Навигация
Разработка технического проекта участка по ремонту дизелей в локомотивном депо
19683
знака
9
таблиц
0
изображений
Введение
Тепловозоремонтное производство – сложная, постоянно развивающаяся динамическая система с большим количеством предприятий, на которых восстанавливают ресурс тягового подвижного состава и его сборочных единиц с определенной надежностью.
Развитие тепловозоремонтного производства обусловлено объективными технико-экономическими условиями эксплуатации парка ТПС:
- неравнопрочностью и рассеиванием сроков службы его сборочных единиц и деталей;
- технической возможностью восстановления параметров и характеристик (свойств), утраченных при эксплуатации ТПС;
- экономической целесообразностью ремонта, заключающейся в более полном использовании ресурсов долговечности, заложенных при конструировании и изготовлении деталей и сборочных единиц ТПС;
- большим количеством находящихся в разнообразных эксплуатационных условиях серий ТПС.
Наряду с этим наиболее актуальными являются вопросы, связанные с рассмотрением теоретических и практических сторон предпринимательской и производственной деятельности тепловозоремонтных предприятий, обеспечивающих наиболее рациональную организацию производства в условиях рыночной экономики.
Эффективности производства на ремонтных заводах напрямую зависит от ускорения внедрения новых технологий, нового оборудования, совершенствование организации производства и технологии ремонта локомотивов, а также внедрения компьютерной техники и более углубленной автоматизации процессов ремонта.
Важный фактор повышения эффективности ремонтного производства – рост производительности труда. Одним из основных средств повышения производительности труда на предприятии являются, высококвалифицированные кадры.
Руководителю любого ранга, работающему в сфере материального производства, наряду с высокой технической подготовкой и современным экономическим мышлением нужны глубокие знания научных основ организации, планирования и управления производством, чтобы наилучшим образом регулировать процессы труда и управления, систематически повышать эффективность и качество работы, улучшать психологический климат и дисциплину в трудовом коллективе. Рыночной экономике нужен новый тип руководителя-организатора производства. Успешно функционировать в подверженной динамическим изменениям рыночной среде способен лишь руководитель, который оперативно следит за переменами, эффективно использует актуальную информацию, владеет методологией выработки оптимальных решений и умеет доводить их до реализации.
Целью данного курсового проекта является разработка технического проекта участка по ремонту дизелей в локомотивном депо. В ходе выполнения данного курсового проекта были рассчитаны: фонды рабочего времени, производственная программа и ее трудоемкость, такт выпуска и другие параметры производственного процесса. Был выполнен подбор оборудования для участка по ремонту дизелей, определены площадь и размеры участка.
1. Расчет фондов рабочего времени
Календарный фонд рабочего времени используют при определении номинального и эффективного фондов рабочего времени и оборудования, явочной численности работников и потребного оборудования.
Календарный фонд рабочего времени определяют по формуле
фонд рабочий участок ремонт дизель
Ф![]() = Дрtр + Дп tп, (1)
= Дрtр + Дп tп, (1)
где Др – число полных рабочих дней в году; для 2005 года при пяти дневной рабочей неделе, Др = 253 дня;
tр – продолжительность полного рабочего дня, ч; tр = 8 ч;
Дп – число предпраздничных дней, не совпадающих с выходными; для 2005 года Дп = 2 дня;
tп – продолжительность предпраздничного рабочего дня, ч; tп = 7 ч.
Подставляя численные значения, получаем
Ф![]() ч.
ч.
Эффективный фонд рабочего времени используют при определении списочной численности работников.
Этот фонд равен номинальному с учетом коэффициента не выхода на работу по уважительной причине. Эффективный фонд рабочего времени определяем по формуле
Ф![]() = (Ф
= (Ф![]() – До tр) бр, (2)
– До tр) бр, (2)
где До – продолжительность отпуска; До = 30 дней;
aр – коэффициент, учитывающий невыходы на работу по
уважительным причинам; aр = 0,95 – 0,97 [1], принимаем
бр=0,96.
Подставляя численные значения в формулу, получаем
Ф![]() ч.
ч.
Годовой фонд рабочего времени определяется по формуле
Фi= Ф![]() Siбобi, (3)
Siбобi, (3)
где Si– число смен работы оборудования; принимаем для участка по ремонту Si = 1;
aобi– коэффициент, учитывающий простой оборудования в плановом ремонте; aобi = 0,96 – 0,98 [1]; при односменной работе оборудования, принимаем aобi= 0,97.
Тогда, подставляя численные значения, имеем Ф![]()
![]() ч.
ч.
Похожие работы
... ,5х365 145,818 тыс.лок.-ч на экипировке SМТэк=ММх0,5х365 3,103 тыс.лок.-ч Локомотиво-км маневровые SMSМ=5SМТраб+SМТэк 732,190 тыс.лок.-км РАЗРАБОТКА ПлАНА ЭКОНОМИЧЕСКОГО И СОЦИАЛЬНОГО РАЗВИТИЯ ОСНОВНОГО ЛОКОМОТИВНОГО ДЕПО Разработка плана производится для тепловозного депо. Планирование объема работы депо Показатели работы депо делятся на две группы: показатели ...





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
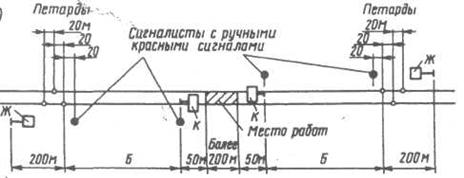
... для отделения засорителей. Очищенный щебень возвращается в путь, а засорители грузятся в составы для засорителей СЗ-240-6 и вывозятся с перегона. · Выработка машины ЩОМ-1200 по очистке щебеночного балласта с укладкой геотекстиля составляет 220 м в час. Выправка пути со сплошной подбивкой шпал производится: · Машиной ВПО-3000 в плане и по уровню сразу после укладки · рельсошпальной решетки ...
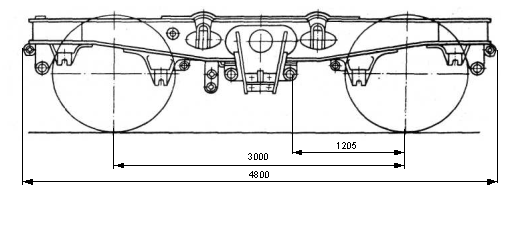
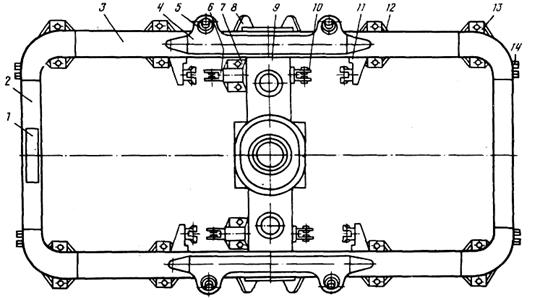
... процесса ремонта одного из узлов тепловоза; – экономическая эффективность проекта организации работ в ремонтном подразделении; – безопасность жизнедеятельности при ремонтных работах. 1. РАЗРАБОТКА УЧАСТКА ПО РЕМОНТУ ТЕЛЕЖЕК ЛОКОМОТИВОВ В ЛОКОМОТИВНОМ ДЕПО ХАБАРОВСК 2 1.1 Анализ существующей организации работ в ремонтном подразделении 1, 4 - накладки; 2 – концевые брусья; 3 – боковины; ...
0 комментариев