Навигация
Режим работы предприятия
31400
знаков
11
таблиц
1
изображение
2.3. Режим работы предприятия
Таблица 2
| Номинальное количество рабочих суток в году | 253 |
| То же, по выгрузке сырья и материалов с ж/д транспорта | 365 |
| Количество рабочих смен в сутки (без ТВО) | 2 |
| Количество рабочих смен в сутки для ТВО | 3 |
| Количество рабочих смен по приему сырья и материалов: а) ж/д транспортом б) автотранспортом | 3 2 |
| Продолжительность рабочей смены, ч | 8 |
2.4. Сырьевые материалы
Сырьевые материалы для приготовления бетонной смеси
1) Портландцемент марки 400, удовлетворяющий требованиям ГОСТа 10178-85, нормальная густота цементного теста 27%;
2) Щебень известковый, удовлетворяющий требованиям ГОСТа 8267-93, фракция 5-20, марка прочности по дробимости – 800, водопоглощение – 0.8%, морозостойкость 150 циклов, содержание слабых зерен – 5%, содержание лещадных зерен – 23%, содержание пылевидных, илистых и глинистых частиц – 2%;
3) Песок, удовлетворяющий требованиям ГОСТ 8736-93, модуль крупности Мк = 1,1; содержание примесей в песке не должно превышать 3%, водопотребность песка 7%;
4) Вода, принимаемая для приготовления б/смеси не должна содержать вредных примесей, препятствующих нормальному схватыванию и твердению цемента. Воду используют техническую, удовлетворяющую требованиям ГОСТ 23732-79. Общее содержание солей не более 5000 мг/л, содержание сульфатов в пересчете на SO4 не более 2700 мг/л. Водородный показатель рН ˃ 4.
3. Технологическая часть
3.1. ТЭО технологии и способа производства
В производстве ЖБК могут применяться различные организационные способы производства: агрегатно-поточный, конвейерный, полуконвейерный, стендовый, кассетный.
При выборе способа производства как правило проводят технико экономическое обоснование (ТЭО) по приведенным затратам на создание линии.
Агрегатно-поточный способ производства – при небольших капитальных затратах он допускает выполнение широкой номенклатуры изделий. Технологические операции последовательно выполняют на нескольких рабочих постах. Для соблюдения последовательности форму передают от одного поста к другому с помощью мостового крана. Этот способ соответствует больше всего условиям мелкосерийного производства на заводах средней и небольшой мощности.
Конвейерный способ производства – технологический процесс расчленяется на элементные процессы, которые выполняются одновременно на отдельных рабочих постах. Формы с изделиями перемещаются от одного поста к другому специальными транспортными устройствами, каждое рабочее место обслуживается закрепленным за ним звеном. Характерен принудительный ритм работы, т.е. одновременное перемещение всех форм по замкнутому технологическому кольцу с заданной скоростью.
Стендовый способ производства – изделия формуют в стационарных формах, и они твердеют на месте формования, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы на стенде к другой. Стендовая технология целесообразна при изготовлении крупноразмерных предварительно напряженных конструкций длиной более 9 метров для промышленных и гражданских зданий.
Кассетный способ производства – формование изделий производится в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Звено рабочих в процессе производства перемещается от одной кассетной формы к другой, организуя производственный поток.
3.2. Технологические режимы обработки
Производство колонн осуществляется стендовым способом в унифицированном типовом пролете УТП-1 по следующей функциональной схеме №1. Технологические операции при данном способе производства осуществляются на одном посту.
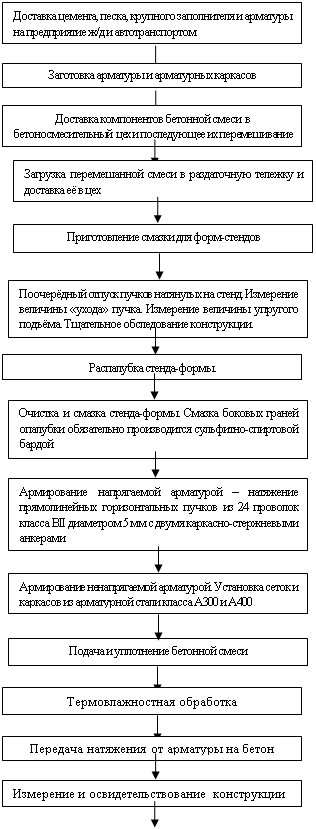
При производстве колонн технологический процесс изготовления состоит из следующих операций:
1. Распалубка форм с помощью мостового крана;
2. Чистка и смазка форм специальными смазками;
3. Армирование и сборка форм;
4. Укладка и уплотнение бетонной смеси бетонораздатчиком и глубинными вибраторами;
5. Тепловлажностная обработка колонн при температуре пропарки 800;
6. Приемка и маркировка колонн ОТК проводится в соответствии с нормами ГОСТ 13015;
7. Вывоз колонн на склад готовой продукции соблюдая правила по ГОСТ 13015.
