Навигация
Монтаж засобів автоматизації в харчовій промисловості
54834
знака
3
таблицы
6
изображений
Курсова робота на тему:
"Монтаж засобів автоматизації в харчовій промисловості"
ПЛАН
1. ТЕХНОЛОГІЧНА ЧАСТИНА
1.1 Характеристика приміщення в якому знаходиться об’єкт автоматизації
1.2 Опис системи автоматизації
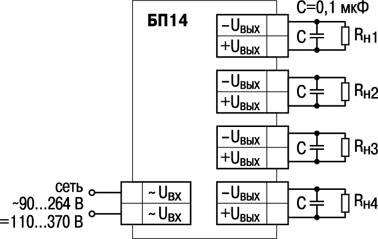
1.3 Обгрунтування вибору модифікації приладів і контролера, їх технічна характеристика
1.4 Розробка та опис принципової схеми
1.4.1 Вимоги до розробки принципових схем
1.4.2 Розробка та опис принципової схеми
2. МОНТАЖ ПЕРВИННИХ ПЕРЕТВОРЮВАЧІВ
2.1 Передмотажна перевірка приладів та засобів автоматизації
2.2 Монтаж первинних перетворювачів
2.3 Розрахунок та монтаж щитів , таблиця підключень
1. ТЕХНОЛОГІЧНА ЧАСТИНА
1.1 Характеристика приміщення в якому знаходиться об’єкт автоматизації
Тістомісильне відділення розташоване на першому поверсі і складається із дозатора борошна, збірника опари, дозатора опари та самої тістомісильної машини.
Приміщення тістомісильного відділення характеризується підвищеною температурою повітря. Оскільки в даному приміщенні здійснюється приготування продуктів харчування, то в ньому підтримується особлива чистота і за санітарною характеристикою це приміщення відноситься до групи 4а.
За станом повітряного середовища приміщення відноситься до сухих. Запиленість та вміст шкідливих речовин у повітрі не перевищують гранично допустимих концентрацій.
У приміщенні використовується природнє бокове одностороннє освітлення, яке застосовується у світлу пору доби для економії електроенергії та комбіноване штучне освітлення, яке частково доповнює природнє і замінює його у темну пору доби. Освітленість складає 330 лк на висоті 0,8 м від підлоги, що відповідає вимогам СНіПу ( норма 300-400 лк).
По відношенню ураження людей електричним струмом приміщення відноситься до приміщень з підвищеною небезпекою.
За пожежовибухонебезпечністю дане приміщення відноситься до категорії Г, оскільки в ньому крім тістомісильного відділення також знаходиться хлібопекарська піч яка є основним джерелом небезпеки виникнення пожежі. За класифікацією будівель по вибухонебезпечності приміщення належить до класу В-1г, за пожежонебезпечністю –до класу П-II.
Ступінь захисту приладів і засобів автоматизації від пилу і вологи складає ІР-33. Цей ступінь захисту є достатнім про нормальних умовах повітряного середовища, а в даному приміщенні повітря є сухим і має низьку вологість і в повітрі майже немає пилу.
Так, як приміщення має підвищену температуру і повітряне середовище є сухим, проводку можна прокладати в водогазопровідних або в електрозварних сталевих трубах.
1.2 Опис системи автоматизації
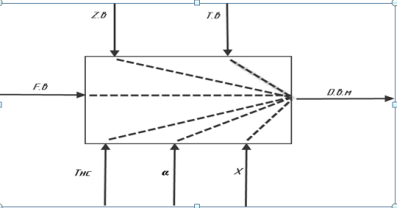
Система автоматизації ( Додаток А) має п’ять контурів: два контури регулювання рівня, два контури регулювання маси та один контур контролю тиску. Із функціональної схеми було вибрано чотири основних контури регулювання, які є основними для даної схеми автоматизації.
