Навигация
Исследование процесса вытяжки заготовки "стакан"
23010
знаков
0
таблиц
68
изображений
Исследование процесса вытяжки заготовки “стакан”
Введение
Одной из наиболее распространенных операций обработки металлов давлением является процесс вытяжки. Наибольший интерес, с точки зрения кинематики течения материала, а, следовательно, и формообразования, представляет операция вытяжки кольцевой цилиндрической заготовки. Построение аналитических решений представляется весьма трудоемкой задачей, требующей значительных упрощений. Поэтому более перспективными для анализа этих процессов являются численные методы. Ниже на базе метода конечных элементов проведено исследование процесса вытяжки заготовки типа «стакан».
1. Расчётная схема процесса
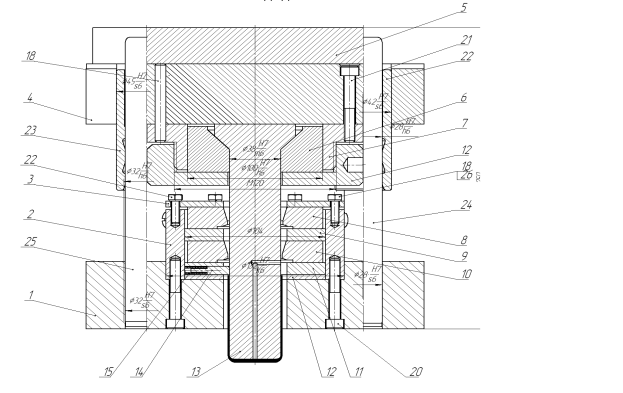
Формоизменение круглой листовой заготовки радиусом Rз и толщиной стенки Sз в матрице внутренним радиусом Rм происходит пуансоном с внешним радиусом Rп , перемещающимися в вертикальном направлении вдоль оси z с заданным перемещением u.
Расчётная схема представляет собой половину меридионального сечения осесимметричной заготовки, где ось z есть ось симметрии.
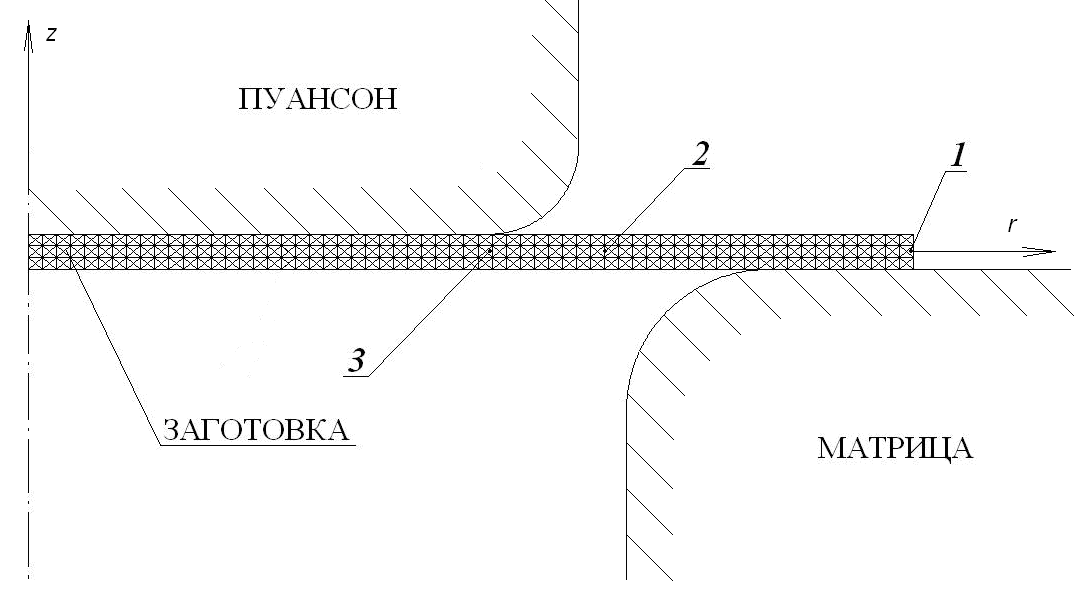
Рис. 1. Расчётная схема процесса вытяжки детали “стакан” с характерными точками.
При применении МКЭ исследуемая модель дискретизируется, то есть представляется через узловые точки, связанные конечными элементами.
При расчёте приняты следующие граничные условия:
пересечение границы инструмента запрещено в силу его непроницаемости;
узлы, расположенные на поверхности инструмента могут перемещаться только вместе с ним или вдоль него;
в случае перехода нормального давления любого узла на инструмент в область отрицательных значений узел освобождается от границы и движется свободно.
Для исследования процесса вытяжки детали типа «стакан» была взята сталь со следующими характеристиками:
Материал – сталь Х18Н10Т с модулем упругости 2 ГПа, пределом прочности 205 МПа, модулем упрочнения 549 МПа.
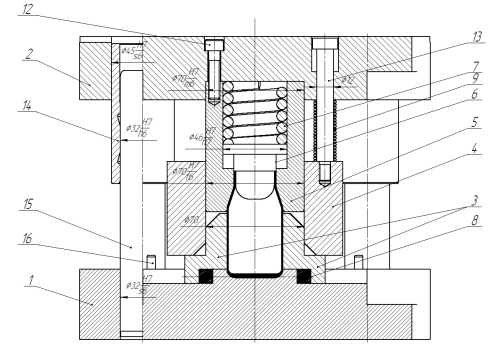
Для оценки напряжённо-деформированного состояния были рассмотрены области заготовки, отмеченные точками 1 – 3 (рис. 2). При этом точка 1 лежит на границе пуансона, точка 2 оказываются на границе пуансона и матрицы, а точка 3 лежит на свободном конце заготовки.
2. Переход от неподвижной системы координат к подвижной
Из рис. 1. видно, что до начала деформирования заготовки точки 1 и 2 находятся на одной оси с точкой 3. В неподвижной системе координат эта оcь соответствует оси z. Однако по ходу процесса, когда материал начинает втягиваться в матрицу, элементы, соответствующие точкам 1 и 2, постепенно разворачиваются относительно неподвижной оси. К концу процесса их разворот составляет 900. В результате этого возникает необходимость корректировать данные, полученные с помощью математической модели, в частности соответствие компонент напряжения и деформации их значениям. Переход от неподвижной системы координат zrθ к подвижной δρθ позволяет учитывать поворот элементов. В этом случае каждый из элементов имеет свою координатную сетку, которая устанавливается в соответствии с положением элемента в пространстве.
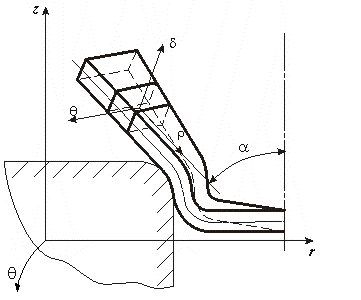
Рис. 2. Переход от неподвижной к подвижной системе координат.
Переход от неподвижной системы координат к подвижной осуществляется по формулам:
Где ![]() - угол поворота
элемента
- угол поворота
элемента
Разворот координатной сетки осуществляется на каждом этапе, начиная с первого шага процесса и заканчивая остановкой хода нагружения.
Таким образом, переход от неподвижной системы координат к подвижной δρθ позволяет корректно отслеживать изменение компонент деформации и компонент напряжения по ходу нагружения.
3. Геометрические и физические параметры процесса
3.1 Вытяжка с зазором большим толщины заготовки
Рассмотрим вариант вытяжки, когда величина зазора больше толщины вытягиваемого материала.
Вариант 1: толщина заготовки – 1,48 мм и радиус – 37 мм, радиус пуансона – 23 мм и матрицы – 25 мм.
Развитие пластической области (закрашенная часть заготовки) в процессе нагружения показано на рис 3 – 6.
Анализ приведенных рисунков показывает, что развитие пластической области начинается на краю пуансона (этап 1) и распространяется на всю внешнюю часть заготовки.