3.3. Производство базового изделия
Функциональная схема производства колонн
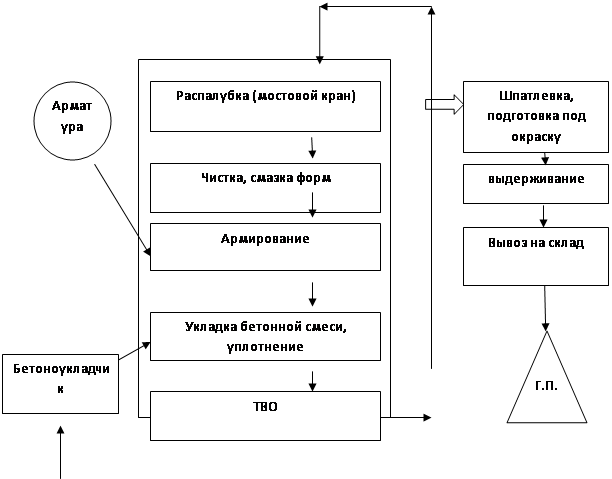
Из БСО
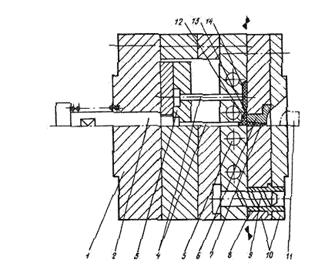
3.4. Характеристика технологического оборудования
Мостовой кран
| Скорость перемещения моста, м/мин | 80 |
| Скорость перемещения тележки, м/мин | 40 |
| Скорость подъема (опускания) крюка, м/мин | 10 |
| Установленная мощность, кВт | 25 |
| Грузоподъемность, т | 15 |
| Масса, т | 15000 |
Бетонораздатчик 413-02
| Скорость перемещения, м/мин | 2,2 |
| Ширина колеи рельса, мм | 5000 |
| Установленная мощность, кВт | 10,8 |
| Габаритные размеры, мм длина ширина высота | 3730 5800 1730 |
| Количество бункеров, шт | 1 |
| Объем бункера, м3 | 2,6 |
| Масса, т | 6,4 |
Глубинный вибратор ИВ-79
| Размеры вибронаконечника, мм: диаметр длина | 75 550 |
| Мощность, кВт | 0,8 |
| Масса, кг | 15 |
Самоходная бадья БВП-2
| Вместимость, м3 | 2,0 |
| Грузоподъемность, т | 5,0 |
| Размер разгрузочного отверстия, мм | 350х600 |
| Габариты, мм: длина ширина высота | 3874 2748 920 |
| Масса, т | 0,92 |
Габаритные размеры стендовой установки, мм - 12000х4000х70.
