Навигация
Ведомость объема работ по ремонту вертикальной передачи
31432
знака
19
таблиц
0
изображений
3.2 Ведомость объема работ по ремонту вертикальной передачи
Ведомость объема работ по ремонту деталей сборочной единицы является отправным документом для разработки маршрутной карты технологического процесса.
По каждой детали устанавливается перечень дефектов, который отражает наиболее характерные ее неисправности. Основными источниками информации о повреждениях сборочных единиц тепловозов служат: учетно-отчетные данные тепловозоремонтных предприятий, правила технического обслуживания, правила текущих и капитальных ремонтов тепловозов и т. д.
Также в ведомости объема работ по ремонту деталей приводятся технические условия, которым должны удовлетворять отдельные детали сборочной единицы при их контрольных проверках или испытаниях. Указываются инструмент и приборы, необходимые для выполнения конкретной операции. Приводится оценка величины износа, в каких пределах он находится: в пределах ремонтных размеров, в допускаемых, в недопустимые.
Ведомость объема работ по ремонту вертикальной передачи представим в виде таблицы 2.
Таблица 2 – Ведомость объема работ по ремонту вертикальной передачи
| Наименование деталей | Неисправности деталей | Контролируемый параметр и инструмент | Способ устранения неисправности | Способ восстановления | ||||||||
| Шестерни конические | Трещины или изломы в зубьях или теле шестерни | Визуальный осмотр, лупа | Замена | – | ||||||||
| Контактная коррозия на поверхности зубьев | Визуальный осмотр, допускается не более 25 % всей поверхности зубьев | Замена | – | |||||||||
| Откол зубьев от торца | Зубомер, Более 30 мм Менее 30 мм | Замена | – | |||||||||
| Места откола тщательно закруглить | Шлифование, механическая обработка | |||||||||||
| Вмятины на поверхности зубьев | Нутромер, штангенциркуль, длина более 50 мм, глубина более 0,5 мм | Замена | – | |||||||||
| Ослабление посадки малых конических шестерен | Щуп, натяг менее 0,05 мм | Посадочные поверхности восстановить | Хромирование, нанесение эластомера ГЭН-150(В) | |||||||||
| Наименование деталей | Неисправности деталей | Контролируемый параметр и инструмент | Способ устранения неисправности | Способ восстановления | ||||||||
| Валы верхний и нижний | Трещины и плены | Дефектоскоп | Замена | – | ||||||||
| Ослабление шпонки в шпоночном пазу вала | Щуп, натяг менее нулевого значения | Замена | – | |||||||||
| Сорвана резьба на валу | Визуальный осмотр | Резьбу перерезать на меньший диаметр | Резьбу перерезать на меньший диаметр | |||||||||
| Корпуса верхний и нижний | Ослабление посадки внутренних колец подшипников качения | Щуп, натяг шариковых подшипников менее 0,015 мм и роликовых менее 0,03 мм | Посадочные поверхности восстановить | Хромирование, нанесение эластомера ГЭН-150(В) | ||||||||
| Выработка посадочной поверхности корпуса под наружную обойму радиально-упорного подшипника | Щуп, зазор более 0,1 мм | Посадочные поверхности восстановить | Запрессовка стальной втулки толщиной не менее 3 мм с натягом 0,1–0,15 мм | |||||||||
| Вытянутая резьба, срыв или дробленность ниток на шпильках, болтах и гайках | Визуальный осмотр | Замена | – | |||||||||
| Сквозные трещины | Медный молоток, мел | Замена | – | |||||||||
| Ступица | Трещины | Дефектоскоп | Замена | – | ||||||||
| Прилегание конусной части к конусной поверхности вала | Менее 65–70 %, краска, визуальный осмотр | Восстановление | Притирка | |||||||||
| Осевой натяг ступицы | Щуп, менее 0,6 и более 0,8 мм | Восстановление конусного хвостовика вала | Хромирование | |||||||||
| Фланцы нажимные | Трещины | Визуальный осмотр, дефектоскоп | Замена | – | ||||||||
| Задиры, забоины на опорных поверхностях | Визуальный осмотр | Восстановить поверхность | Механическая обработка | |||||||||
| Втулка распорная | Износ | Штангенциркуль | Восстановление размеров | Наплавка, механическая обработка | ||||||||
| Кольца проставочные и регулировочные | Трещины | Визуальный осмотр | замена | – | ||||||||
| Износ внутренних колец роликовых подшипников | Щуп, натяг менее 0,03 или более 0,06 мм | Восстановление или замена | Хромирование, осталивание | |||||||||
| Втулка и муфта шлицевая | Зазор между корпусом подшипника и наружной обоймой радиально-упорного подшипника | Щуп, зазор более 0,1 мм | Восстановление или замена | Хромирование, осталивание | ||||||||
| Радиальный зазор в роликовом подшипнике | Щуп, зазор менее 0,03 или более 0,1 мм | Замена | – | |||||||||
| Трещины | Визуальный осмотр | Замена | – | |||||||||
| Задиры или забоины на зубьях | Нутромер, визуальный осмотр, глубина более 0,5 мм | Зачистка с соблюдением плавных переходов | Механическая обработка | |||||||||
Похожие работы
... подбором величин "С" и "Р" согласно таблицам приведенным ниже. Для предотвращения западания серьги мертвой точки при эксплуатации вагонов с тележками модели 18-100 при ремонте тележек устанавливается модернизация в соответствии с ТИ 600.25100.00002, настоящего технологического процесса. После сборки рама тележки краном снимается с конвейера и подается на позицию выкатки. Рисунок 5 – Схема ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
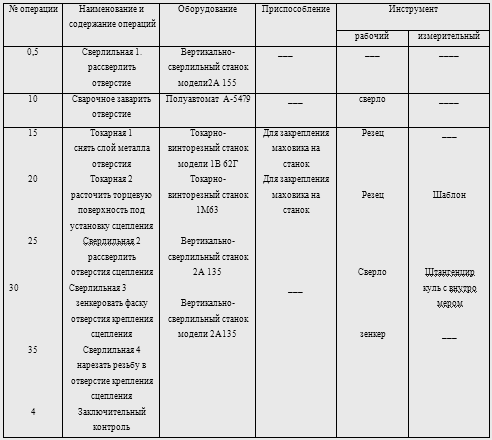
... ремонта. - заводы по КР агрегатов (автомобилей), организацией которых должен быть обязательный капитальный ремонт. Целью данного курсового проекта является разработка технологического процесса ремонта маховика. 2. Расчет размеров производственной партии ремонтируемой детали Количество деталей в партии определяется по формуле: n = Ni * np /253 где n –количество деталей в партии; Ni- ...
монт и эксплуатация должны также совершенствоваться, причем таким образом, чтобы трудоемкость ремонтных работ неуклонно снижалась, увеличивался уровень механизации и автоматизации процессов ремонта. Одним из направлений решения проблемы повешения уровня эксплуатации металлоконструкций горной техники является повышение надежности сварных соединений металлоконструкций горного оборудования, ...
0 комментариев