Распределение интенсивности напряжения и деформации по сечению заготовки показано на рис. 7 – 10 и рис. 11 – 14.
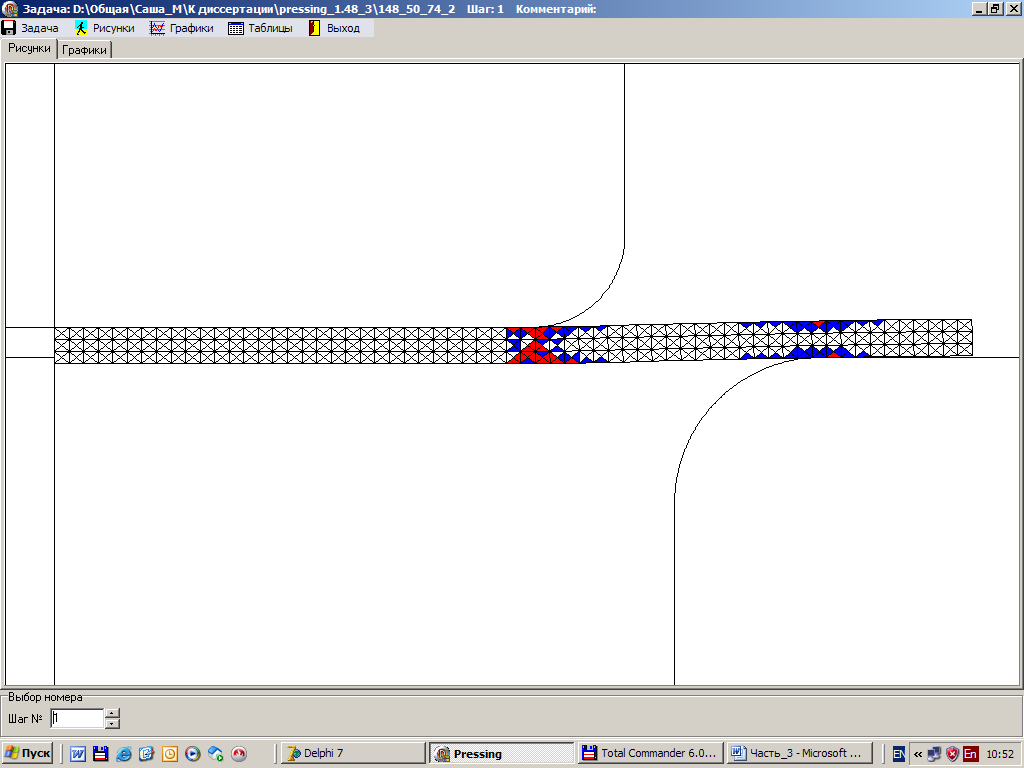
Рис. 3. Развитие пластической области. Этап 1.
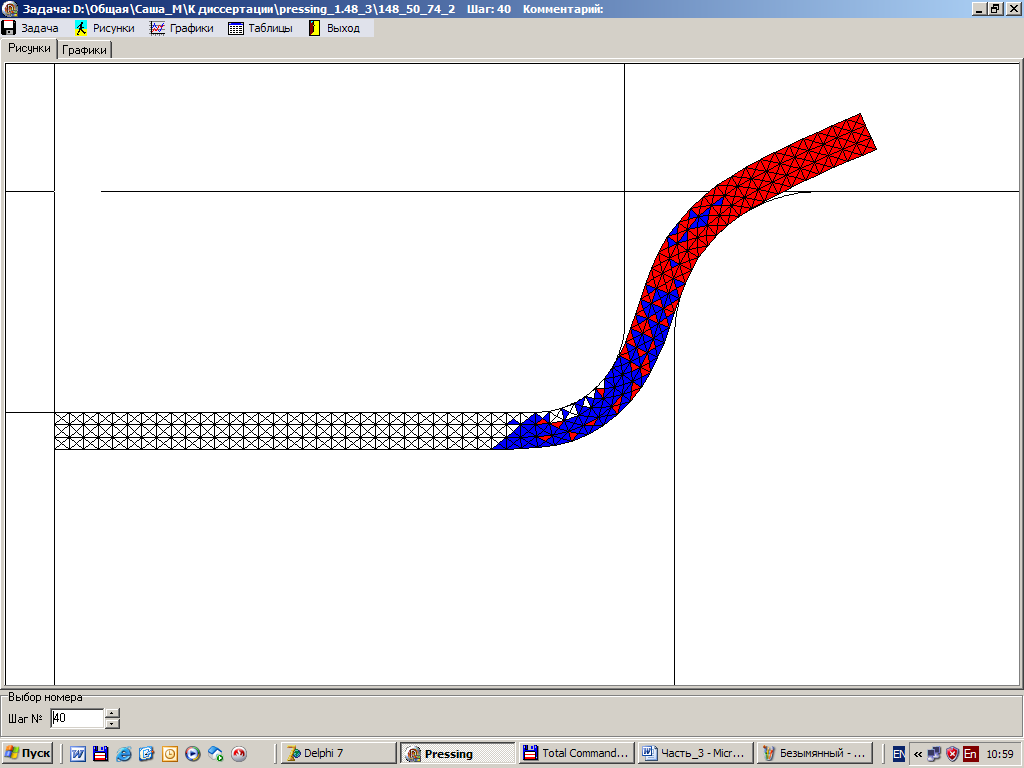
Рис. 4. Развитие пластической области. Этап 40.
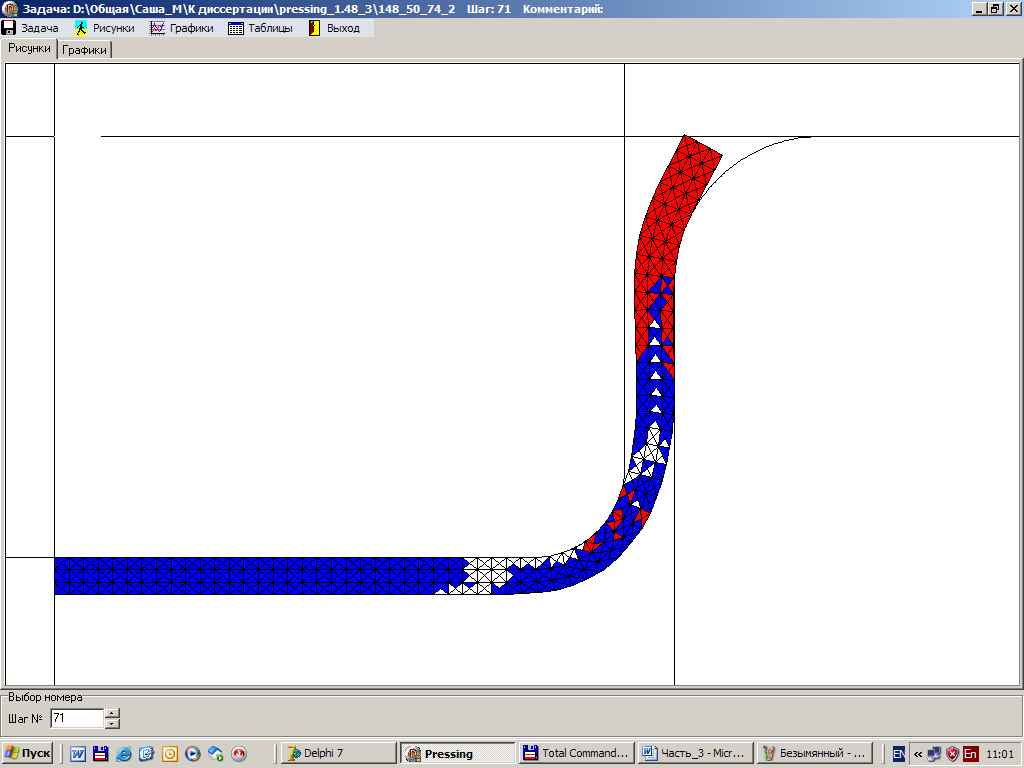
Рис. 5. Развитие пластической области. Этап 70.
