Навигация
Вытяжка с зазором большим толщины заготовки
23010
знаков
0
таблиц
68
изображений
3.2 Вытяжка с зазором большим толщины заготовки
Рассмотрим вариант вытяжки, когда величина зазора равна толщине вытягиваемого материала: толщина заготовки – 1,48 мм и радиус – 37 мм, радиус пуансона – 23,52 мм и матрицы – 25 мм.
Развитие пластической области (закрашенная часть заготовки) в процессе нагружения показано на рис 26 – 29.
Исходя из рисунков видно, что развитие пластической области начинается на краю пуансона (этап 1) и распространяется на всю внешнюю часть заготовки.
Распределение интенсивности напряжения и деформации по сечению заготовки показано на рис. 30 – 33.
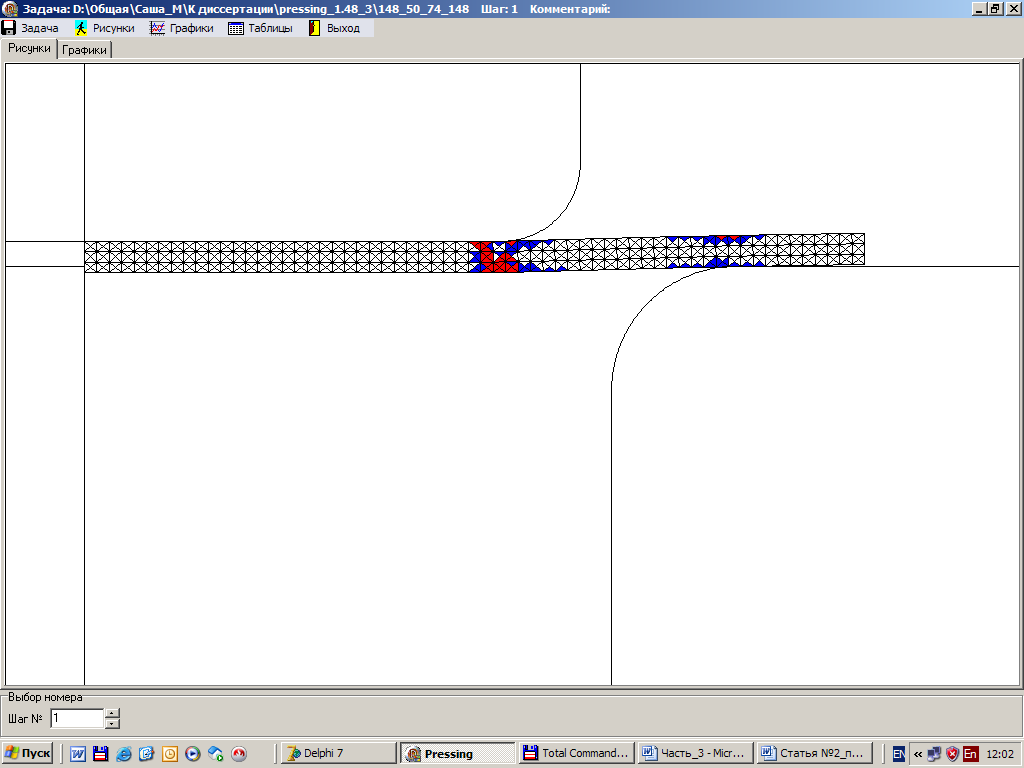
Рис. 26. Развитие пластической области. Этап 1.
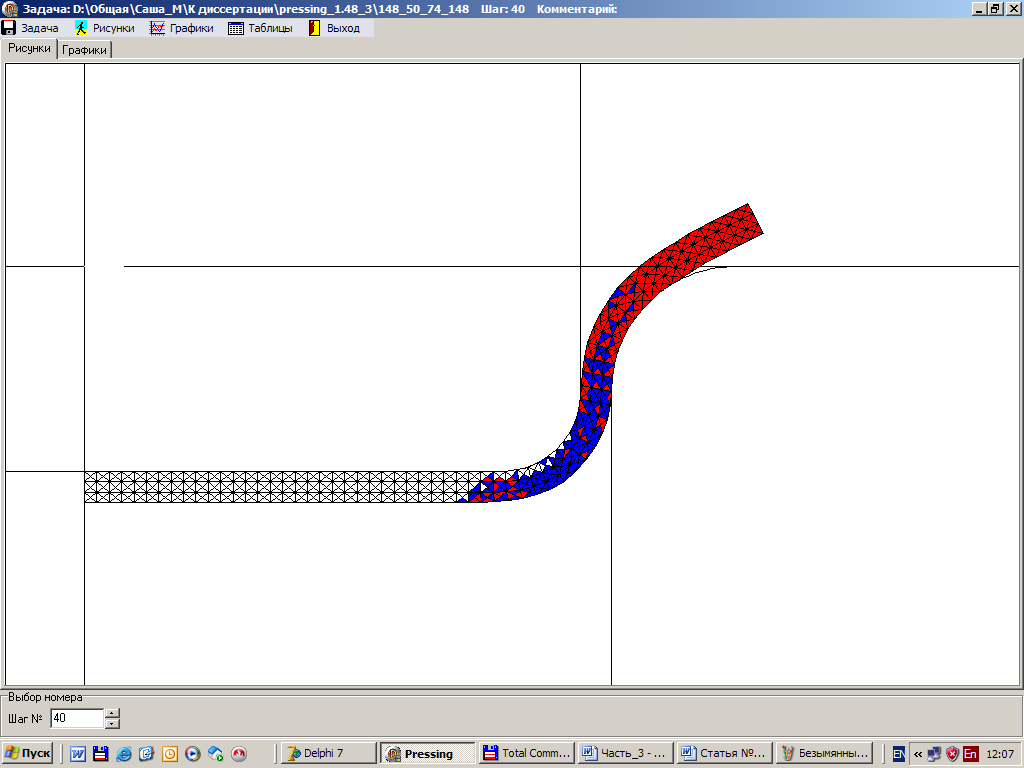
Рис. 27. Развитие пластической области. Этап 40.
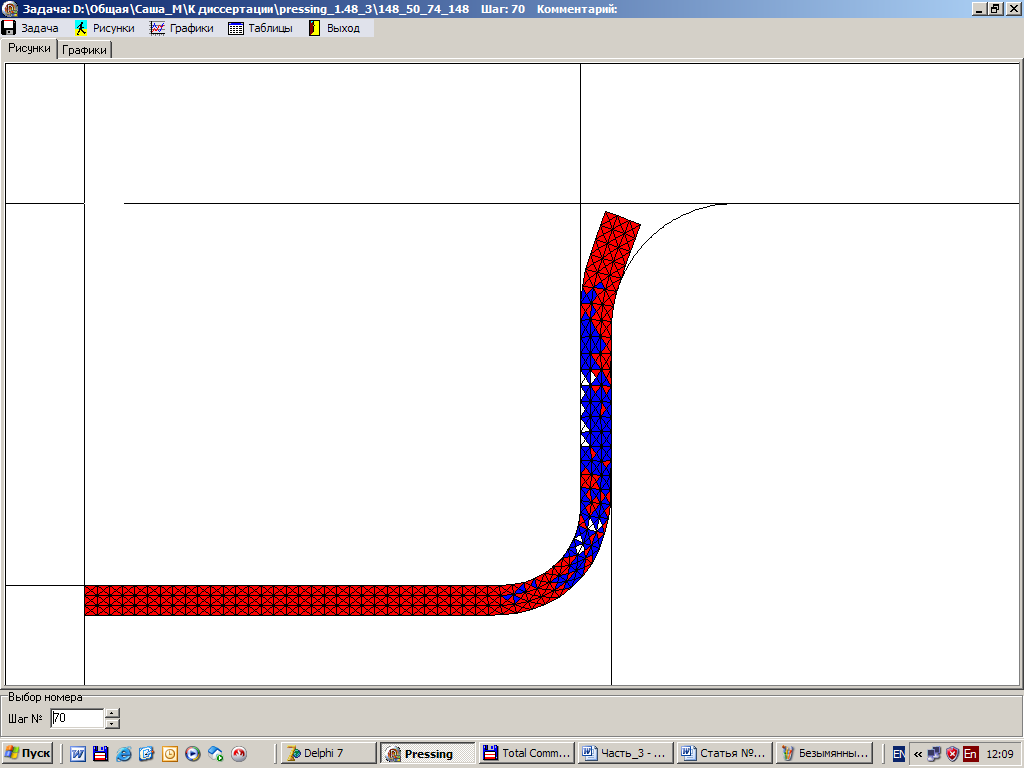
Рис. 28. Развитие пластической области. Этап 70.