Перший контур регулювання рівня здійснює регулювання рівня борошна в дозаторі. Рівень борошна вимірюється за допомогою хвилеводного рівнеміра Rosemount 5300 (позиція 1а). При зміні рівня борошна змінюється інтенсивність відбивання радіоімпульсу в чутливому елементі і сигнал про нове значення вимірюваної величини подається на мікропроцесорний контролер ОВЕН ПЛК154-24.И-L. Сигнал перетворюється, реєструється, регулюється і виходить на вищий рівень – ЕОМ. З ЕОМ сигнал надходить на контролер, з контролера на електропневматичний перетворювач типу ЭП-1211 (позиція 1б), де він перетворюється в уніфікований пневматичний сигнал 20-100 при тиску живлення 140 кПа. Цей сигнал потім подається на один з регулюючих пневматичних клапанів 25ч30нж ( позиції 1в, 1г), які відкривають подача повітря і цим самим регулюють рівень борошна в дозаторі.
Другий контур призначений для регулювання маси борошна, яке надходить в тістомісильну машину. В нижній частині дозатора борошна розташований тензодатчик Flintec SB8, який спрацьовує коли на нього діє певна визначена маса борошна. При цьому датчик деформується і його опір змінюється. Ця зміна фіксується за допомогою перетворювача сигналу тензодатчиків Seneca Z-SG ( позиція 2б), який видає уніфікований струмовий сигнал, який потім подається на контролер, де він обробляється реєструється і надходить на ЕОМ. З ЕОМ сигнал знову надходить на контролер з дискретного виходу якого сигнал подається на ключ вибору режиму Harmony XB4-BD(позиція 2в), який перемикає управління двигуном на ручний або автоматичний режим. До ключа під’єднана кнопка Harmony XB4-BL42 ( SB1), завдяки якій здійснюється управління в ручному режимі. З ключа керуючий сигнал подається на магнітний пускач ПМЛ 1100 (КМ1), що вмикає двигун, який в свою чергу відкриваю заслонку і визначена маса борошна надходить до тістомісильної машини.
Третій контур здійснює регулювання рівня в збірнику опари. При зміні рівня уніфікований струмовий сигнал 4-20 мА з радарного рівнеміра Rosemount 5400 ( позиція 4а) надходить на контролер, а потім на ЕОМ. З ЕОМ сигнал знову надходить на контролер, з якого дискретний сигнал подається на електроклапан ЭК3-32 ( позиція 4б ), який відкриває або закриває подача опари і цим регулює рівень у збірнику.
Четвертий контур застосовують для регулювання маси опари, що надходить до тістомісильної машини. У дозаторі встановлений тензодатчик САS MNC-50L ( позиція 5а), який при збільшенні маси деформується і змінює свій опір. Електричний сигнал зміни опору надходить на перетворювач сигналу тензодатчиків Seneca Z-SG ( позиція 5б), з якого уніфікований струмовий сигнал надходить на контролер, а потім на ЕОМ. Після обробки з двох дискретних виходів контролера виходять регулюючі сигнали, один з яких подається на електроклапан ЭК3-32 ( позиція 5в), що відкриває подачу опари до тістомісильної машини, а інший - на такий самий електроклапан ( позиція 5г), який закриває подачу опари в дозатор і цим самим запобігає його переповненню.
Похожие работы
... в спеціальній таблиці зображені засоби, що встановлюються на пульті управління і в розподільному приміщенні. 2.2 Розробка і опис скелетної схеми блокувань Розроблена схема блокування маршруту автоматизації зерносушарки ДСП-32 на Заводі елеваторного обладнання для ВАТ «Відродження» забезпечує: · Контроль і сигналізацію рівнів в бункерах (Б1, Б2, Б3); · Контроль підпорів ...
... каналі. Тому для стабілізації густину вапна, як основної регулюємої величини необхідно максимально компенсувати регулюємі збурення, такі як витрати води на гасіння. 2. ВИБІР ТА ОБГРУНТУВАННЯ КРИТЕРІЇВ УПРАВЛІННЯ гасильний апарат вапняний управління Критерієм управління називається відношення, що характеризує якість роботи технологічного об'єкту управління в цілому і приймає числові значення ...