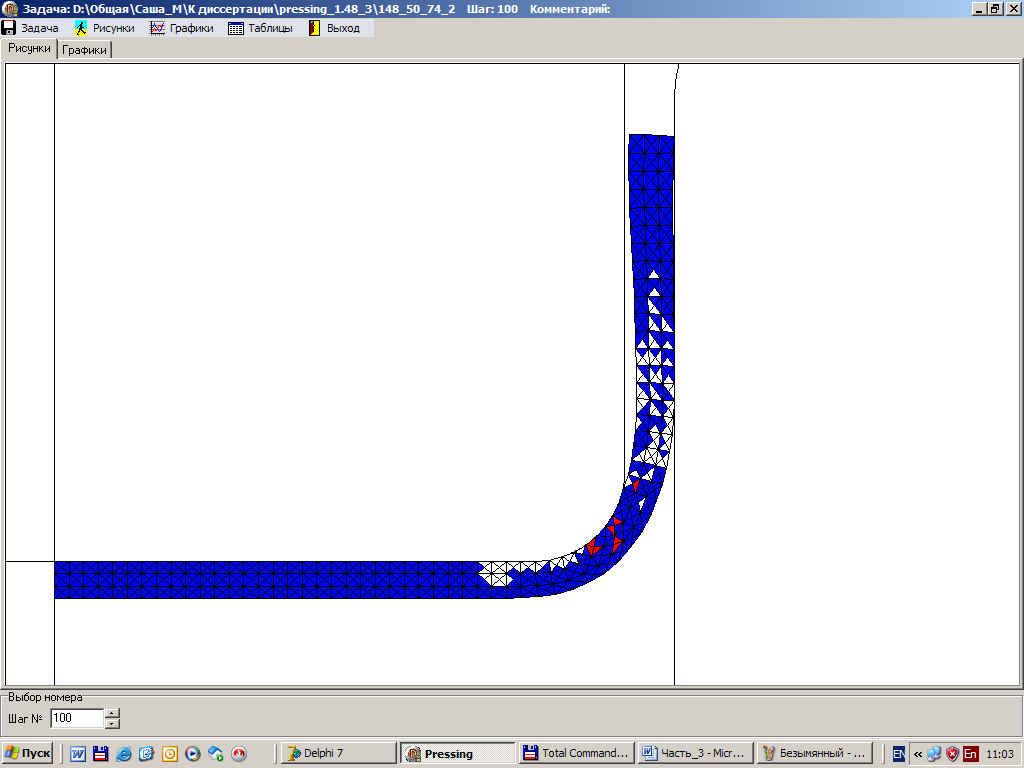
Рис. 6. Развитие пластической области. Этап 100.
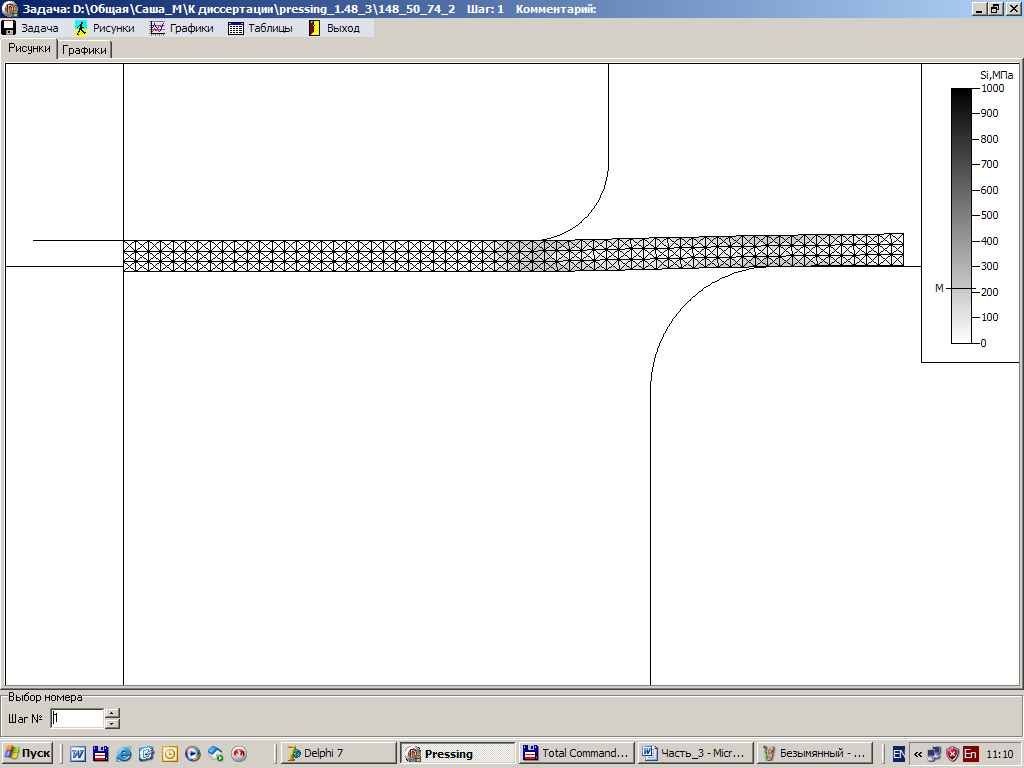
Рис. 7. Распределение интенсивности напряжения по сечению заготовки на 1 этапе нагружения.
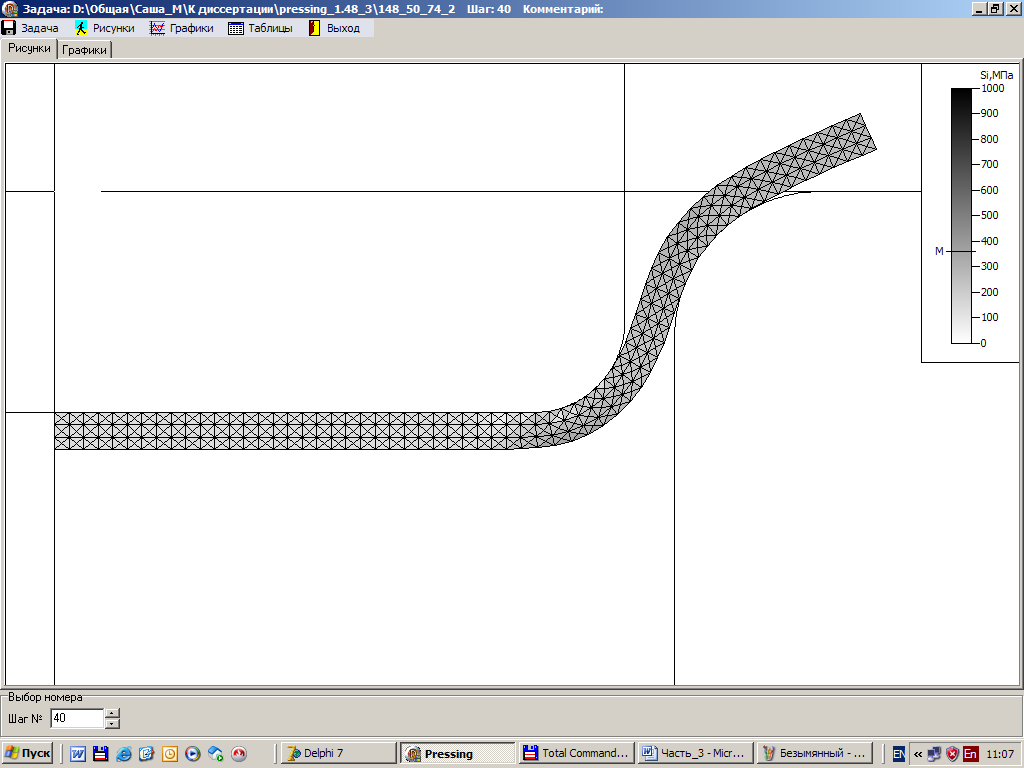
Рис. 8. Распределение интенсивности напряжения по сечению заготовки на 40 этапе нагружения.
