Навигация
Опции контроля положения, температуры и вибраций
52665
знаков
3
таблицы
29
изображений
1. Опции контроля положения, температуры и вибраций
Высокая степень надежности процесса обеспечивается с помощью так называемого Condition Monitoring – широкого наблюдения и контроля. Для этого необходима тщательно продуманная и по возможности близкая к процессу сенсорика. Поэтому "IBAG Switzerland AG" опционально снабжает свои HF-моторшпиндели разнообразными датчиками и исполнительными элементами.
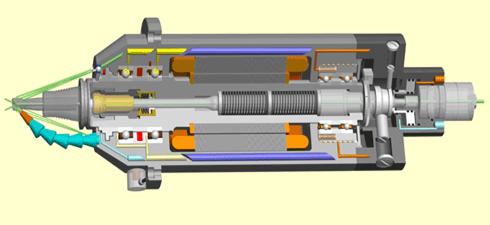
Рис. 1. Оснащение "Condition Monitoring": HF- моторшпиндель с проверенной сенсорикой и исполнительными элементами для контроля и надежности процесса высокоскоростной обработки.
2, Опция М: Измерение смещения вала увеличивает точность
Опция М заключается в оснащении шпинделя датчиком перемещений. Он измеряет обусловленные механически (высокими скоростями вращения) или термически смещения шпиндельного вала с точностью до единиц μ. Полученный от датчика аналоговый сигнал может быть использован любым устройством ЧПУ для расчета компенсации смещения вала. Компенсация смещения по нормали к обрабатываемой поверхности существенно повышает точность и качество обработки, что особенно важно при чистовом сверлении, в инструментальной промышленности, при точной и ультраточной обработке.
3, Опция М + измерение температуры на подшипниках
Для обеспечения надежной эксплуатации HF- шпинделей в течение длительного времени их рабочее состояние контролируется датчиками температуры и вибраций, установленных на корпусе и на внешнем кольце подшипников с керамическими шариками. Датчики температуры PT100 и PT1000 поставляют три возможных сигнала: "Все в порядке", "Состояние критическое" и "Ошибка". Алгоритмы анализа сигналов могут различаться в зависимости от приложения. Например, при "критическом состоянии" обработка может быть прервана на короткое время для снижения температуры мотора. Та же цель может быть достигнута уменьшением глубины резания, следствием чего является снижение потребляемой мощности и отдачи тепла. Такой анализ сигналов датчиков производится системой ЧПУ и обеспечивает надежную работу также в условиях безлюдного производства. При этом предотвращаются повреждения шпинделя и тем самым ненужные дорогостоящие простои.
высокоскоростной механический обработка инструмент шпиндель
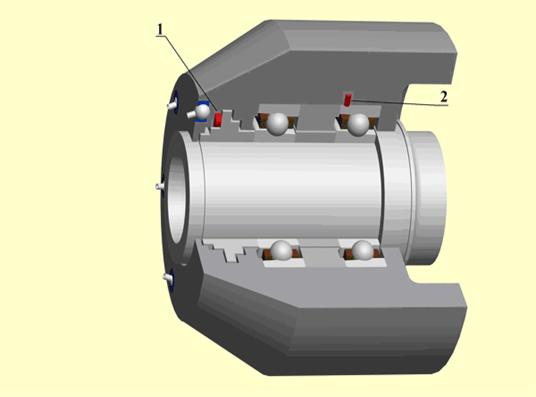
Рис. 2. Порядок точности – единицы μ обеспечивается датчиком (1) для измерения аксиального смещения вала шпинделя; 2 – датчик измерения температуры.
3. Контроль вибраций. Свой взнос вносят и датчики вибраций. Документация и анализ вибраций, а также их сравнение с эмпирически установленными граничными значениями производится программно. Высокий уровень колебаний может быть обусловлен плохо сбалансированным инструментом, неправильными параметрами обработки или аварийной ситуацией. Датчики вибраций также поставляют три сообщения: "O.K."- зеленый сигнал, "Предупреждение"- оранжевый и "Ошибка"- красный. При подключении к устройству ЧПУ возможен широкий контроль, диагностика неисправностей и, посредством своевременного технического обслуживания, предотвращение аварий и минимизация простоев. Замечание: Для тяжелых шпинделей датчики встраиваются в шпиндель, для малых шпинделей возможно только внешнее позиционирование.
