Расчёт оптимальной мощности АРП по ремонту двигателей
Распределение трудоёмкости работ по видам для объекта капитального ремонта
Определение программы ремонтов для отделений 1–го класса
Определение количества оборудования для отделений 2-го класса
Расчёт площадей производственных, складских и бытовых помещений
Расчёт площади административно-бытового корпуса АРП
Разработка генерального плана АРП с учётом предъявляемых требований
Навигация
Определение программы ремонтов для отделений 1–го класса
Разработка участка испытания двигателей в проекте авторемонтного предприятия (АРП) по ремонту двигателей автомобилей ГАЗ-3307
39062
знака
1
таблица
0
изображений
5.1 Определение программы ремонтов для отделений 1–го класса
К первому классу относятся отделения, производственная программа которых выражается только номенклатурой и количеством ремонтируемых объектов (разборочно-сборочные, слесарно-механические и т.д. с расчётной единицей – изделие, деталь).
Годовая производственная программа отделений 1-го класса будет равна мощности предприятия:
![]() = 708 ед.
= 708 ед.
5.2 Определение программы ремонтов для отделений 2–го класса
Второй класс составляют отделения, производственная программа которых выражается не только номенклатурой и количеством, но и весом ремонтируемых объектов (кг, т). К этому классу относятся отделения по тепловой обработке и мойке деталей. Для отделений 2-го класса годовая производственная программа по каждому виду выполняемых работ в весовом выражении определяется по формуле:
 , кг (т), (5.2)
, кг (т), (5.2)
где Gi – вес ремонтируемого объекта, кг [1];
kgi – процентное отношение веса деталей, подвергающихся данному виду обработки, к весу ремонтируемого объекта [2].
Рассчитанную годовую программу термического отделения увеличим на 10 %, чтобы учесть работы по самообслуживанию. Годовую программу по выварочно-моечным работам определяют, исходя из общего веса ремонтируемого агрегата, так как почти все детали агрегатов подвергаются очистке в выварочно-моечных установках.
Произведём расчёт годовой программы работ по нейтрализации двигателей, работающих на этилированном бензине (kgi=100%):
![]() кг.
кг.
Для остальных работ расчёт производится аналогично. Результаты расчётов сведены в таблицу Б.2.
5.3 Определение программы ремонтов для отделений 3–го класса
Третий класс объединяет отделения, программа которых помимо номенклатуры и количества ремонтируемых объектов, выражается также и площадью обрабатываемых поверхностей деталей (дм2, м2).
Производственная программа для отделений этого класса определяется по следующей формуле:
![]() , дм2 (м2), (5.3)
, дм2 (м2), (5.3)
где Si – площадь поверхностей деталей, подвергающаяся данному виду обработки и приходящаяся на один ремонтируемый объект, дм2 (м2) [2].
С учётом выполнения в сварочном отделении работ по самообслуживанию, рассчитанную программу необходимо увеличить на 10%.
Произведём расчёт годовой программы работ по окраске двигателя (Si=2,5 м2 [2]):
![]() м2.
м2.
Для остальных работ расчёт производится по формуле (5.3) аналогично. Результаты расчётов сведены в таблицу Б.3.
6. Определение потребности производственных цехов и участков основного производства в технологическом оборудовании
Для ремонта автомобилей (агрегатов, узлов и деталей) АРП должны быть укомплектованы соответствующим оборудованием основного производства, вспомогательного производства и подъёмно-транспортным оборудованием. Оборудование основного производства предназначено для непосредственного выполнения работ, связанных с восстановлением ремонтируемых объектов. Оборудование вспомогательного производства служит для выполнения операций, касающихся подготовки производства (ремонта и техническое обслуживание оборудования основного производства, изготовление технологической оснастки и приспособлений).
Оборудование основного производства авторемонтных предприятий частично рассчитывается в зависимости от годового объёма работ и годовой программы производственных участков в физических параметрах, а некоторая его часть подбирается по табелям и каталогам, исходя из условий фактической необходимости выполнения технологического процесса ремонта автомобилей (агрегатов, узлов, деталей).
В общем случае действующий годовой фонд оборудования определяется по формуле:
![]() , ч., (6.1)
, ч., (6.1)
где kсм – количество смен работы оборудования, примем kсм=1;
η0 –коэффициент использования оборудования, учитывающий простои в профилактическом обслуживании и ремонте [2].
6.1 Определение количества оборудования для отделений 1-го класса
Для производства основных работ в отделениях 1-го класса определяется потребное число рабочих мест, оборудованных различными устройствами (стендами, верстаками и т.д.), а также необходимое количество металлорежущих станков.
Число рабочих мест по каждому виду работ определяется по формуле:
 , ед., (6.2)
, ед., (6.2)
где mрм– количество рабочих, одновременно работающих на рабочем месте, зависящее от характера работ, их концентрации по фронту, степени механизации, а также способа производства [2].
Определим число рабочих мест для операции подразборки двигателей (mрм=1):
 0,14
0,14
Число рабочих мест по остальным видам работ найдём аналогично. Результаты расчётов сведены в таблицу В.1.
Количество металлорежущих станков каждого типа определяется из следующего выражения:
 . (6.3)
. (6.3)
Принимаем количество металлорежущих станков равное 6 единиц.
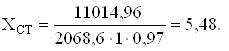
Из них количество токарных станков:
![]()
Количество металлорежущих станков остальных типов рассчитывается аналогично. Результаты вычислений представим в таблице В.2.
Потребное число единиц испытательных стендов рассчитывается по формуле:
 (6.4)
(6.4)
где ![]() = 0,25ч. [2]- продолжительность ремонтной операции, ч;
= 0,25ч. [2]- продолжительность ремонтной операции, ч;
![]() =1 [2] - количество объектов, одновременно испытываемых на одном стенде.
=1 [2] - количество объектов, одновременно испытываемых на одном стенде.
 ед.
ед.
Принимаем ![]() =1 ед.
=1 ед.
0 комментариев