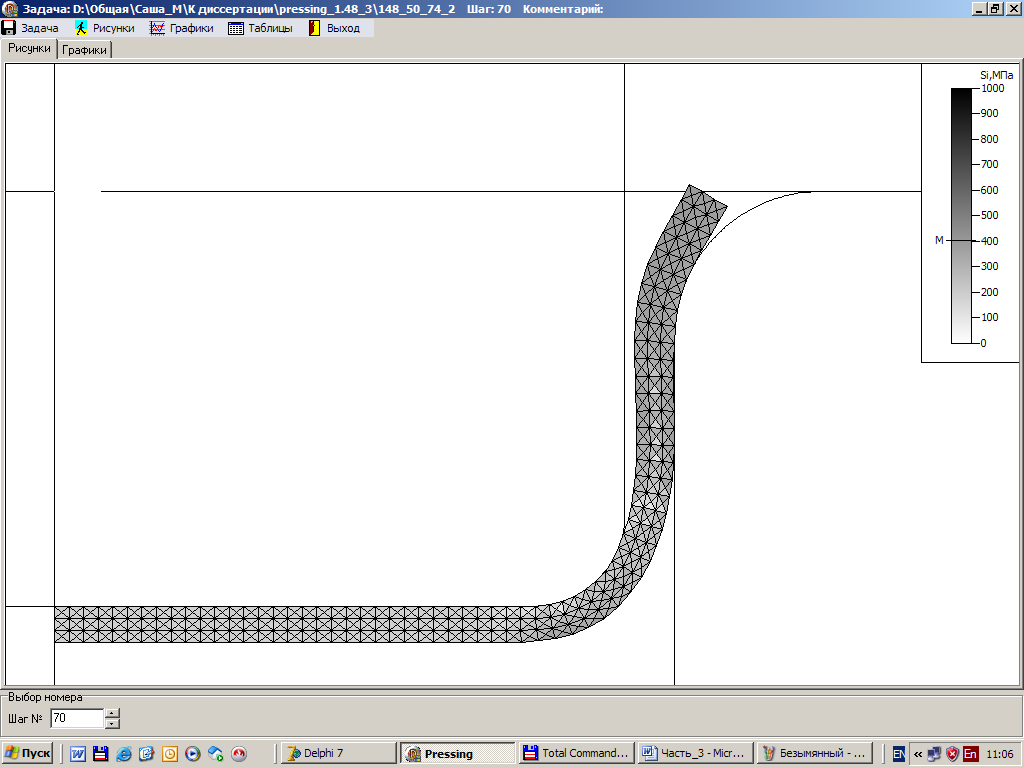
Рис. 9. Распределение интенсивности напряжения по сечению заготовки на 70 этапе нагружения.
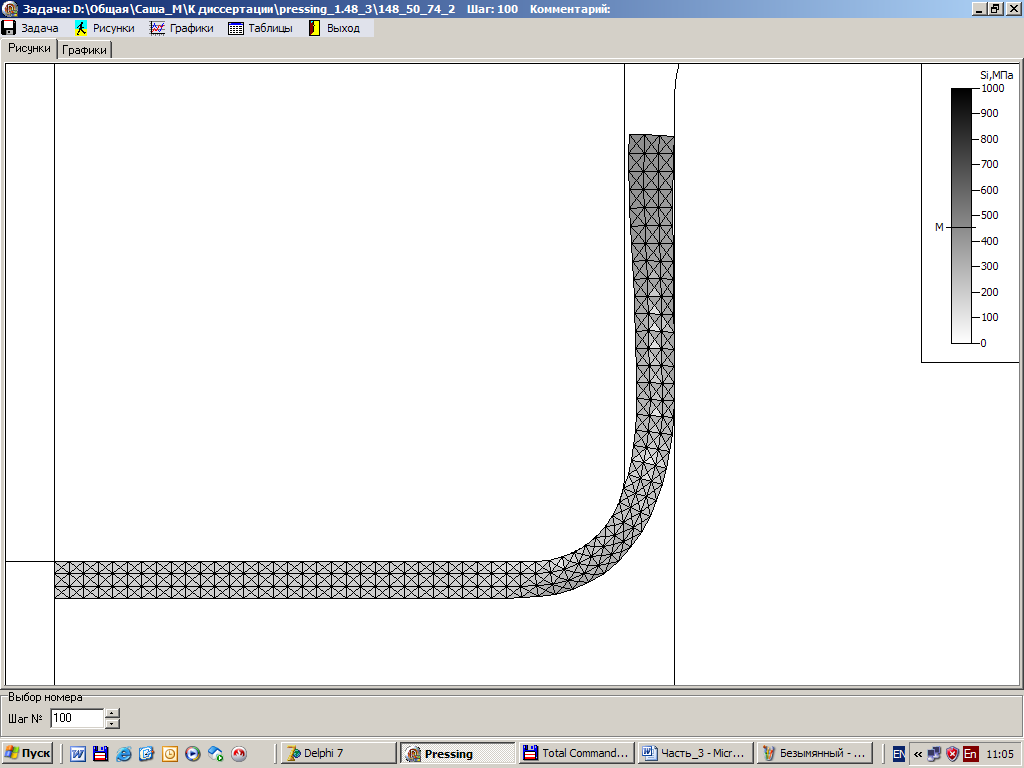
Рис. 10. Распределение интенсивности напряжения по сечению заготовки на 100 этапе нагружения.
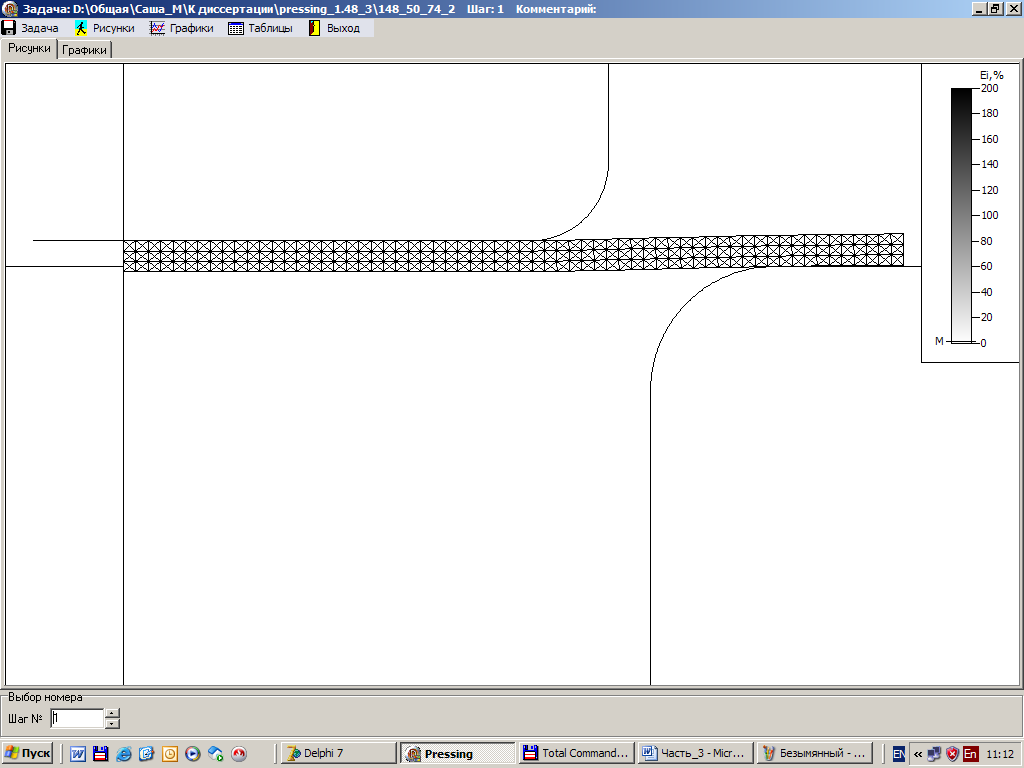
Рис. 11. Распределение интенсивности деформации по сечению заготовки на 1 этапе нагружения.