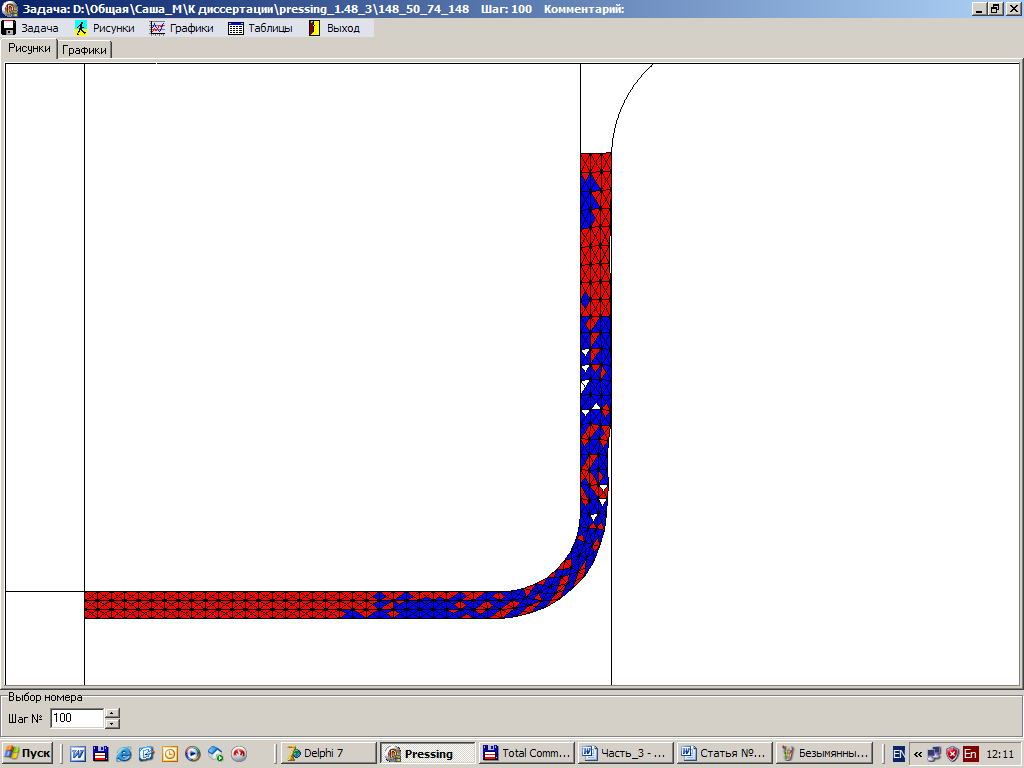
Рис. 29. Развитие пластической области. Этап 100.
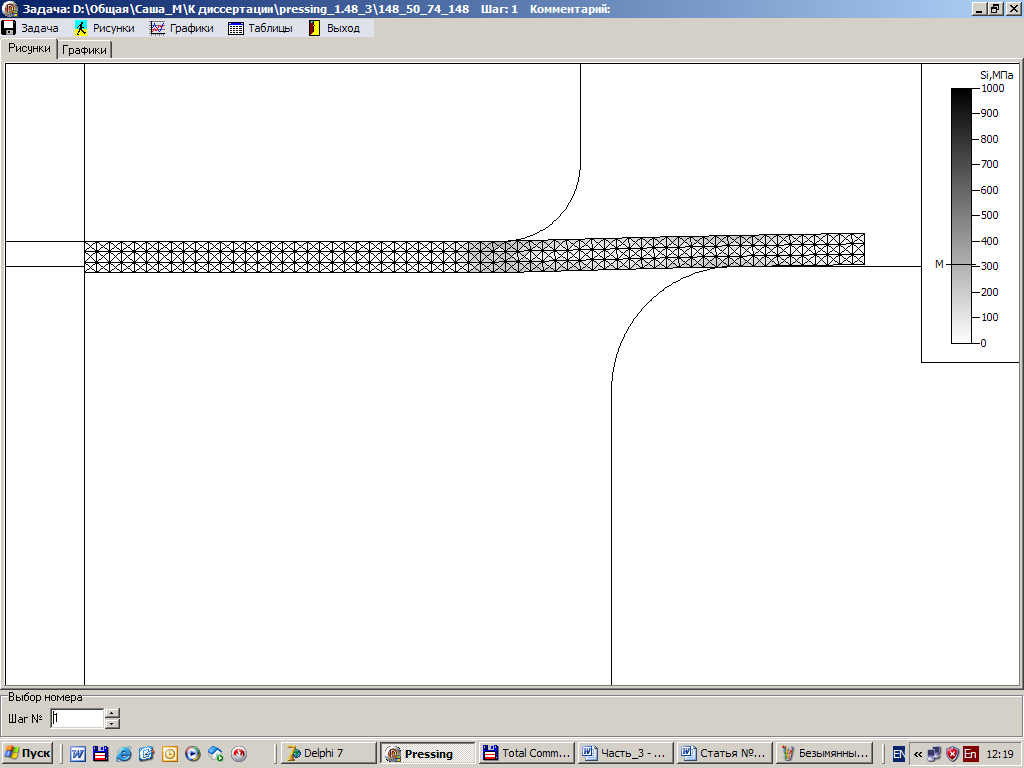
Рис. 30. Распределение интенсивности напряжения по сечению заготовки на 1 этапе нагружения.
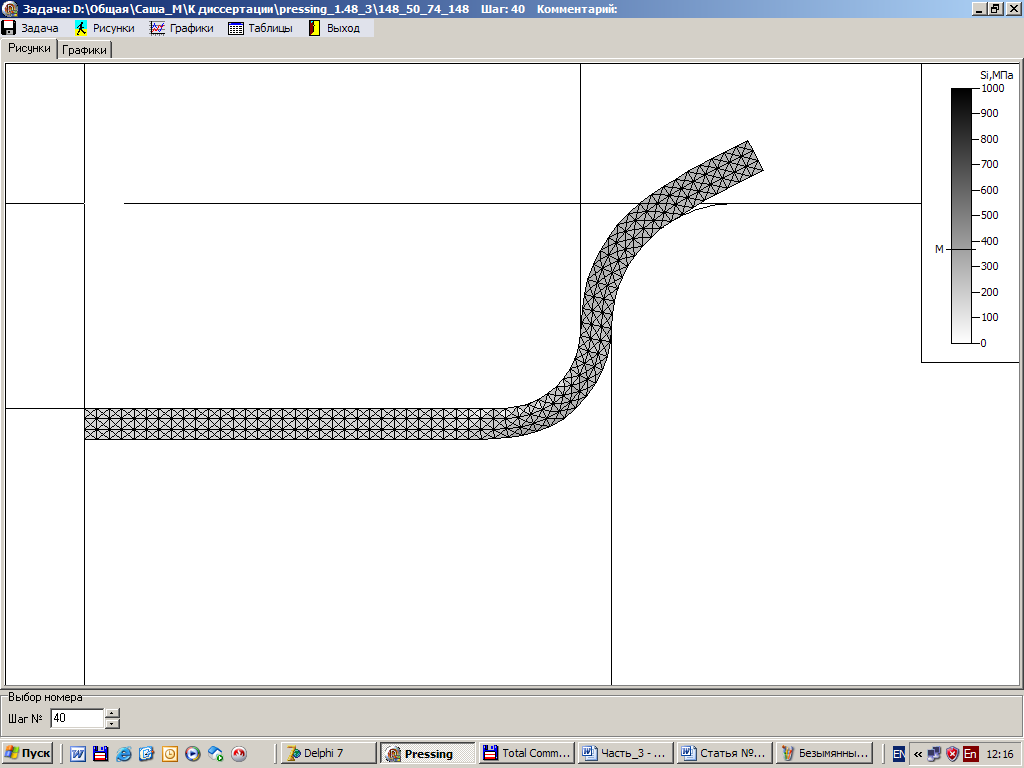
Рис. 31. Распределение интенсивности напряжения по сечению заготовки на 40 этапе нагружения.