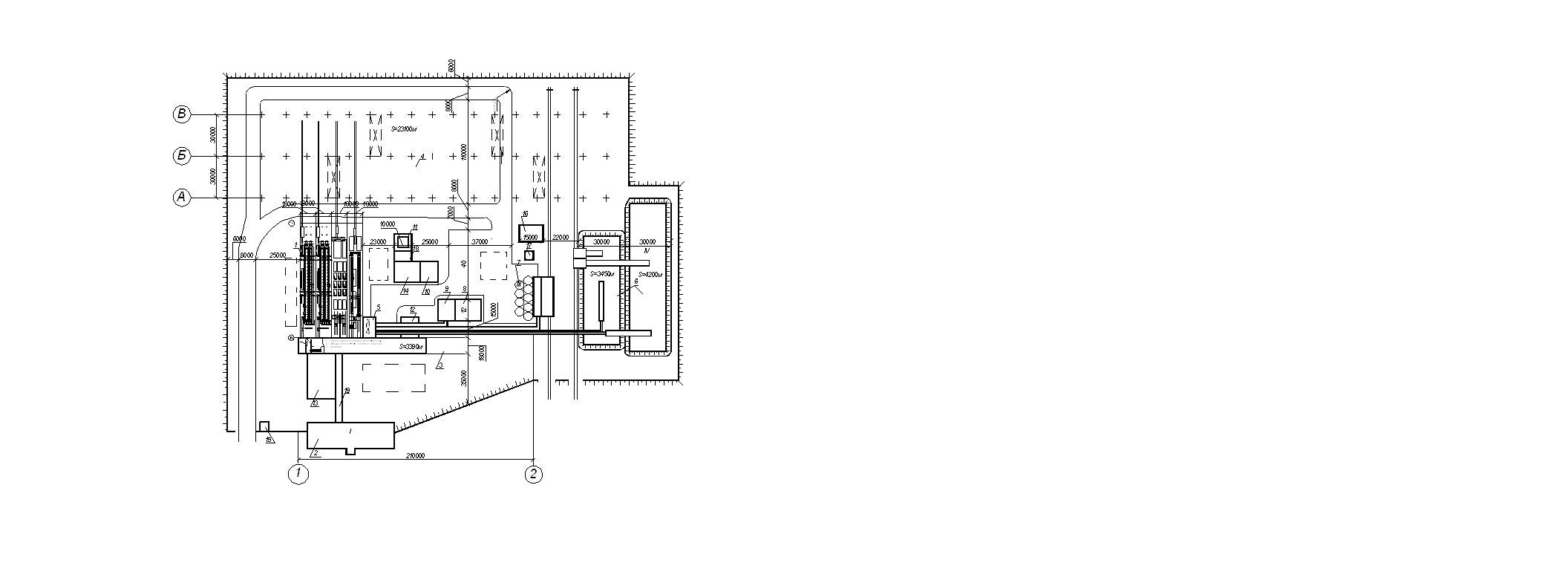
Подобранное оборудование размещено в унифицированном пролете 18 х 144 м. Транспортные операции производятся мостовым краном грузоподъемностью 15 т.
Увязка работы оборудования осуществлена графоаналитическим методом с помощью циклограммы работ ведущих агрегатов. Для построения циклограммы предварительно осуществляется расчет элементов цикла.
Таблица 3
| Операция | Длина хода, м | Скорость, м/мин | Время, мин |
| Перемещение моста: | |||
| Съем крышки | 27,2 | 64 | 1,4 |
| Распалубка форм | 10 | ||
| Строповка, перемещение 1-ой колонны на склад | 9,6 | 40 | 1,2 |
| Строповка и перемещение 2-ой колонны на склад | 4,8 | 40 | 1,1 |
| Установка арматуры в 1-ую форму | 4,8 | 40 | 1,1 |
| Установка арматуры во 2-ую форму | 9,6 | 40 | 1,2 |
| Сборка форм | 12 | ||
| Перемещение за бадьей | 8 | 40 | 0,2 |
| Возврат крана с пустой бадьей | 5,6 | 40 | 0,2 |
| Закрытие стенда | 29,6 | 64 | 1,5 |
| Перемещение тележки: | |||
| Перемещение 1-ой колонны на склад | 20 | 32 | 0,6 |
| Перемещение 2-ой колонны на склад | 14,4 | 20 | 0,5 |
| Перемещение 1-ой арматуры | 5,6 | 32 | 0,2 |
| Перемещение 2-ой арматуры | 11,2 | 32 | 0,4 |
| Перемещение за бадьей | 30 | 32 | 0,9 |
| Ручные работы: | |||
| Чистка, смазка форм | 24 м2 | 15 | |
| Бетонораздатчик 413-02 | |||
| 1-ый проход бетонораздатчика над всей формой | 31,2 | 2,2 | 14,7 |
| 2-ой проход бетонораздатчика | 31,2 | 2,2 | 16,2 |
Из циклограммы следует, что продолжительность цикла формования – 77 мин.
Похожие работы

... термообработки изделия остывают в течение 2 ч в теплом помещении, затем их транспортируют на склад готовой продукции. 3. Что служит сырьем для изготовления теплоизоляционных материалов на основе неорганических вяжущих веществ? Минеральные изделия на битумных вяжущих (неорганические). Неорганические теплоизоляционные материалы и изделия получают из неорганического сырья путем его ...
