Навигация
Контроль качества продукции и точности процесса
31400
знаков
11
таблиц
1
изображение
3.10 Контроль качества продукции и точности процесса
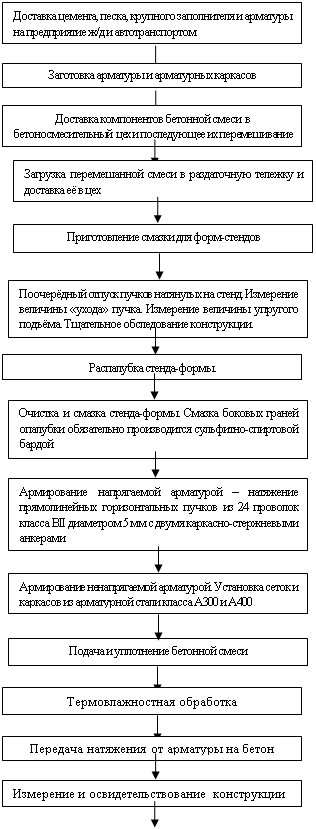
При производстве сборных железобетонных изделий технический контроль осуществляют па различных стадиях технологического процесса. В зависимости от этого контроль различают входной, операционный и приемочный.
Контроль производства осуществляет цеховой технический персонал, он отвечает за соблюдение технологических требований к изделиям. Отдел технического контроля предприятия (ОТК) контролирует качество и производит прием готовой продукции, проверяет соответствие технологии техническим условиям производства изделий.
В задачи производственного контроля входят: контроль качества поступивших на предприятие материалов и полуфабрикатов — входной контроль; контроль выполнения технологических процессов, осуществляемый во время выполнения определенных операций в соответствии с установленными режимами, инструкциями и технологическими картами - операционный контроль; контроль качества и комплектности продукции, соответствие ее стандартам и техническим условиям - приемочный контроль.
Контроль прочности бетона
При изготовлении сборных железобетонных конструкций должны контролироваться проектная марка бетона на сжатие, отпускная прочность бетона и передаточная прочность для предварительно напряженных конструкций.
Методы контроля прочности могут быть различны. Проектную марку бетона определяют испытанием контрольных образцов до разрушения, отпускную или передаточную - испытанием контрольных образцов или неразрушающими методами.
При контроле прочности бетона неразрушающими методами контролируют не менее 10 % партии и не менее трех образцов, при этом число контролируемых участков в партии должно быть не менее 9.
Во всех случаях контроля передаточная прочность должна быть не менее 50 % принятой проектной марки. Если при контроле по образцам средняя прочность окажется ниже требуемой, следует повторить контроль с использованием неразрушающих методов. Если и при этом прочность бетона окажется ниже требуемой, то следует провести сплошной контроль с использованием неразрушающих методов.
При контроле качества закладных деталей и арматурных изделий проверяют геометрические размеры, внешний вид, качество сварных соединений. К геометрическим размерам относят: габариты, расстояние между крайними стержнями по длине, высоте и ширине изделий, расстояние между стержнями, между элементами закладных деталей и их взаимное положение, плоскостность закладных деталей, размеры сварных соединений, размеры и число наружных пор и других дефектов сварки.
При осмотре внешнего вида фиксируют отсутствие ржавчины, окалины, следов масла, битума и т. д. Качество сварных соединений проверяют механическим испытанием или ультразвуковым способом.
Приемку арматурных изделий производят партиями одного типоразмера. Партию принимают по результатам выборочного контроля не менее чем трех изделии. Нормы контроля установлены ГОСТ 10922-75.
Приемочный контроль
Приемочный контроль сборных железобетонных изделий предусматривает проверку их прочности, жесткости и трещиностойкости и приемку по совокупности показателей качества, на основании которой принимают решение о соответствии изделия или партии изделий требованиям ГОСТа.
Прочность, жесткость и трещиностойкость проверяют в соответствии с ГОСТ 8829-77, испытывая образцы внешней нагрузкой до разрушения или с помощью неразрушающих методов. Испытание нагружением производят перед началом массового изготовления конструкций, при изменении технологии и при изготовлении наиболее ответственных конструкций (форм, балок, предварительно напряженных плит пролетом более 9 м). При массовом производстве панелей внутренних стен крупнопанельных зданий, плоских, многопустотных, ребристых плит и т. п., а также конструкций, испытание которых нагружением затруднено (например, колонны, сборно-монолитные конструкции), следует применять неразрушающие методы.