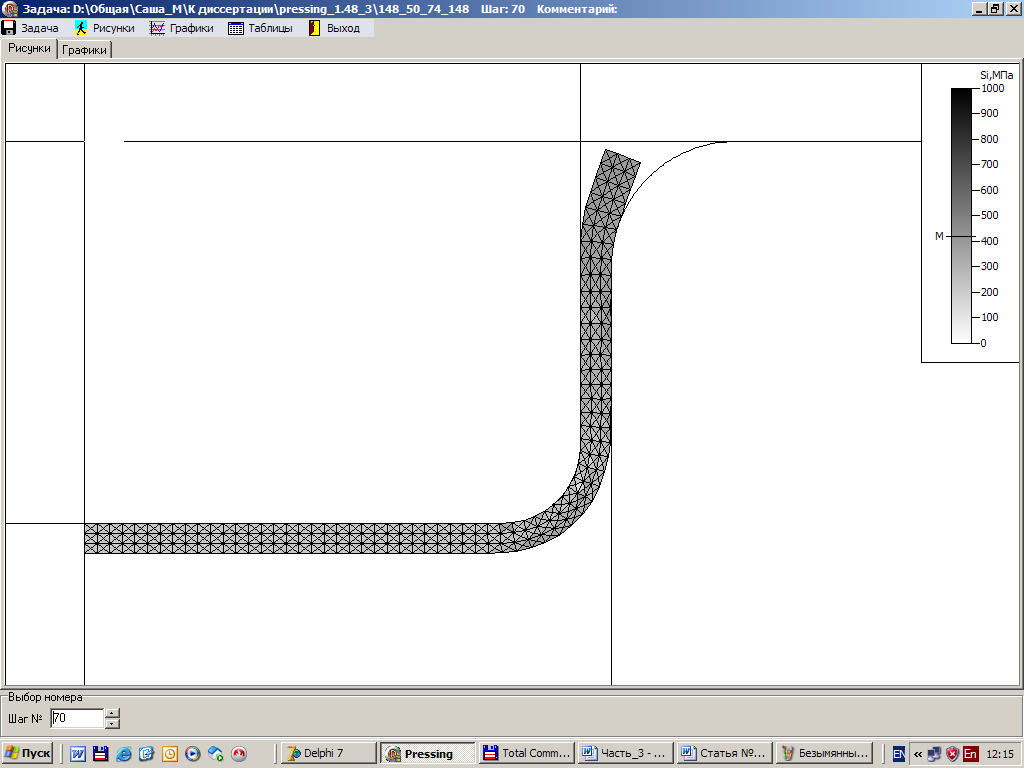
Рис. 32. Распределение интенсивности напряжения по сечению заготовки на 70 этапе нагружения.
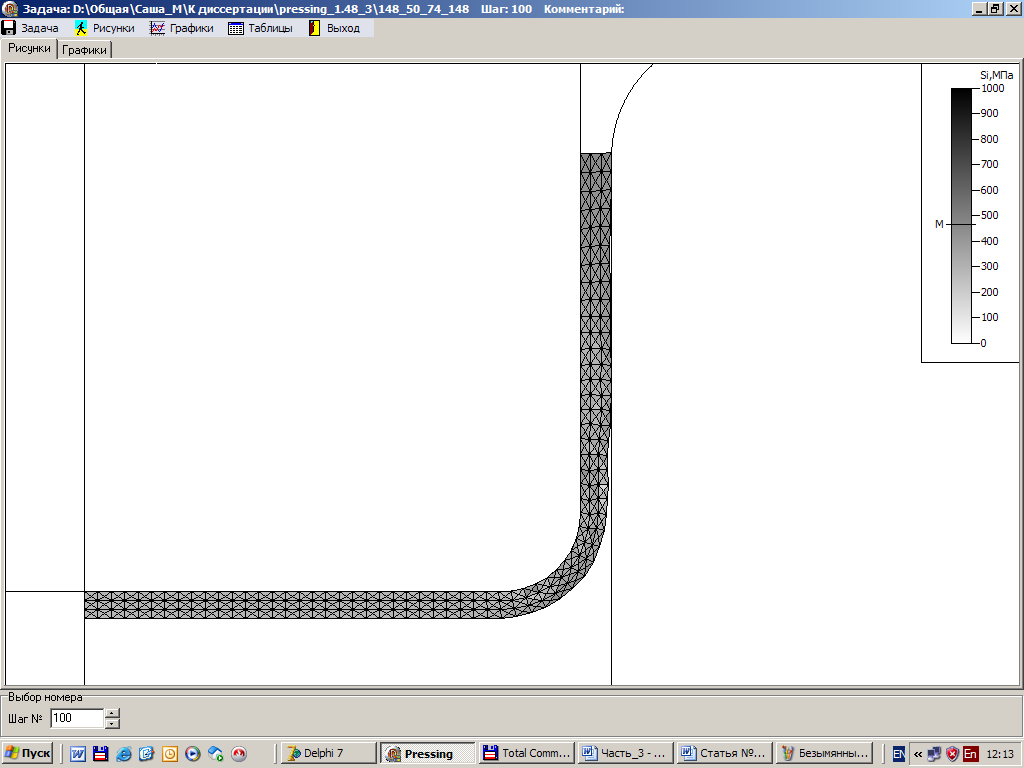
Рис. 33. Распределение интенсивности напряжения по сечению заготовки на 100 этапе нагружения.
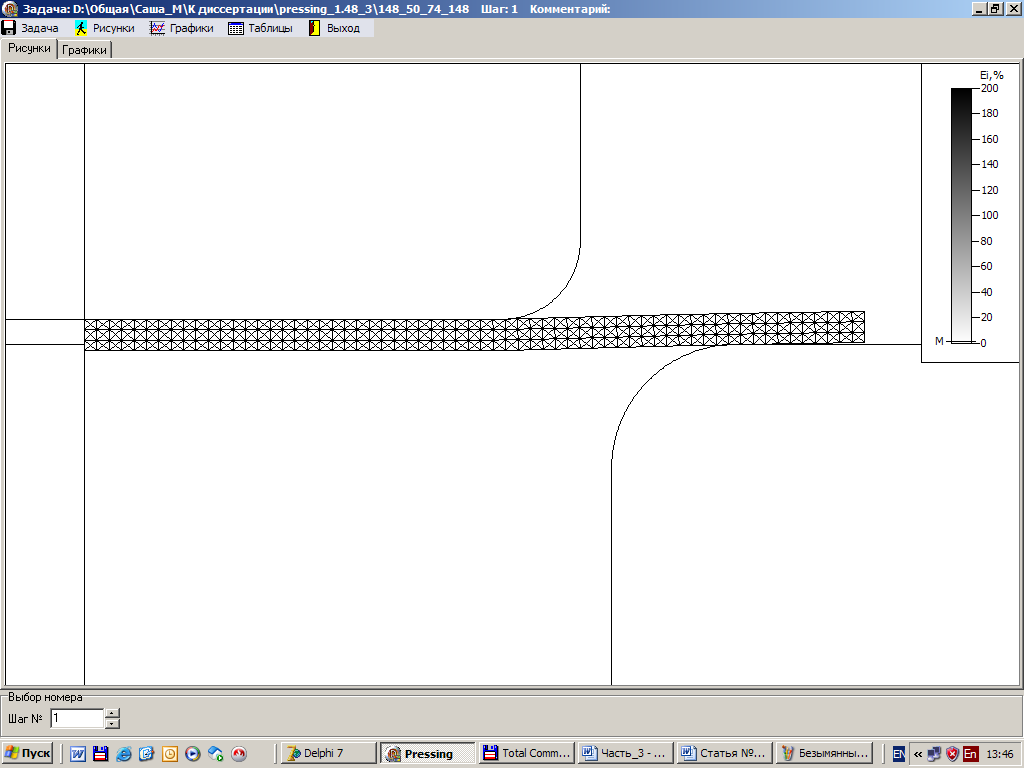
Рис. 34. Распределение интенсивности деформации по сечению заготовки на 1 этапе нагружения.
