки и других факторов.
При выборе способов сварки следует учитывать, что механизация и автоматизация сварочных работ является важнейшим фактором повышения производительности труда, качества сварочного изделии и улучшений условий труда.
Выбор сборочно-сварочного оборудования.
Применяется при сварке различных типов соединений: стыковых (с разделкой и без разделки кромок), нахлёсточных, тавровых и угловых, прямолинейными и кольцевыми швами; прямым и наклонным электродом, а также для наплавки.
Наличие места для крепления воздушной системы сбора флюса после сварки.
Сварочная головка комплектуется микропроцессорным блоком управления автомата дуговой сварки АДФ-1000.
Блок управления в составе сварочной головки обеспечивает:
- плавную регулировку скорости подачи электродной проволоки - сварочного тока;
- стабилизацию скорости подачи проволоки;
- цифровая индикация величины сварочного тока и напряжения;
предварительную установку сварочного режима (сварочного напряжения, скорости подачи проволоки);
- работа автомата в режиме «Наладка» и «Сварка»;
- обеспечивает стабилизацию режима сварки по напряжению, стабилизацию режима сварки по току;
Технические характеристики автомата дуговой сварки АДФ-1000
| Номинальное напряжение однофазной питающей сети частотой 50 Гц, В | 42 |
| Номинальный сварочный ток (при продолжительности включения ПВ = 100%), А | 1000 |
| Пределы регулирования сварочного тока, А | Определяются используемым источником питания |
| Диаметры электродной проволоки, мм | 2 - 5 |
| Пределы регулирования скорости подачи электродной проволоки, м/ч (м/мин) | 26 …360 (0,43 … 6,0) |
| Угол поворота сварочной головки относительно вертикальной оси, град | ±90 |
| Угол поворота сварочной головки вокруг горизонтальной оси, град | ±45 |
| Угол наклона токоподвода относительно вертикальной оси, град | +45 («углом вперёд») –30 («углом назад») |
| Ход вертикального суппорта, мм | 100 |
| Ход горизонтального суппорта, мм | 100 |
| Вместимость барабана (с внутренней заправкой проволоки) не более, кг | 20 |
| Вместимость кассетного устройства (для мотков проволоки) или кассеты (с наружной намоткой проволоки) не более, кг | 30 |
| Ёмкость бункера для флюса не менее, дм3 | 10 |
сварной конструкция кромка оборудование
Расчёт режимов сварки.
Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества.
Площадь поперечного сечения шва:
Fн.м.=1,5eq+4(S/2-C/2)2 .tgα+S.b
Fн.м=1,5.35.2,5+4(25/2-6/2).0,53+25=634,75 мм2=6,34 см2
Примерное соотношение между диаметром электрода и толщиной свариваемого металла может быть сведена в следующую таблицу:
| Толщина свариваемого изделия, мм | 1-2 | 3 | 4-5 | 6-12 | 13 и более |
| Диаметр электрода, мм | 1,5-2 | 3 | 3-4 | 4-5 | 5 |
Величина сварочного тока рассчитывается по формуле:
I = ![]() .100
.100
I=![]()
Напряжение на дуге:
U=40 B
Определяем коэффициент провара:
![]() пр.=1,5
пр.=1,5
Ширина шва:
![]() пр.. h=1,5.18=27 мм
пр.. h=1,5.18=27 мм
Наплавка:
Fн=0,75.eq=0,75.3,5.27=70 мм2=0,7 см2
Определяем коэффициент наплавки:
![]() = А + В
= А + В![]()
![]() = 7+ 0,04
= 7+ 0,04![]() =16,3 (A.u)
=16,3 (A.u)
Действительный коэффициент наплавки:
![]() н.д.=
н.д.= ![]() +∆
+∆![]()
![]() н.д.=16,3+0,5=16,8 (А.ч)
н.д.=16,3+0,5=16,8 (А.ч)
Скорость перемещения дуги:
Vп.д. = ![]()
![]()
Vп.д. = ![]()
![]() =3,82м/ч
=3,82м/ч
Скорость подачи сварочной проволоки:
![]()
![]() =123,5 м/ч
=123,5 м/ч
Расчет расхода сварочных материалов.