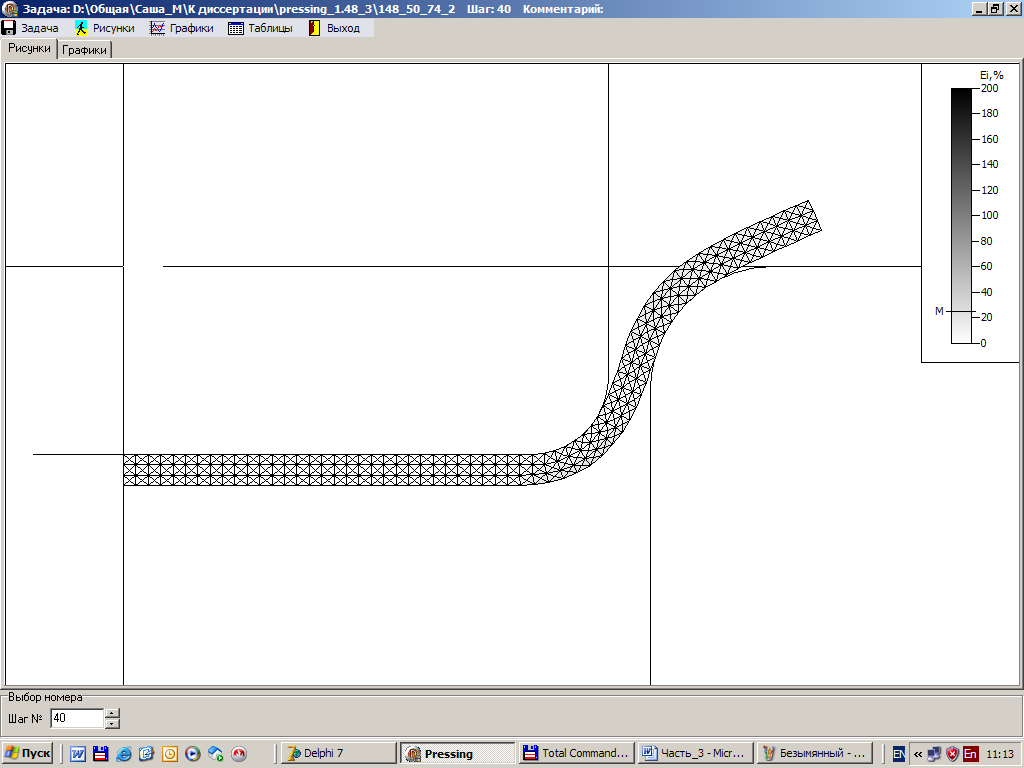
Рис. 12. Распределение интенсивности деформации по сечению заготовки на 40 этапе нагружения.
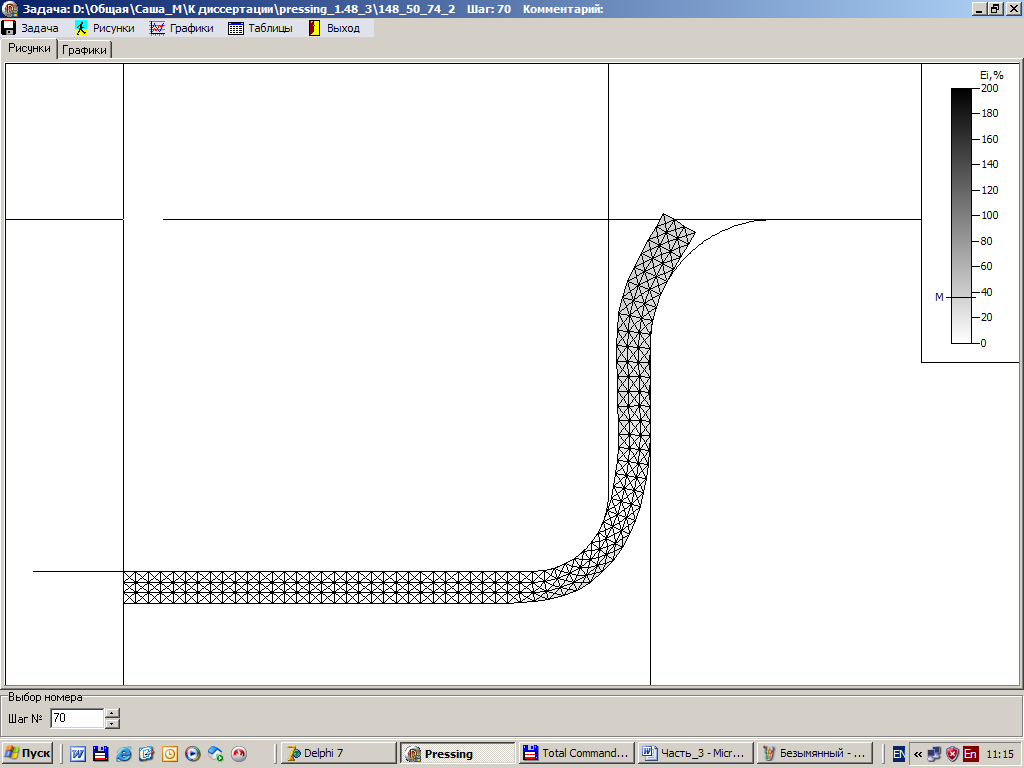
Рис. 13. Распределение интенсивности деформации по сечению заготовки на 70 этапе нагружения.
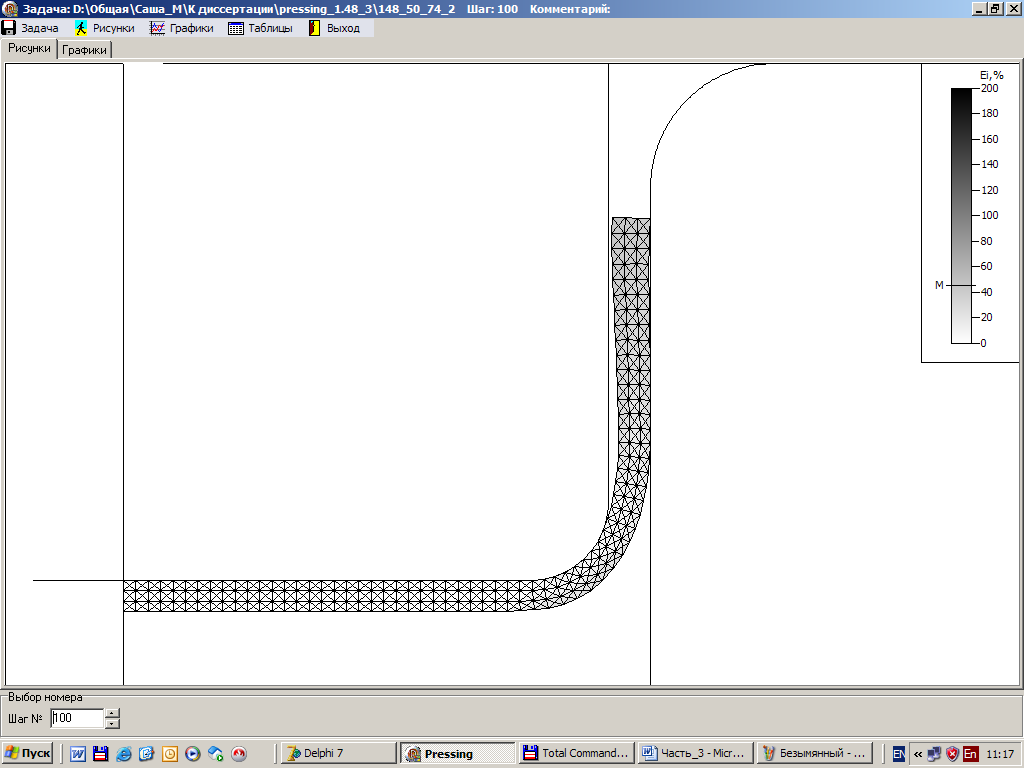
Рис. 14. Распределение интенсивности деформации по сечению заготовки на 100 этапе нагружения.