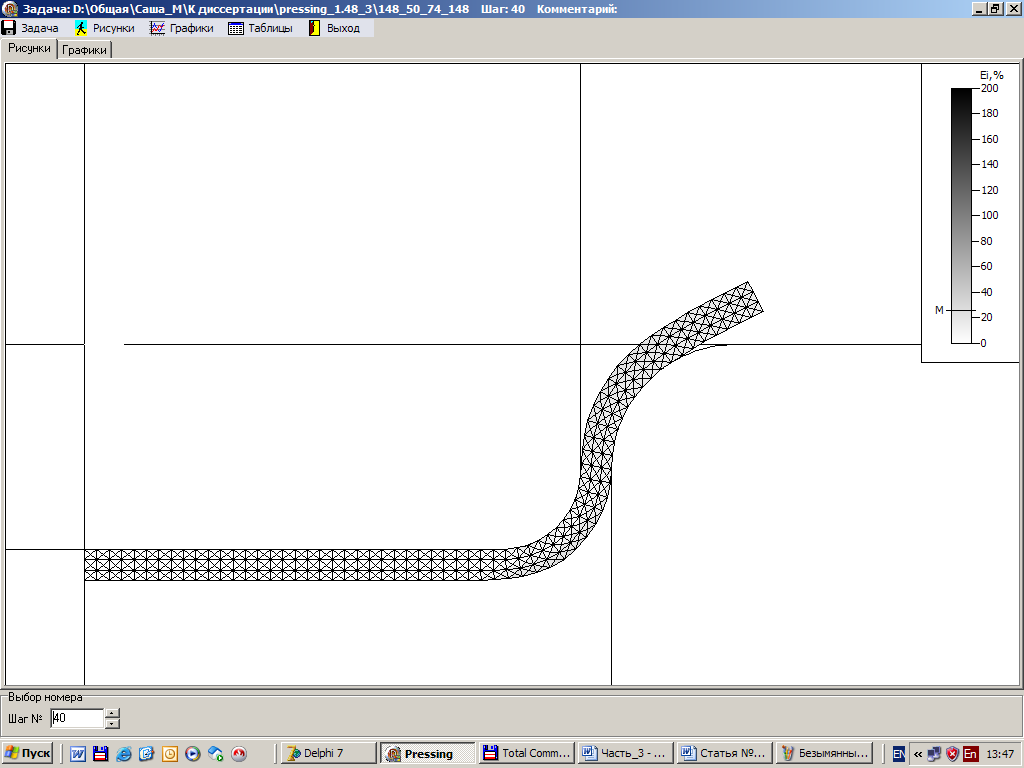
Рис. 35. Распределение интенсивности деформации по сечению заготовки на 40 этапе нагружения.
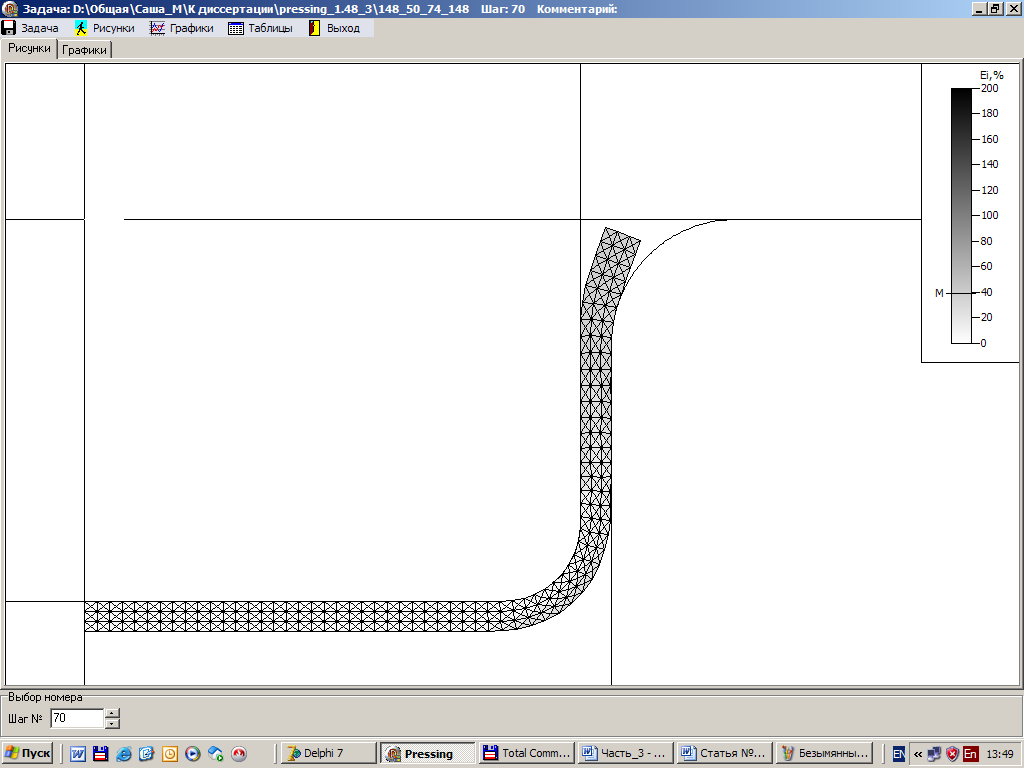
Рис. 36. Распределение интенсивности деформации по сечению заготовки на 70 этапе нагружения.
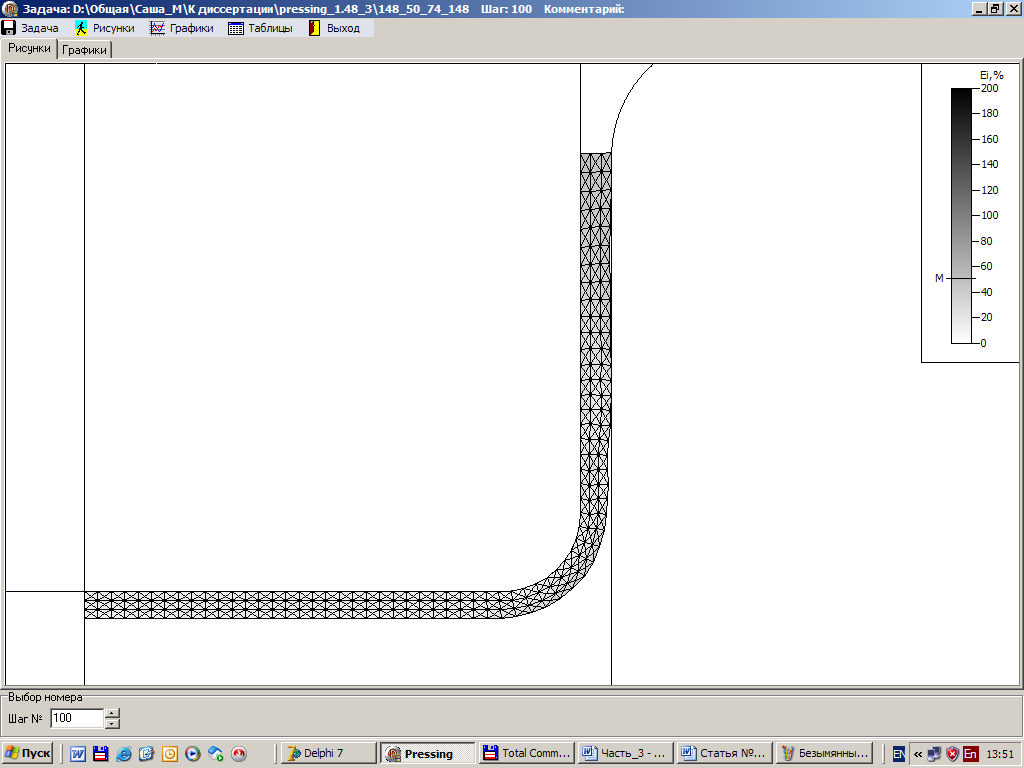
Рис. 37. Распределение интенсивности деформации по сечению заготовки на 100 этапе нагружения.
На рис. 38- представлены графики изменения компонентов напряжения и компонентов деформации.