4, Контроль системы крепления инструмента
Для избежания повреждений при смене инструмента HF- шпиндели оснащаются по выбору пользователя цифровыми или аналоговыми датчиками в системе крепления инструмента. При этом распознается качество зажима и отсутствие инструмента. Тем самым обеспечивается надежная автоматическая смена инструмента в системах HSK, BT и BBT.
Замечание: регулируемые цифровые датчики стыкуются практически со всеми системами ЧПУ и PLC. Имеются в наличии аналоговые датчики с устанавливаемой пользователем обратной реакцией для тяжелых шпинделей.
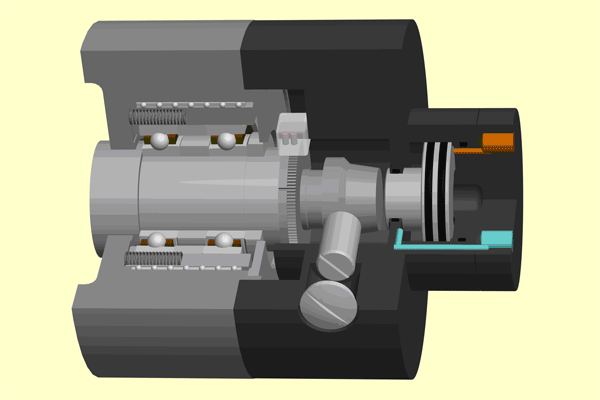
Рис. 3. Надежность автоматической смены инструмента обеспечивается специальным сенсором
Моторные технологии IBAG использует самые современные и лучшие моторные технологии: переменный ток для высокой мощности на средних и высоких скоростях, постоянный ток для максимального вращающего момента специально для низких скоростей вращения и минимальной передачи тепла от мотора к шпиндельному валу.
5. Обеспечение жесткости, точности и долгого срока шпинделя в широком диапазоне скоростей вращения
Подшипники шпинделей IBAG устанавливаются в различной конфигурации. Смазка масляным туманом или масляная смазка на весь срок службы. Тандем (ТД) - конфигурация подшипников является стандартной для малых и средних шпинделей. Она обеспечивает высочайшие скорости вращения шпинделей. "O"- конфигурация возможна для всех шпинделей. При использовании "O"- конфигурации максимальные скорости вращения шпинделей слегка снижаются, зато обеспечивается одинаковая жесткость шпинделя в обоих аксиальных направлениях и меньшее динамическое смещение шпинделя. Типичным применением "O"- конфигурации является сверление.
O-ТД- конфигурация применяется, как правило, для тяжелых шпинделей и высоких вращающих моментов при снятии больших объемов материала и использовании длинных инструментов.
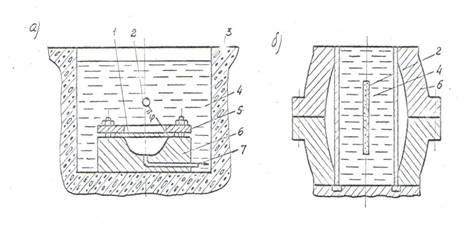
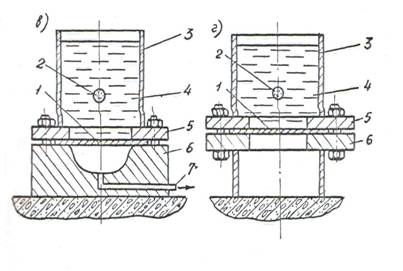
Смазка масляным туманом в исполнении IBAG означает подачу точно рассчитанного количества воздушно-масляной смеси непосредственно на гибридные керамические подшипники. Смесь подготавливается к подаче в специальном механическом смесителе.
Некоторые шпиндели снабжены AI-смазкой. Минимальное количество масла подается через три отверстия малых размеров в наружном кольце подшипника напрямую в область вращения шариков. Этим оптимизируется смазка подшипников и снижается их нагрев. Рисунок справа поясняет механизм AI-смазки. Воздушная прокладка защищает шпиндель от внешних загрязнений.