На рис. 15 – 20 представлены графики изменения компонентов напряжения и компонентов деформации.
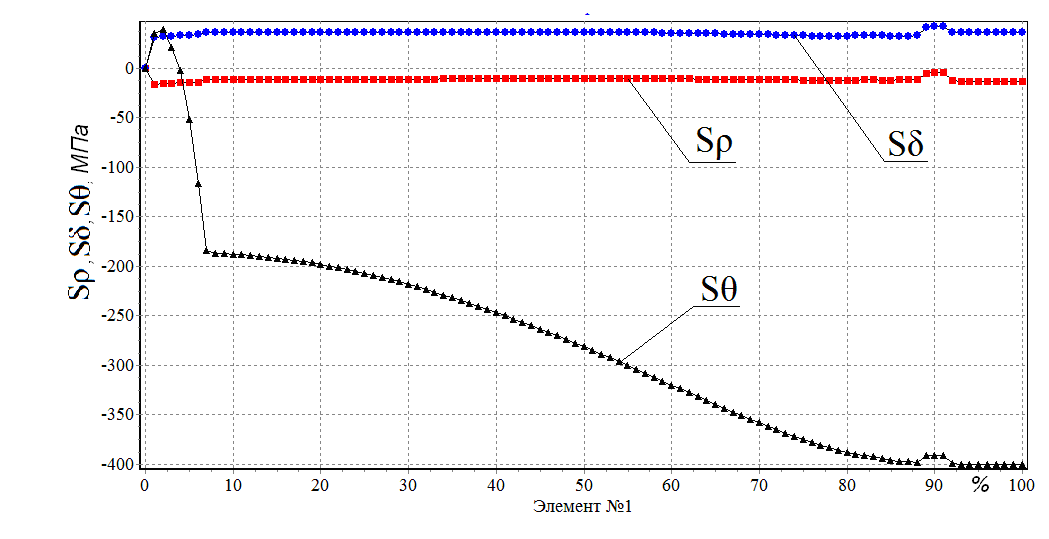
Рис. 15. Изменение
компонентов
напряжения
по ходу нагружения
для точки 1 при ![]() (вариант 1).
(вариант 1).
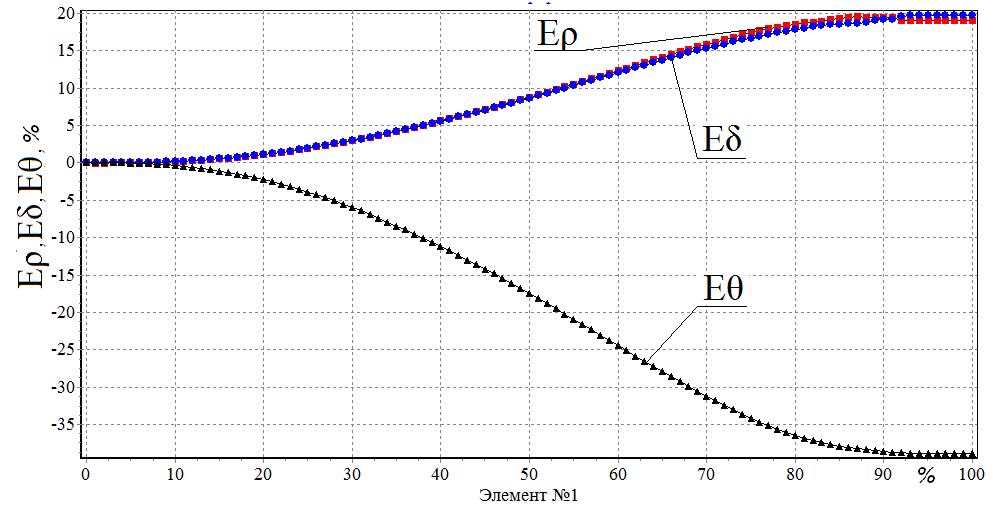
Рис. 16. Изменение
компонентов
деформации
по ходу нагружения
для точки 1 при ![]() (вариант 1).
(вариант 1).
Анализ графиков показывает, что радиальная и осевая компоненты напряжения для точки 1 незначительно колеблются возле нулевого значения, а окружная компонента на 5 шаге переходит в зону сжатия. Радиальная и тангенциальная компоненты деформации находятся в растягивающей области, а осевая – в сжимающей.
Рис. 17. Изменение
компонентов
напряжения
по ходу нагружения
для точки 2 при ![]() (вариант 1).
(вариант 1).
Рис. 18. Изменение
компонентов
деформации
по ходу нагружения
для точки 2 при ![]() (вариант 1).
(вариант 1).
Исходя из графиков видно, что радиальная и осевая компоненты напряжения находятся в зоне растяжения, а окружная компонента находится в зоне сжатия. Радиальная компонента находится в растягивающей области, осевая в сжимающей, а окружная незначительно откланяется от 0.
Рис. 19. Изменение
компонентов
напряжения
по ходу нагружения
для точки 3 при ![]() (вариант 1).
(вариант 1).
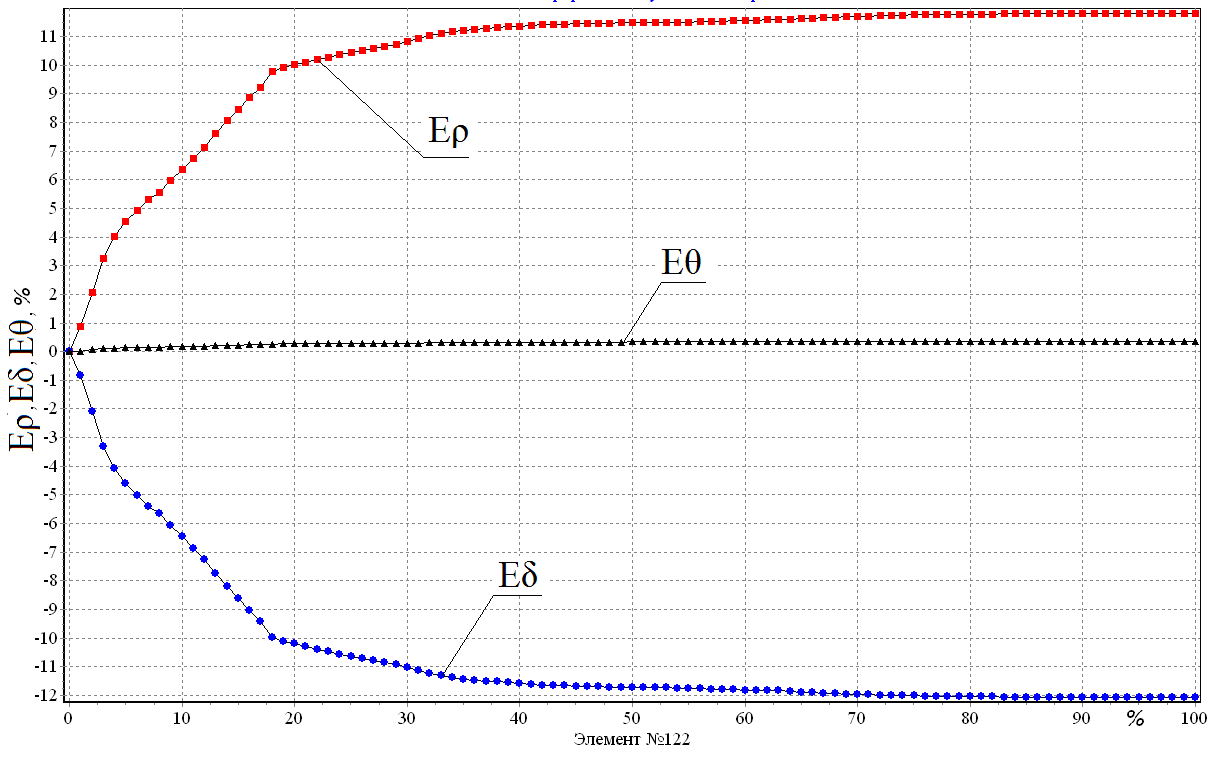
Рис. 20. Изменение
компонентов
деформации
по ходу нагружения
для точки 3 при ![]() (вариант 1).