Испытание конструкций нагружением следует испытывать в соответствии со стандартами и рабочими чертежами на специально оборудованных стендах при положительной температуре воздуха. Конструкцию и нагружающие устройства устанавливают на стенде в соответствии со схемой, приведенной в рабочих чертежах. Условия опирания конструкции на опоры и распределительных траверс на конструкцию должны соответствовать требованиям ГОСТ 8829-77.
При испытании неразрушающими методами решение о соответствии партии конструкций требованиям прочности, жесткости и трещиностойкости принимают на основе данных и единичных показателей качества конструкций, полученных в процессе входного, операционного и приемочного контроля.
К числу контролируемых единичных показателей качества относятся вид, класс, марка, механические свойства арматурных сталей, качество выполнения арматурных изделий, диаметр, количество и расположение арматуры, толщина защитного слоя бетона, натяжение арматуры, геометрические размеры сечений, передаточная и отпускная прочность бетона.
Прочность бетона в конструкциях определяют неразрушающими методами. Положение арматуры и толщину защитного слоя непосредственно в конструкциях контролируют магнитным методом (приборами типа ИЗС).
Геометрические размеры измеряют с точностью до ±1 мм.
Результаты приемочного контроля, данные входного и операционного контроля по показателям качества заносятся в специальные журналы.
Пооперационный контроль качества основных технологических процессов.
| Основные операции, подлежащие контролю | Комплектация рабочих чертежей, ТУ, карт | Состояние формов. оборудования, манометров, натяжных устройств, вибраторов | Приготовление бетонной смеси | Подготовка и смазка поддонов | Укладка бетонной смеси | ТВО и условия твердения | Распалубливание. Подготовка к сдаче продукции, складирование |
| Состав контроля | Наличие технической документации (ТУ), рабочие чертежи, др. | 1. Колебания вибровкладышей 2. Тарировка манометров 3. Тарировочные таблицы 4. Техническое состояние оборудования | 1.Точность дозирования 2. Время перемешивания 3. Консистенция 4. Температура | 1.Соответствие форм проектным размерам 2.Качество очистки и смазки поддонов 3.Качество эмульсии | 1. Толщина слоя 2. Время Виброуплотнения 3. Плотность укладки 4. Прочность бетона 5. Объемная масса | Соблюдение заданного режима ТВО | 1. Внешний вид 2. Наличие дефектов 3 .Соответствие расположения изделий схеме складирования |
| Место контроля | Цех | Посты формования и натяжения Лаборатория | Дозаторы. Бетоносмесители | 1. Пост рас палубливания 2. Место сборки перед укладкой бетонной смеси | 1-3. Пост формования 4-5. Лаборатория | Камера пропаривания | Пост распалубливания. Склад готовой продукции |
| Метод и средства контроля | Сравнение с перечнем проекта | Сравнение с образцовыми манометрами и динамометрами. Виброграф. Паспорт | 1. Наблюдение за приборами 2. Проверка, тарирование приборов 3. Отбор проб и испытание 4.Термометр | 1. Обмер рулеткой и уровнем. 2. Осмотр 3. Отбор проб и испытание | 1. Замер линейкой 2. Секундомер 3. Плотнометр 4-5. Отбор проб и последующее испытание их | Приборы автоматики и регулирования УКБ-1 | 1-2. Визуальный 3. Стальная рулетка, схема |
| Периодичность и объем контроля | Раз в месяц при изготовлении новой партии изделий | 2,3. Через 6 месяцев каждый прибор 1,4. Ежемесячно | 1. Раз в смену 2. Каждый замер 3-4.2 раза в смену и при новом составе смеси | 1. Раз в квартал. Поштучно. 2. Раз в смену. Выборка 3. Раз в месяц | 1,2. Поштучно. 3,5. Раз в смену. Партия 4,5. Серия контрольных кубов | В процессе обработки через 2 часа. Партия в камере | 1,2. Поштучно 3.2 раза в смену. |
| Лицо, контролирующее операцию | Инженер ПТО | 1. Мастер отк 2. Механик 3. Энергетик | 1-4. Лаборант 2. Оператор | 1. Мастер ОТК 2. Мастер 3. Лаборант | 1.2. Мастер ОТК 3-5. Лаборант | Лаборант | Мастер. Бригадир |
| Лицо, ответственное за обес- печение технологии | Начальник отк | Начальник отк Главный механик Главный энергетик | Зав. лабораторией. Начальник бетоносмесительного цеха - | Начальник цеха | Начальник цеха. Зав. лабораторией | Зав. лабораторией. Начальник паросилового цеха | Начальник цеха |
Похожие работы

... термообработки изделия остывают в течение 2 ч в теплом помещении, затем их транспортируют на склад готовой продукции. 3. Что служит сырьем для изготовления теплоизоляционных материалов на основе неорганических вяжущих веществ? Минеральные изделия на битумных вяжущих (неорганические). Неорганические теплоизоляционные материалы и изделия получают из неорганического сырья путем его ...