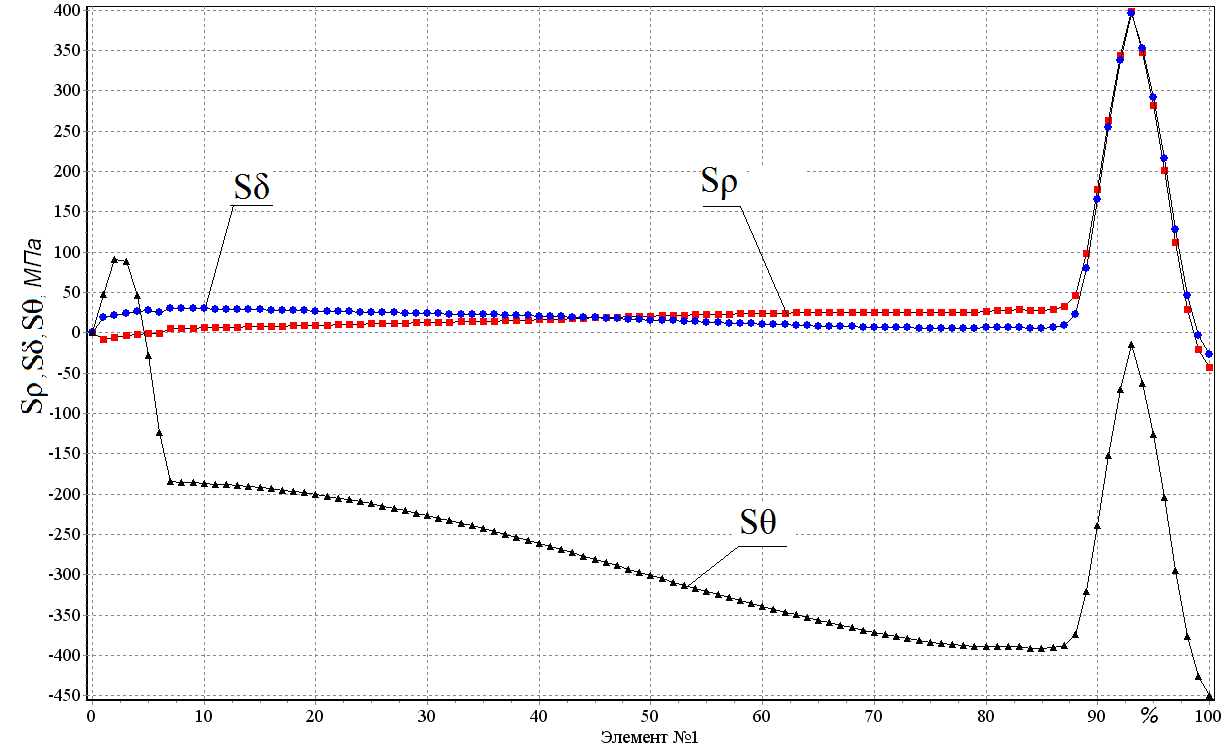
Рис. 38. Изменение
компонентов
напряжения
по ходу нагружения
для точки 1 при ![]() (вариант 2).
(вариант 2).
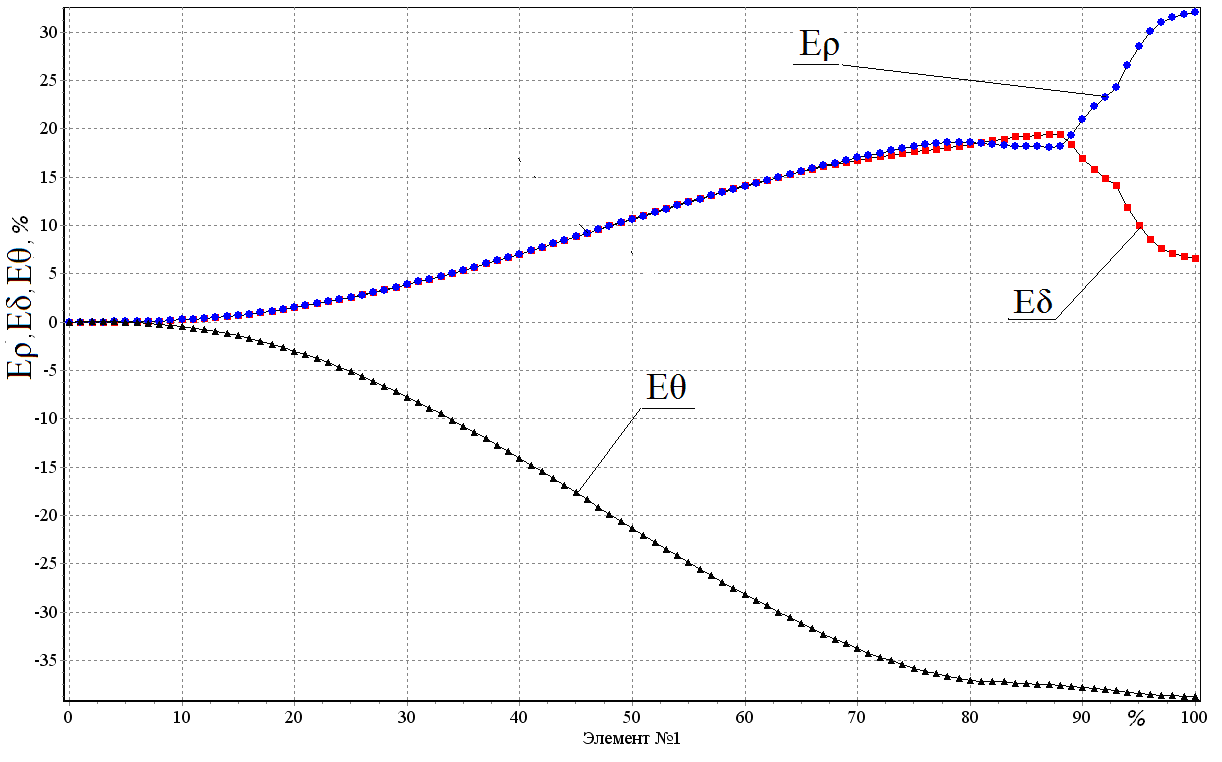
Рис. 39. Изменение
компонентов
деформации
по ходу нагружения
для точки 1 при ![]() (вариант 2).
(вариант 2).
Радиальная и осевая компоненты по ходу нагружения в данном случае практически не отклоняются от нулевого значения, а окружная компонента находится в зоне сжатия. Осевая и радиальная компоненты деформации находятся в зоне растяжения, а окружная в зоне сжатия. Резкий скачек компонент напряжения и радиальной и осевой компонент деформации на 94 шаге обуславливается втягиванием концевой части заготовки в зазор между матрицей и пуансоном.
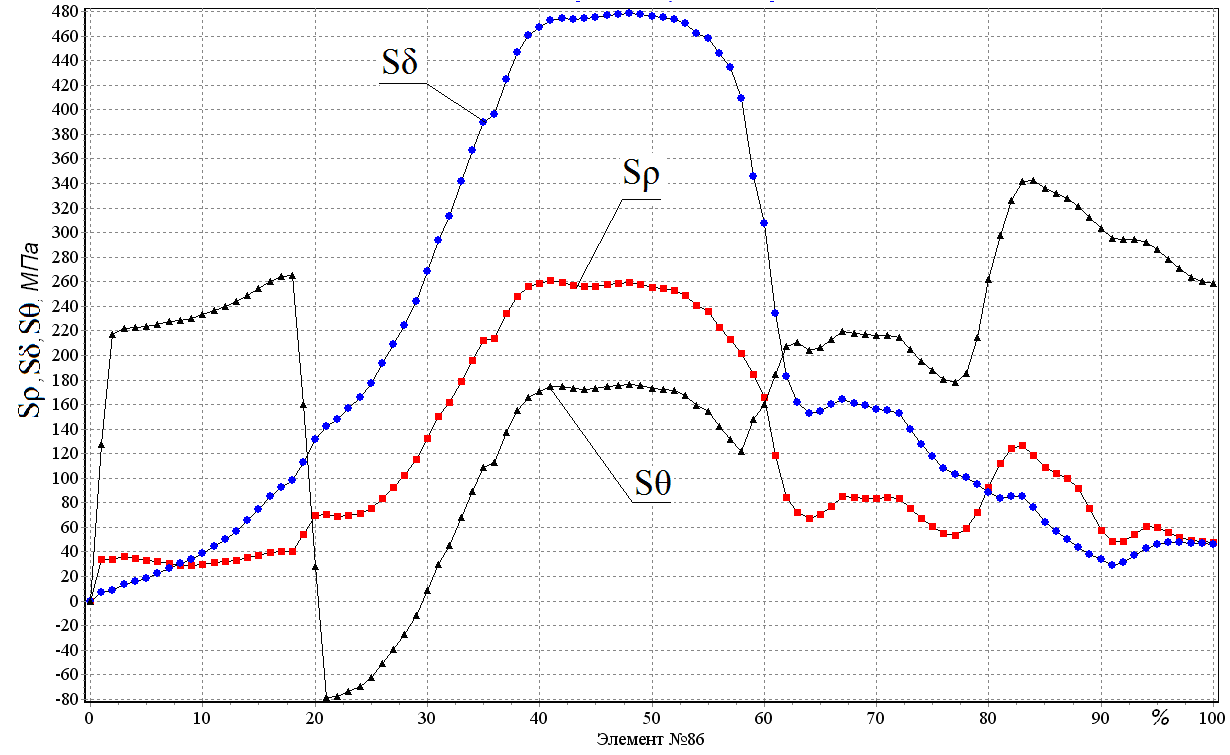
Рис. 40. Изменение
компонентов
напряжения
по ходу нагружения
для точки 2 при ![]() (вариант 2).