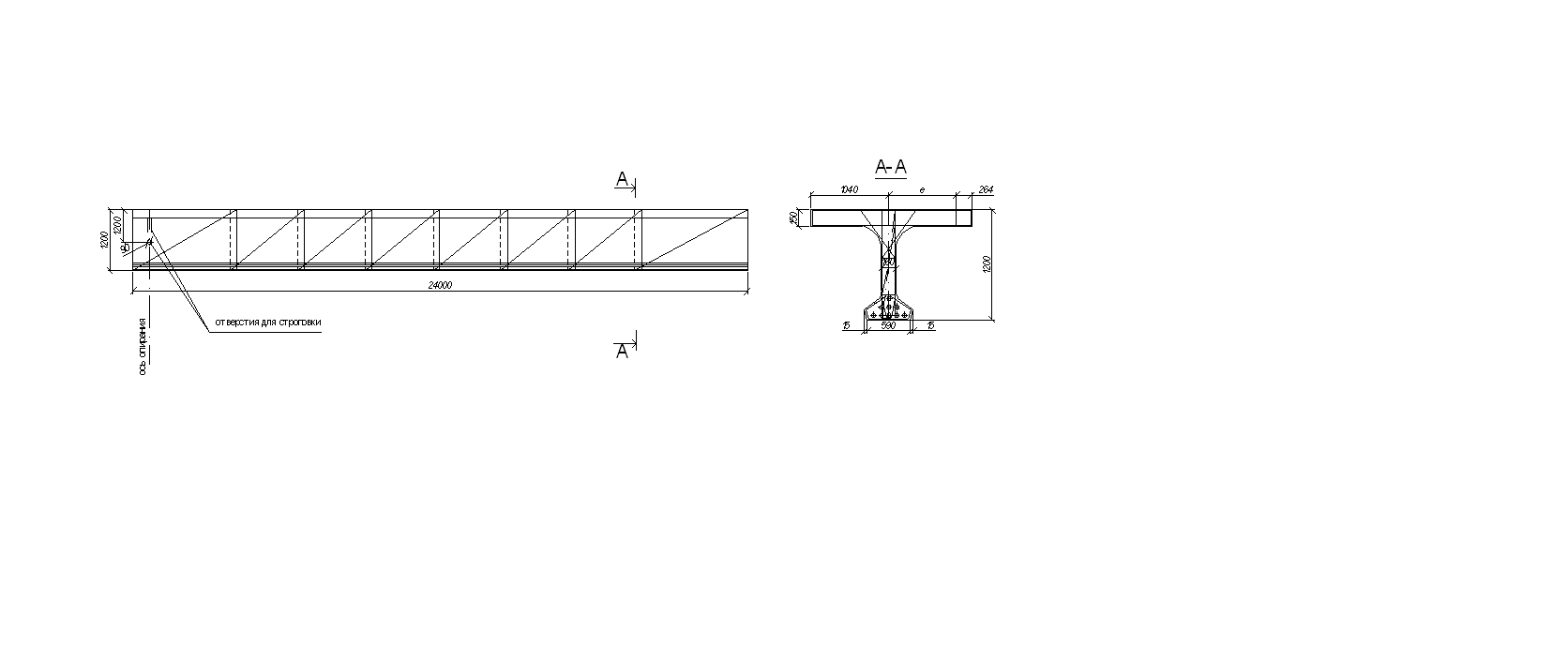

... основании проведенного анализа было установлено, что продольная ось формовочных цехов должна быть расположена в пределах 45…90 0 относительно меридиана для г. Солигорска. 3 Проектирование технологии производства железобетонных мостовых балок и формовочного цеха 3.1 Обоснование проектных решений конструкции балки пролётного строения длиной 24 м Железобетонные балки пролётных строений должны ...

... 1991. - 767 с. 7. Бондаренко В.М., Римшин В.И. Примеры расчёта железобетонных и каменных конструкций: Учеб. пособие. - М.: Высш. шк., 2006. - 504 с. 8. Тимофеев Н.А. Проектирование несущих железобетонных конструкций многоэтажного промышленного здания: Метод. указания к курсовой работе и практическим занятиям для студентов спец. "Строительство ж. д., путь и путевое хозяйство". - М.: МИИТ, 2004. ...
... долгосрочных кредитов в структуре пассивов относительно немного, то можно попробовать получить дополнительный долгосрочный кредит или нарастить собственный капитал путем увеличения уставного капитала, подъем рентабельности с помощью контроля затрат. 5. Проблемы и пути их снижения. Анализ деятельности предприятия показал, что у ООО "ЗЖБИ -
0 комментариев