Похожие работы
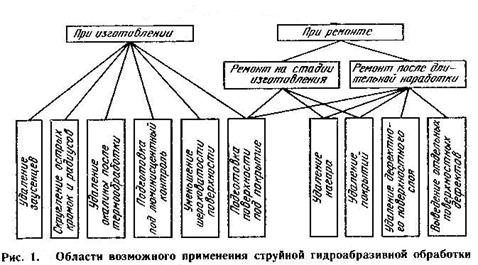
... воздуха на входе и активное сопло приводит к некоторому расширению зоны максимального съема (до 35-55°), что имеет существенное значение при обработке криволинейных поверхностей. 6. КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПОСЛЕ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ Состояние поверх костного слоя после механических и физико-механических методов обработки характеризуется в основном параметрами шероховатости, ...

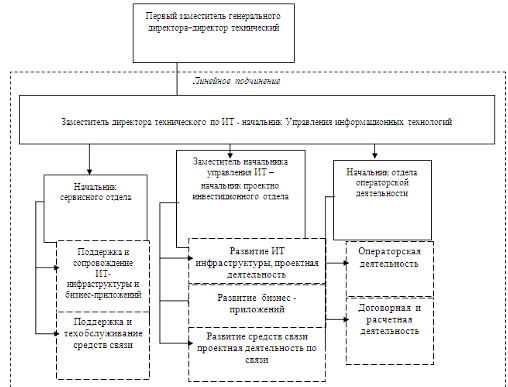
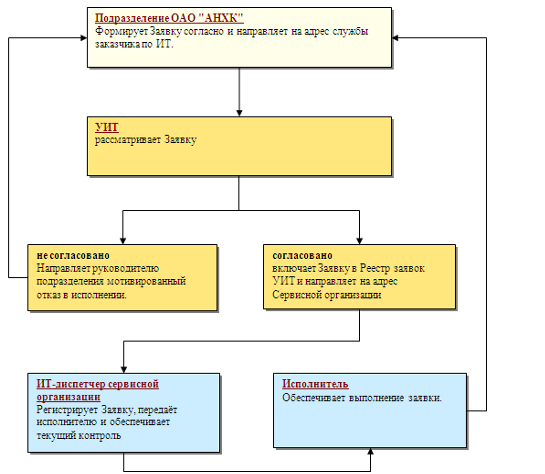
... регионы через корпоративную телефонную сеть Вывод: Уровень оснащенности вычислительной и оргтехники соответствует современным тенденциям. 4. Описание особенностей деятельности выбранного подразделения Управление информационных технологий - структурное подразделение ОАО “АНХК”, осуществляющее организацию работ по формированию и реализации единой стратегии ОАО “АНХК” в области информационных ...
... ; 14 – взрывная камера; 15 – затвор; 16 – штамповая оснастка; 17 – штоки; 18 – букса; А – коническое гнездо; В – гидравлическая полость. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ВЗРЫВНОГО ФОРМООБРАЗОВАНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ Предлагаемые техпроцессы предусматривают возможность проведения операции калибровки, зиговки, конусной и сферической развальцовки трубопроводов диаметрами 8÷60 мм на ...
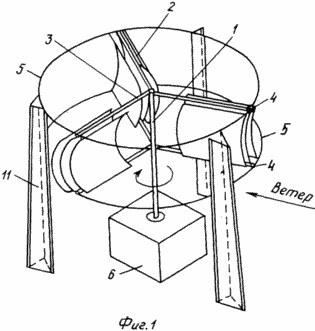
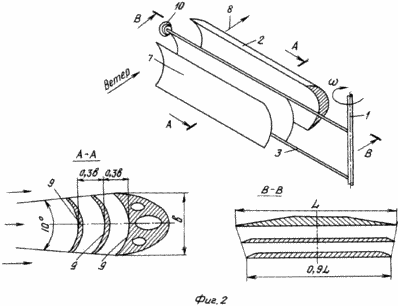
... общеобразовательной школе, на мой взгляд, являются инструменты ТРИЗ (приемы), метод фокальных объектов, метод мозгового штурма, решение конструкторских задач. 2. Проектирование и изготовление ветряка 2.1 Требования к ветряку. 1. Ветродвигатель должен работать при слабом порыве ветра. 2. Ветряк должен работать при постоянных переменах направления ветра. 3. Лопасти ветродвигателя должны ...
0 комментариев