(вариант 2).
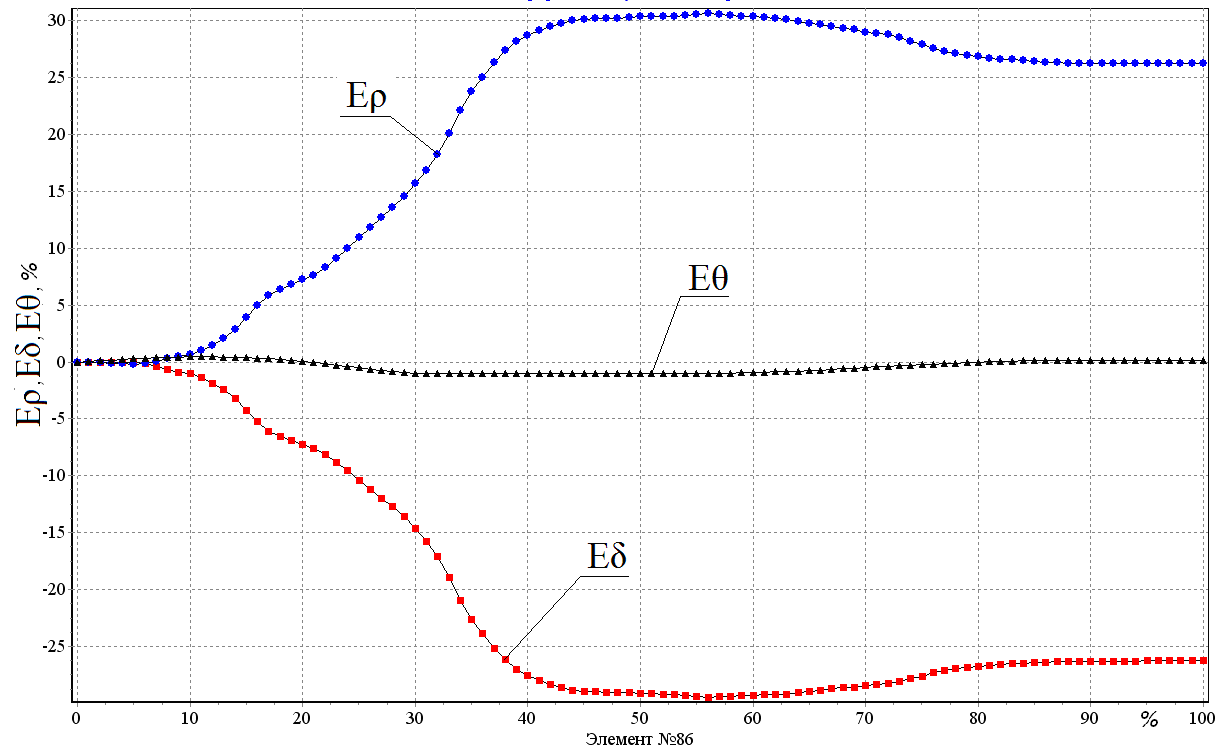
Рис. 41. Изменение
компонентов
деформации
по ходу нагружения
для точки 2 при ![]() (вариант 2).
(вариант 2).
Установлено, что осевая и радиальная компоненты напряжения в зоне растяжения до 50 шага возрастают, а затем падают до 0; окружная компонента на 18 шаге переходит из зоны растяжения в зону сжатия. Радиальная и осевая компоненты деформации находятся в зоне растяжения и зоне сжатия соответственно.
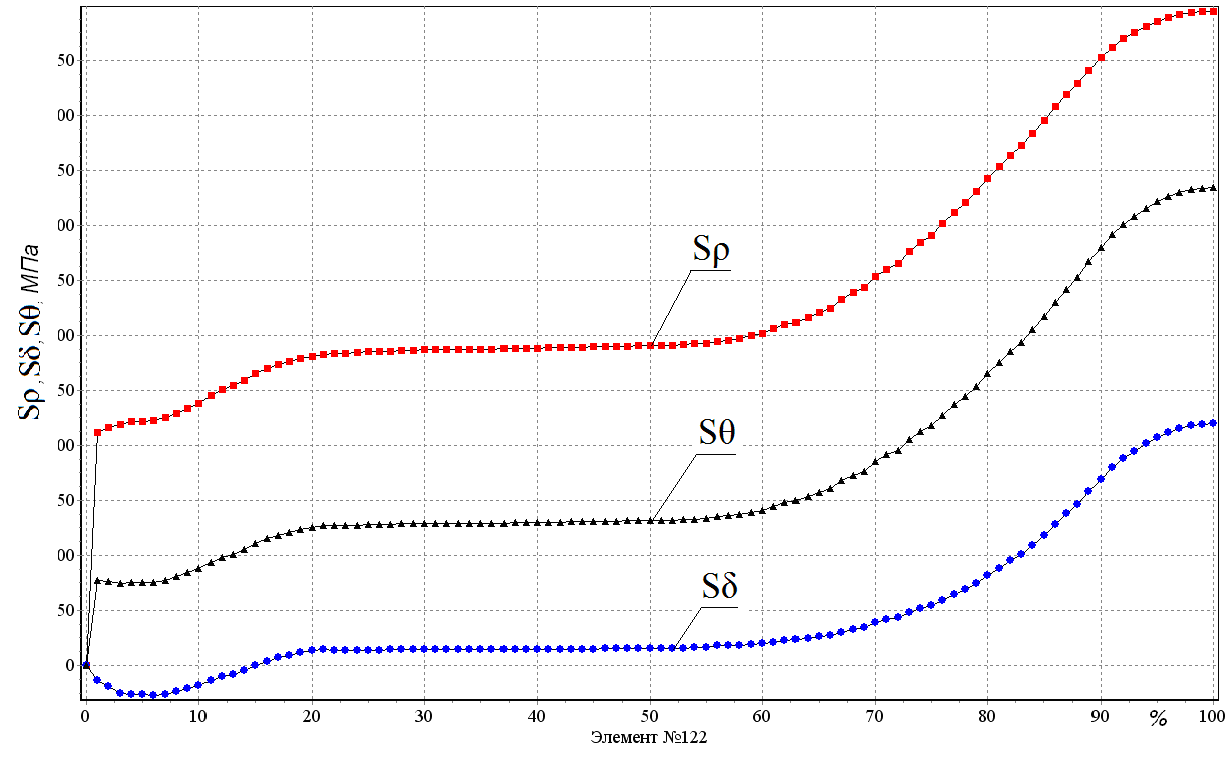
Рис. 42. Изменение
компонентов
напряжения
по ходу нагружения
для точки 3 при ![]() (вариант 2).
(вариант 2).