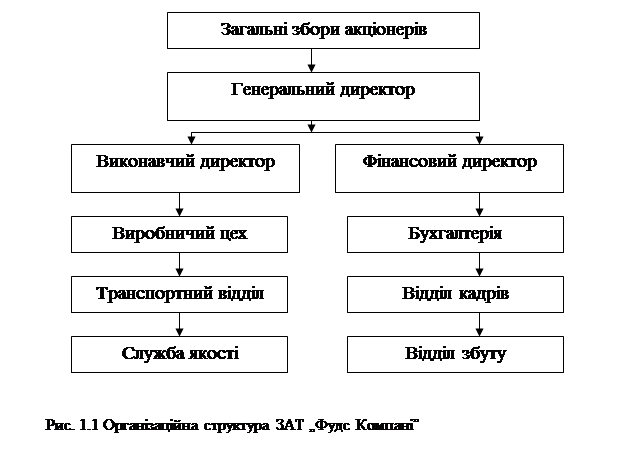
... проаналізувати ці показники і виявити ті чинники, які вплинули на їх значення. Аналіз ефективності використання основних фондів, на прикладі підприємства харчової промисловості, наведено у наступному розділі. Розділ 2. Аналіз ефективності використання основних фондів ЗАТ „Фудс Компані” 2.1 Аналіз основних показників ефективності використання виробничих фондів підприємства Факторна ...
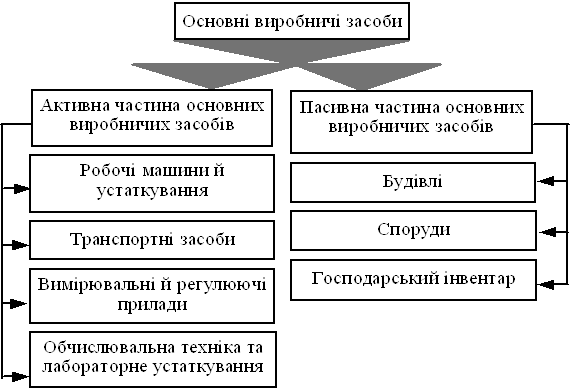
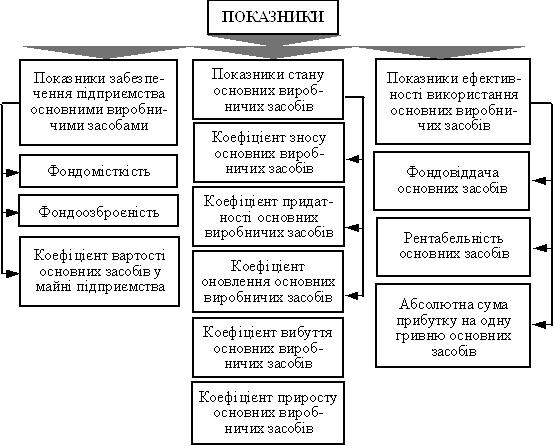
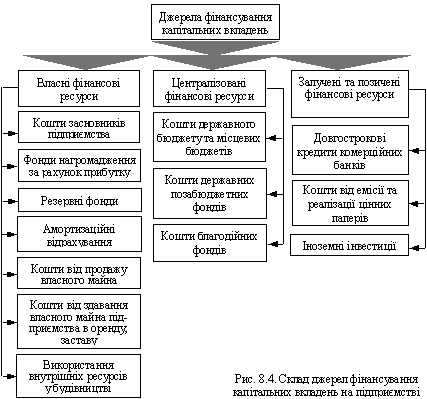
... для наступного вкладання коштів у придбання більш прогресивного устаткування, впровадження нових технологій та іншого поліпшення основних виробничих засобів. 8.2. ПОКАЗНИКИ СТАНУ ТА ЕФЕКТИВНОСТІ ВИКОРИСТАННЯ ОСНОВНИХ ЗАСОБІВ Для забезпечення відтворення основних виробничих засобів важливе значення має вивчення їхнього стану та використання. Стан і використання основних виробничих засобів є ...
0 комментариев