(вариант 1).
Для точки 3 осевая компонента напряжения незначительно откланяется от 0, а радиальная и окружная компоненты находятся в зоне растяжения. Осевая и радиальная компоненты деформации находятся в зоне сжатия и зоне растяжения соответственно.
На рис. 21 представлен график силы вытяжки.
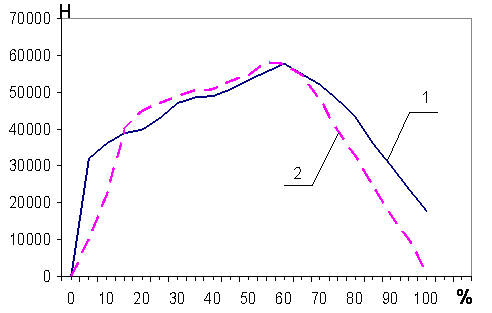
Рис. 21.Сила вытяжки (вариант 1);1 – практическая зависимость, 2 – теоретическая зависимость.
По усилию можно проследить, что оно начинает резко возрастать, когда заготовка входит в матрицу. Динамика роста усилия сохраняется вплоть до 60 шага, а затем происходит спад из-за возникновения разгрузки на донной части и участках боковой стенки заготовки. Это приводит к уменьшению площади соприкосновения заготовки с инструментом и, как следствие, к уменьшению сил трения. При анализе графиков на рис. 21 можно сделать вывод о том, что характер кривых в зависимостях, полученных теоретически и при расчете математической модели, практически идентичны.
Для данной задачи:
коэффициент вытяжки md= ;
;
расчетный коэффициент утонения стенки mS =  ;
;
достижимые значения коэффициентов md и mS составляют соответственно 0,44 и 1,0
коэффициент утонения дна заготовки: ![]() =
=  .
.
Из рис. 14 видно, что незначительное утонение стенки имеет место на участке от радиуса скругления пуансона до середины боковой стенки. Дно заготовки при вытяжке с зазором 2 мм остаётся неизменным по толщине, т.к. коэффициент утонения равен 1. Незначительное утонение боковой стенки и неизменная толщина дна объясняется небольшой площадью соприкосновения заготовки с инструментом по ходу процесса и, как следствие, возникновению небольших сил трения.
Степень формоизменения или степень деформации заготовки без утонения стенки рассчитывается по формулам:
![]() (1)
(1)
Поэтому, зная ![]() ,
найдем
,
найдем ![]() :
:
![]()
На рис. 23 – 25 представлены диаграммы пластичности материала Х18Н10Т в характерных точках (рис. 1) при вытяжке с зазором большим толщины заготовки.
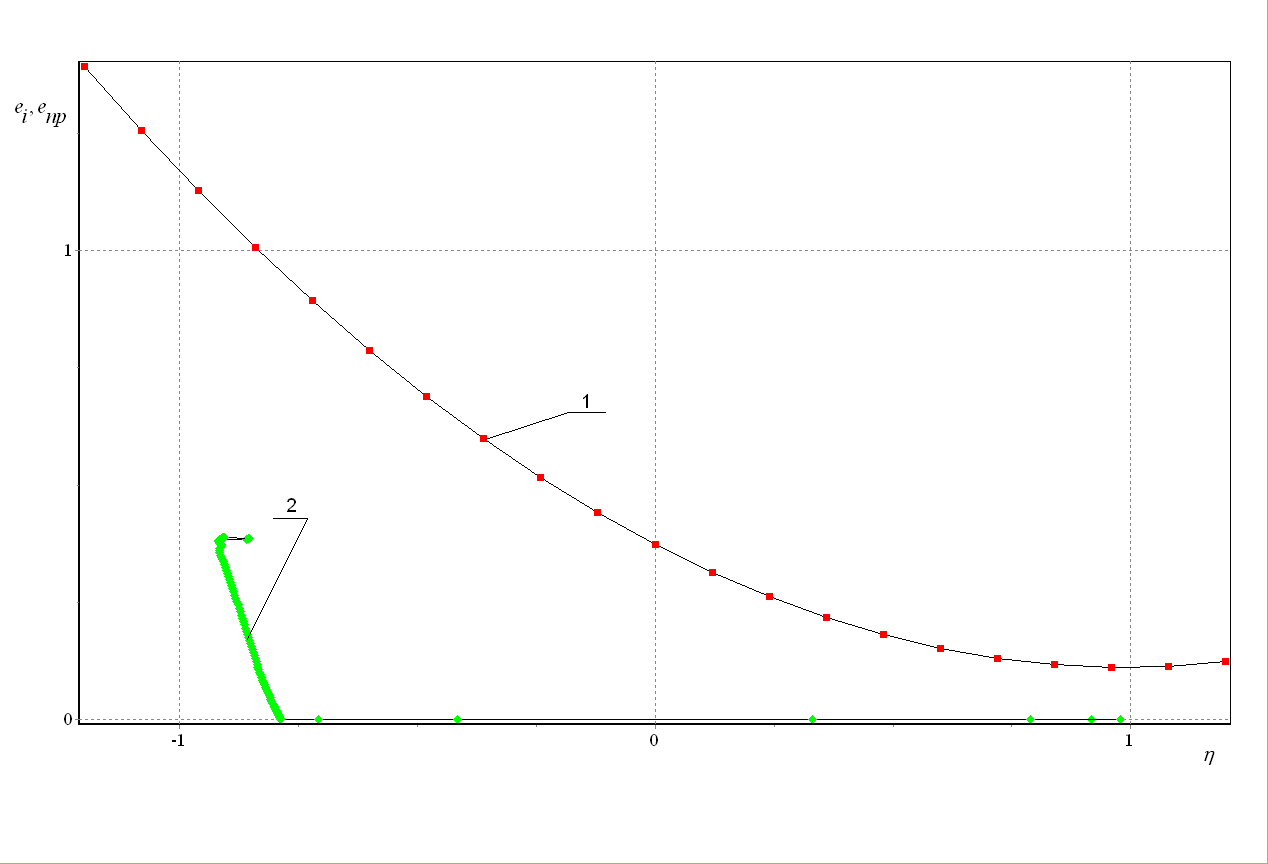
Рис. 23. Вытяжка заготовки типа стакан с зазором 2 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 1