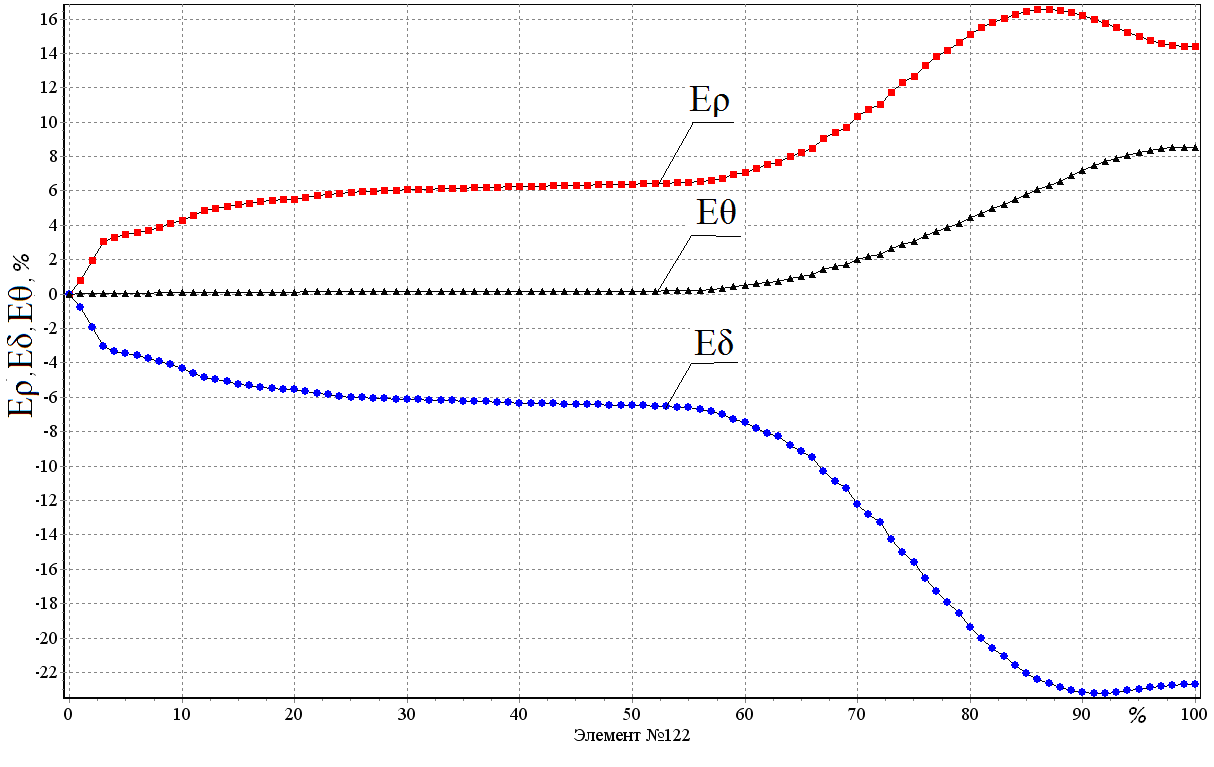
Рис. 43. Изменение
компонентов
деформации
по ходу нагружения
для точки 3 при ![]() (вариант 2).
(вариант 2).
Укажем, что все компоненты напряжений являются растягивающими. Радиальная и осевая компоненты деформации находятся в зоне сжатия и зоне растяжения соответственно.
На рис. 44 представлен график силы вытяжки.
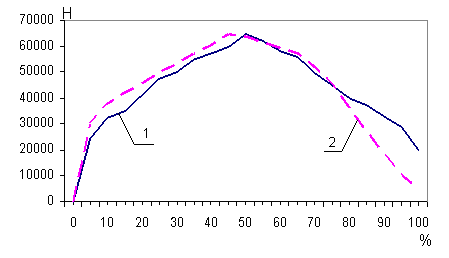
Рис. 44. Сила вытяжки (вариант 2); 1 – практическая зависимость; 2 – теоретическая зависимость.
По силе можно проследить, что оно начинает резко возрастать, когда заготовка входит в матрицу. Усилие продолжает расти из-за того, что донная часть детали начинает утоняться из-за сил трения, возникающих на поверхности матрицы, т.к. большая часть металла уже вошла в зазор между пуансоном и матрицей. Спад силы приходится на момент, когда начинается разгрузка на боковых стенках заготовки. Рассмотрев графики на рис. 40 можно сделать вывод о том, что характер кривых в зависимостях, полученных теоретически и при расчете математической модели, практически идентичны.
Для задачи с зазором равным толщине заготовки:
коэффициент вытяжки составляет md =  ;
;
коэффициент утонения стенки: mS = ;
;
действительный коэффициент утонения стенки с учетом утолщения краевой части заготовки  ;
;
достижимые значения коэффициентов md и mS составляют соответственно 0,44 и 1,0;
коэффициент утонения дна заготовки: ![]() =
= .
.
По сравнению с задачей, когда зазор был больше толщины заготовки, в данной задаче наблюдается большее утонение стенки, и появляется утонение дна. Из рис 33 видно, что незначительное утонение дна переходит в более заметное утонение заготовки на радиусе скругления