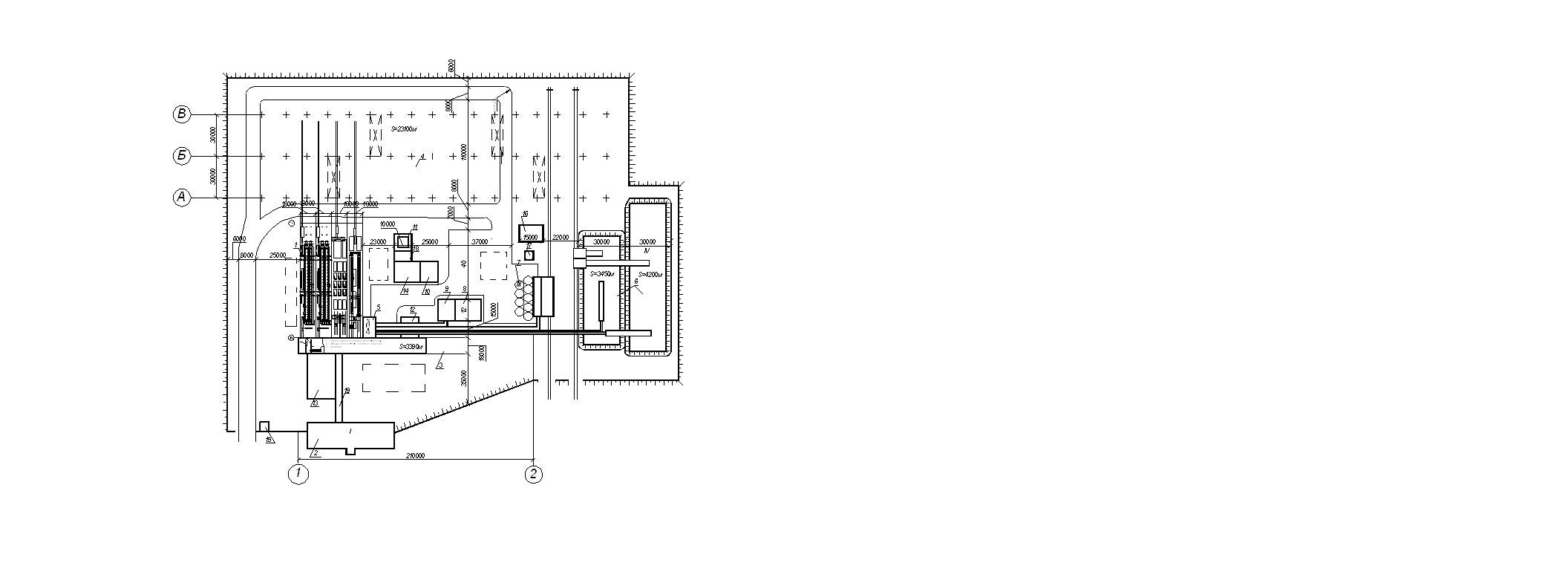
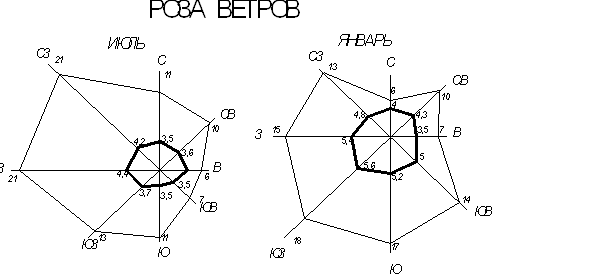
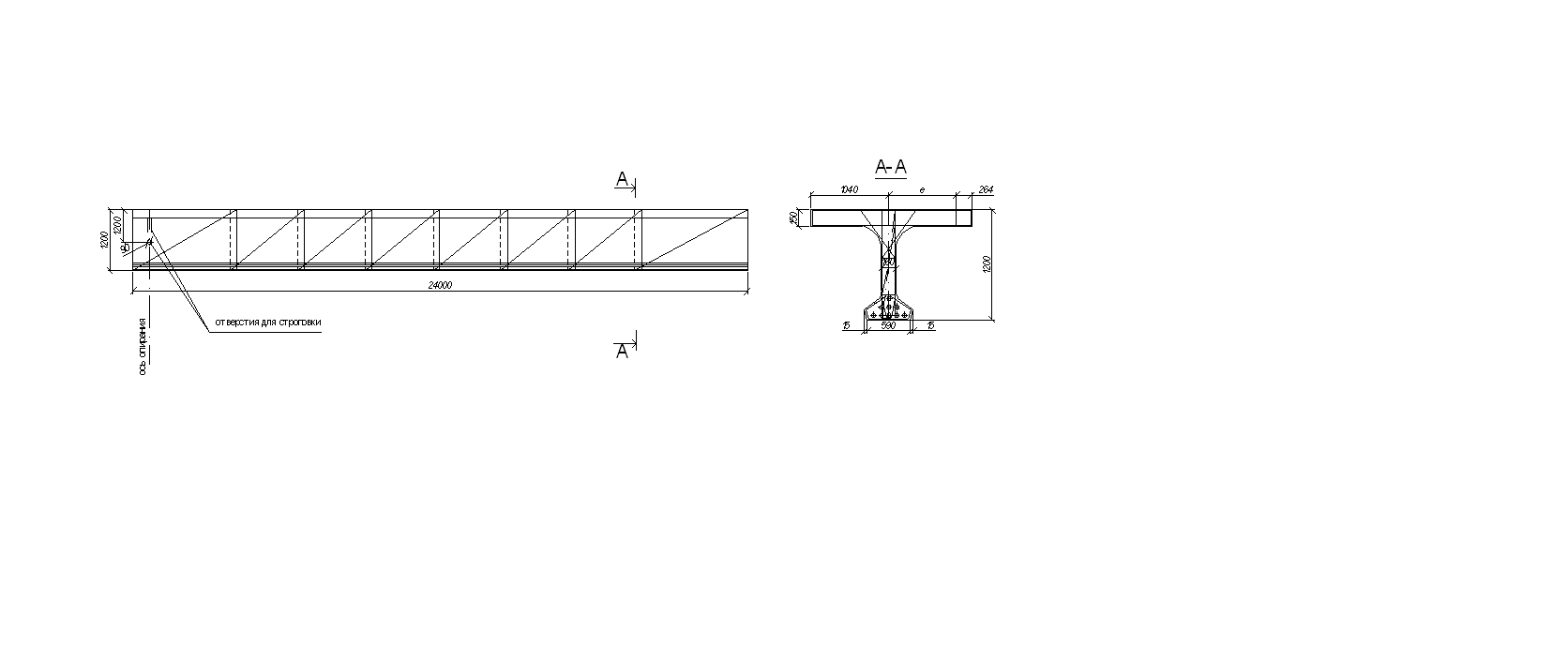

... основании проведенного анализа было установлено, что продольная ось формовочных цехов должна быть расположена в пределах 45…90 0 относительно меридиана для г. Солигорска. 3 Проектирование технологии производства железобетонных мостовых балок и формовочного цеха 3.1 Обоснование проектных решений конструкции балки пролётного строения длиной 24 м Железобетонные балки пролётных строений должны ...

... 1991. - 767 с. 7. Бондаренко В.М., Римшин В.И. Примеры расчёта железобетонных и каменных конструкций: Учеб. пособие. - М.: Высш. шк., 2006. - 504 с. 8. Тимофеев Н.А. Проектирование несущих железобетонных конструкций многоэтажного промышленного здания: Метод. указания к курсовой работе и практическим занятиям для студентов спец. "Строительство ж. д., путь и путевое хозяйство". - М.: МИИТ, 2004. ...
... долгосрочных кредитов в структуре пассивов относительно немного, то можно попробовать получить дополнительный долгосрочный кредит или нарастить собственный капитал путем увеличения уставного капитала, подъем рентабельности с помощью контроля затрат. 5. Проблемы и пути их снижения. Анализ деятельности предприятия показал, что у ООО "ЗЖБИ -
0 комментариев