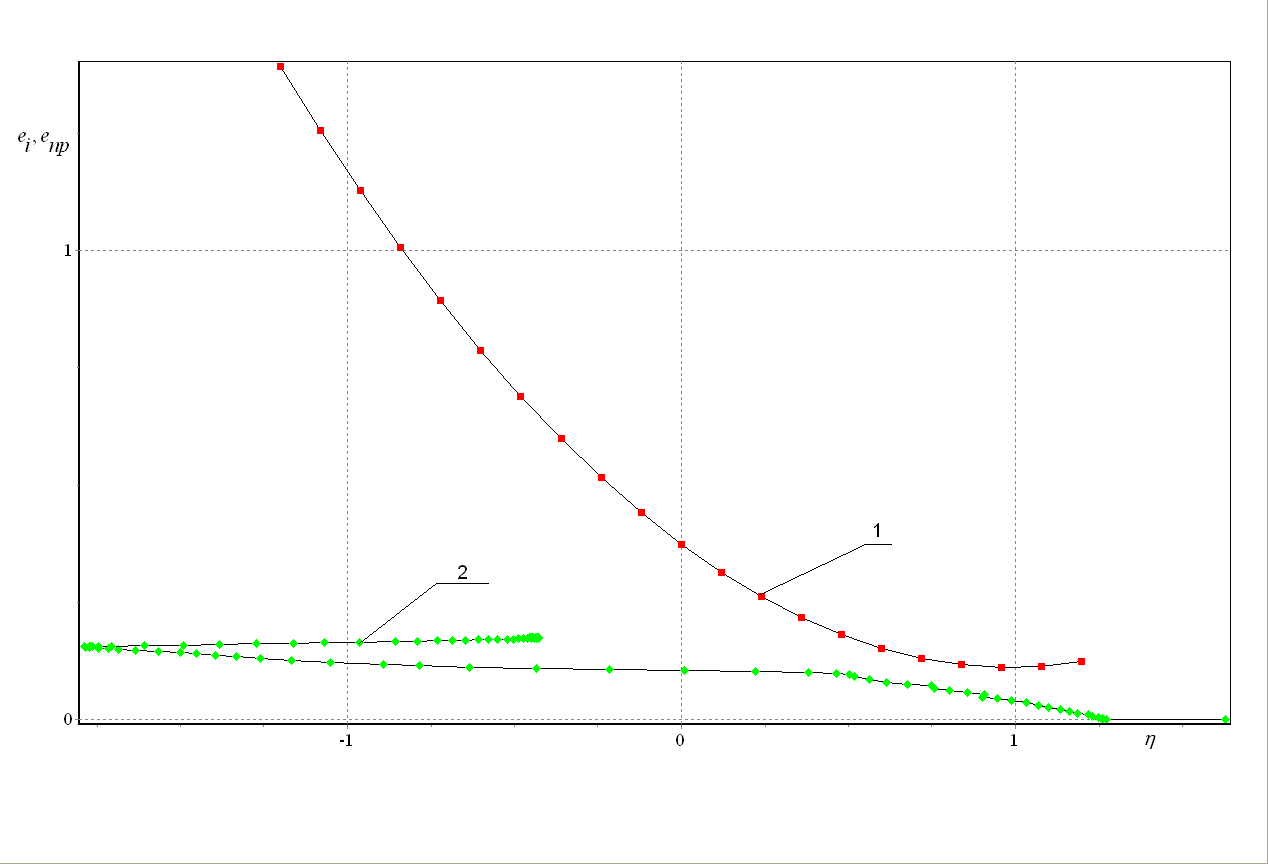
Рис. 24. Вытяжка заготовки типа стакан с зазором 2 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 2
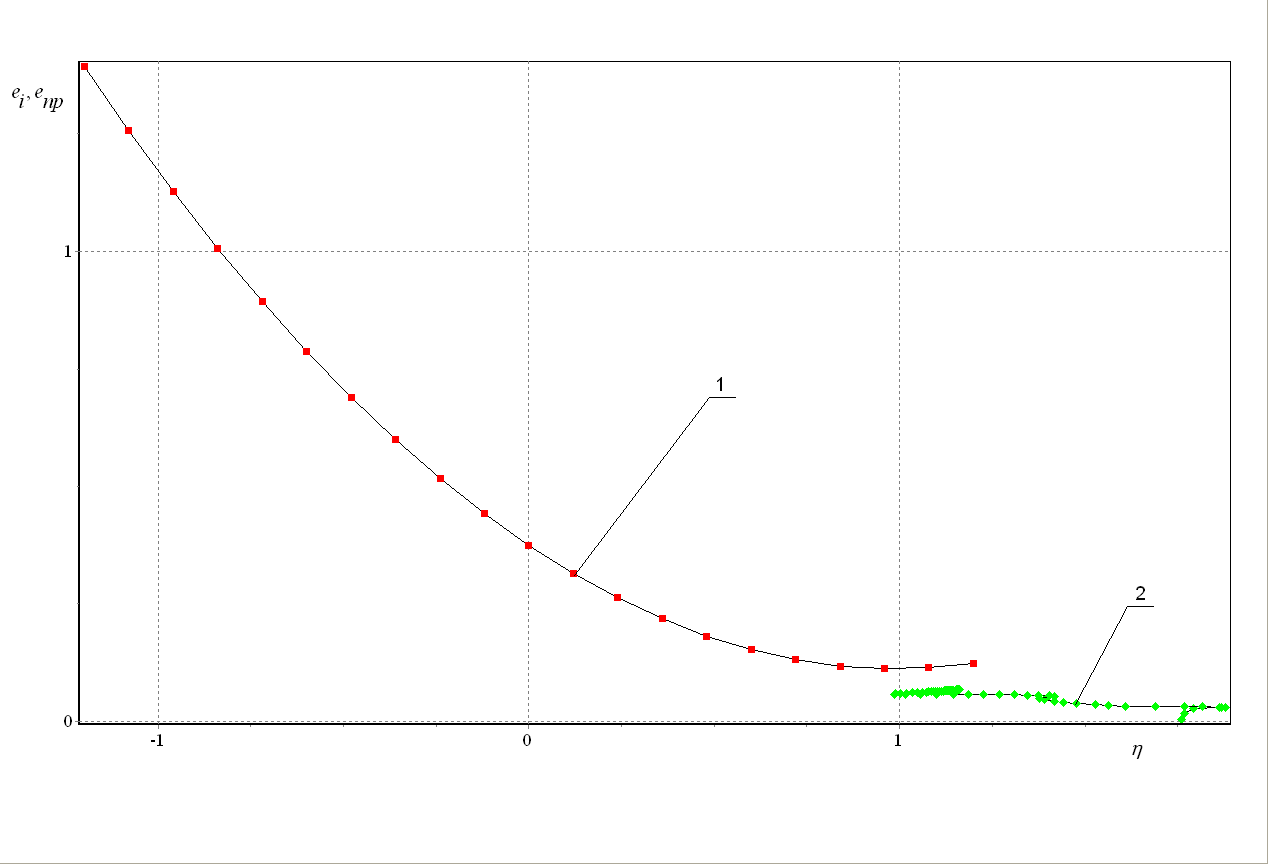
Рис. 25. Вытяжка заготовки типа стакан с зазором 2 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 3
Проанализировав диаграммы пластичности в рассматриваемых точках, сделаем вывод, что ресурса запаса пластичности достаточно для реализации процесса вытяжки без утонения с зазором большим толщины заготовки (2 мм). Однако в точке 3 разрушение наиболее возможно.
Похожие работы
... (2.17) Усилие выталкивания из пуансон-матрицы для обжима принимаем равным от потребного технологического. Оно составляет: (2.18) 2.7 Установление типа, мощности и габаритов оборудования В листовой штамповке чаще всего используются кривошипные пресса за исключением случаев, когда необходимо достижение большого хода и малого усилия, тогда применяются гидравлические пресса ...
... , а также из некоторых других материалов высокохудожественной обработки. Производство является также одним из важнейших факторов, влияющих на формирование потребительских свойств и качество ювелирных товаров. По способу производства ювелирные изделия бывают индивидуального и массового (серийного) изготовления. Основными процессами производства ювелирных изделий являются следующие: заготовка ...
... переломов ослабленных костей / Тр. конгресса Человек и его здоровье. СПб, 1999 - с. 55. 44. Воложин А.И., Курдюмов С.Г., Орловский В.П., Баринов С.М. и др. Создание нового поколения биосовместимых материалов на основе фосфатов кальция для широкого применения в медицинской практике // Технологии живых систем. 2004. Т.1, №.1. С. 41-56. 45. Безруков В.М., Григорян А.С. Гидроксилапатит как ...

... профилактики атеросклероза, беременным, а также людям с заболеваниями почек и суставов. Сок снижает артериальное давление и рекомендуется при глаукоме и ожирении. 3. Исследование качества концентрированных томатопродуктов разных производителей Популярность кетчупов на рынке продуктов питания чрезмерно высока. Сегодня растут как количество потребителей кетчупов и средняя частота потребления ...
0 комментариев