Расчёт расхода сварочных материалов производится исходя из расчётов поперечного сечения швов и их длины.
Электроды:
Gэл.=F.l.R=0,63.8179,7.7,8=40195гр=40,1кг
Флюс:
Gфлюса=40195.0,7=28136гр=28,1кг
Меры борьбы со сварочными напряжениями и деформациями.
Сварка вызывает в изделиях появление напряжений, существующих без приложения внешних сил. Напряжения возникают по ряду причин, прежде всего из-за неравномерного распределения температуры при сварке, что затрудняет расширение и сжатие металла при его нагреве и остывании, так как нагретый участок со всех сторон окружен холодным металлом, размеры которого не изменяются. Вследствие структурных превращений участков металла околошовой зоны, нагретых в процессе сварки выше критических точек, в свариваемых конструкциях возникают структурные напряжения. В отличие от напряжений, действующих на конструкцию во время ее эксплуатации и вызываемых внешними силами, эти напряжения называют внутренними (собственными) и остаточными сварочными напряжениями. Бели значения сварочных напряжений достигнут предела текучести металла, они вызовут изменение размеров и формы, т. е. деформацию изделия. Деформации могут быть временными и остаточными. Если остаточные деформации достигнут заметной величины, они могут привести к неисправимому браку. Остаточные напряжения могут вызвать не только деформацию сварного изделия, но и его разрушение. Особенно сильно проявляется действие этих напряжений в условиях, способствующих хрупкому разрушению сварного соединения, которое происходит в результате неблагоприятного сочетания концентрации напряжений, температуры и остаточных напряжений.
Для борьбы с остаточными деформациями и напряжениями следует соблюдать следующие правила:
1.При сборке конструкций применять по возможности сборочные приспособления (стяжные планки, клинья и т.п.), обеспечивающие свободное перемещение свариваемых конструкций от усадки швов. Прихватки можно применять только для стыков деталей из тонкого металла (3—5 мм) и в нахлесточных соединениях. Следует строго соблюдать размеры притуплений, зазоров и соосность элементов.
2.Выполнять необходимую последовательность сварки швов; чередование слоев двухстороннего шва: чередование сварки поясных швов балок; строго выполнять последовательность и порядок сварки швов, указанные в типовой технологии или проекте производства сварочных работ.
3.Не допускать превышения величины тепловложения в шов (увеличения сила сварочного тока по сравнению с рекомендуемой для электродов применяемого типа и диаметра).
4.Использовать жесткое закрепление деталей перед сваркой для уменьшения их деформаций (если это предусмотрено технологической запиской или инструкцией) с помощью прихваток или приспособлений; использовать вибрацию конструкций в процессе сварки для уменьшения деформаций и напряжений.
5.При сварке пластических сталей и металлов использовать проковку слоев шва непосредственно за сваркой(если это предусмотрено технологической запиской).
6.Использовать предварительный обратный выгиб листовых деталей (стенок и полок балок, листов корпуса резервуаров и др.) для предупреждения угловой деформации.
7.При сварке листовых резервуарных конструкций (днищ и корпусов)сперва сваривать стыки между листами, а потом стыки между полосами или поясами, при обратном порядке не исключены появление трещин в местах пересечений швов, а также увеличение коробления конструкций.
Похожие работы


... деталях маленького размера, изготавливать детали художественного назначения. В качестве примера, использование полуавтоматической сварки в CO2 можно рассмотреть сварку такой детали, как фланец, которая также входит в состав конструкции трамвайных вагонов. 4 Ремонт барабанно-колодочных тормозов вагона Т3 1.Строение и назначение барабанно-колодочных тормозов вагона Т3 Строение ...
... 3.4 Выбор и обоснование сварочного оборудования Сварочные полуавтоматы совместно с источником питания должны обеспечивать устойчивое течение и поддержание заданных режимов в процессе сварки. На основании расчетных данных для сварки формы для отливки шпал выбираем полуавтомат Kempact MIG 2530 , который предназначен для сварки сплошной проволокой в среде защитного газа стыковых, нахлесточных и ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...
... под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то ...
0 комментариев