пуансона. Распределение толщины боковой стенки более равномерное, чем в первом случае. Незначительное утонение дна и явное утонение заготовки на радиусе пуансона объясняется увеличением площади соприкосновения заготовки с инструментом по ходу процесса и, как следствие, возникновению сил трения, больших, чем в случае с зазором равным 2 мм.
Степень формоизменения или степень деформации заготовки без утонения стенки рассчитывается по формулам:
![]() (2)
(2)
В случае, когда зазор равен толщине заготовки расчет степени формоизменения проводится по формуле (1), т.к. утонение стенки в этих случаях незначительно.
![]()
Действительная степень формоизменения для данной вытяжки считаем по формуле (2), т.к. концевая часть заготовки утолщается и процесс протекает с утонением стенки.
![]()
Достижимая степень формоизменения равна 0,56.
На рис. 63 – 65 представлены диаграммы пластичности материала Х18Н10Т в характерных точках (рис. 1) при вытяжке с зазором равным толщине заготовки.
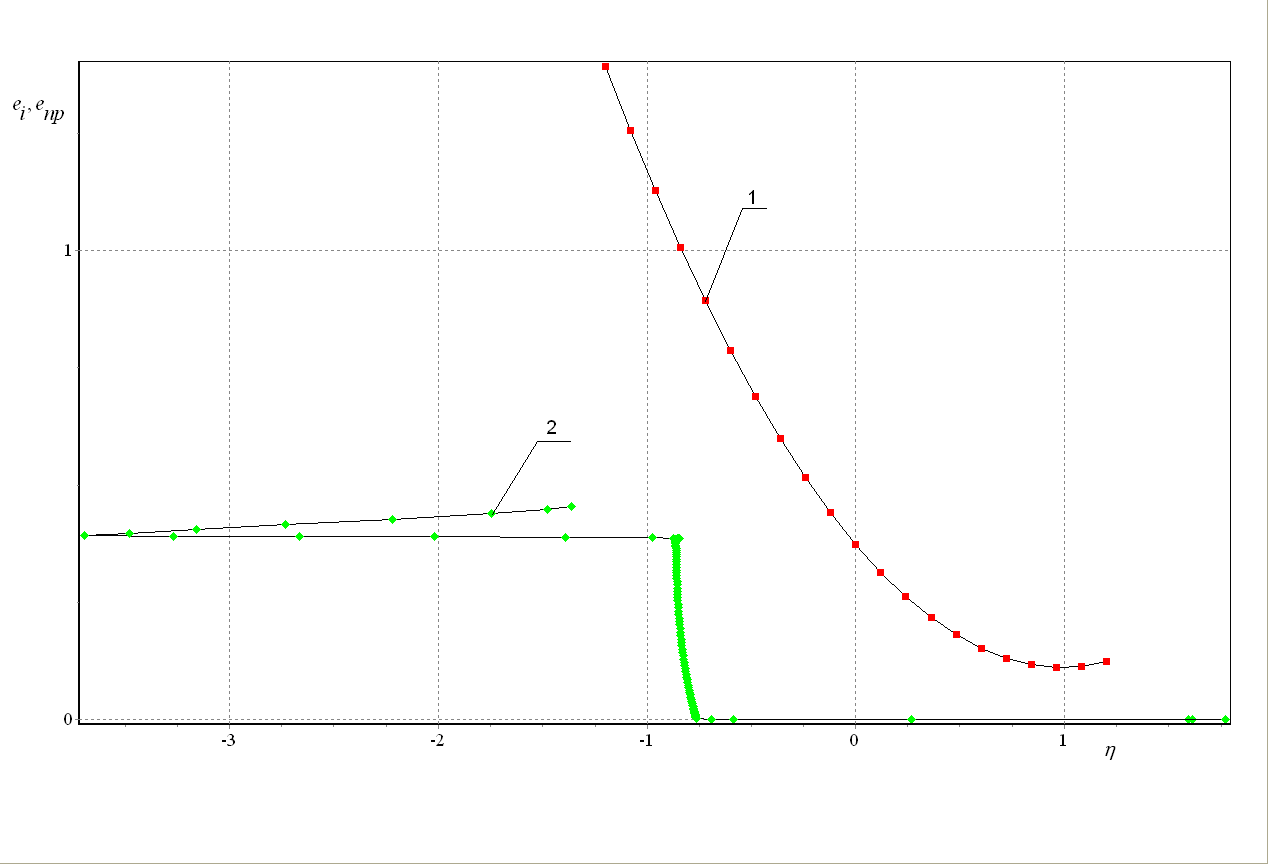
Рис. 45. Вытяжка заготовки типа стакан с зазором 1,48 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 1
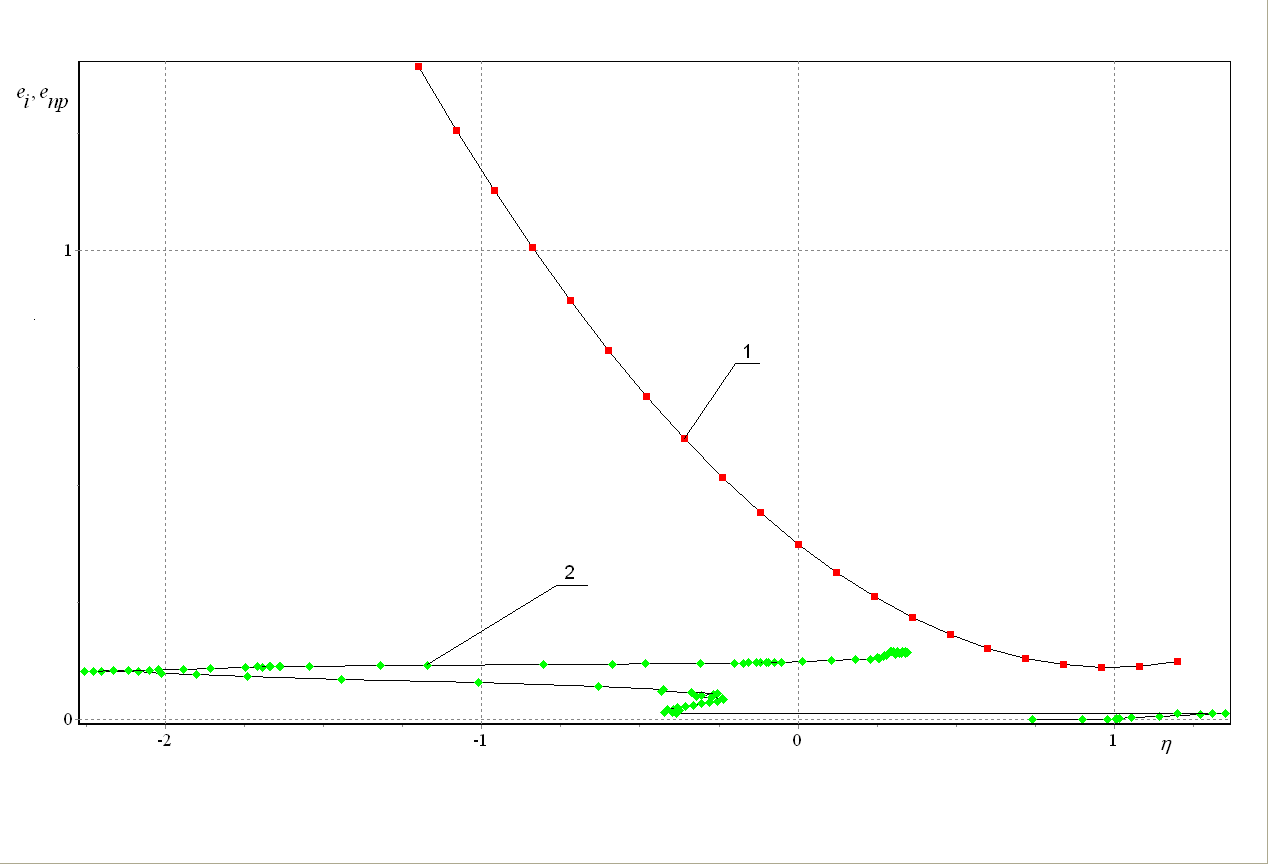
Рис. 46. Вытяжка заготовки типа стакан с зазором 1,48 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 2
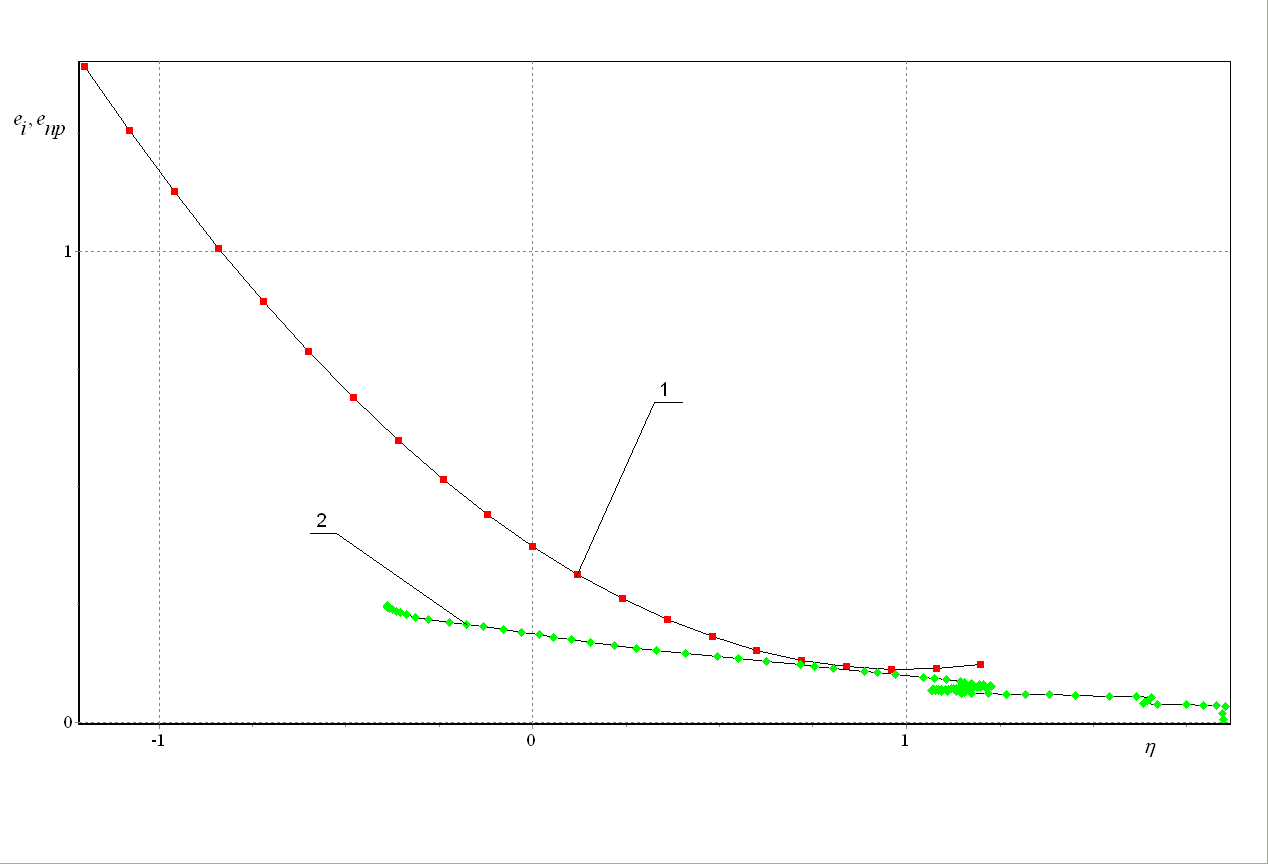
Рис. 47. Вытяжка заготовки типа стакан с зазором 1,48 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 3
Рассматривая диаграммы пластичности процесса вытяжки с зазором равным толщине заготовки (1,48 мм), установили, что в области точки 3 наблюдается состояние материала близкое к разрушению
Похожие работы
... (2.17) Усилие выталкивания из пуансон-матрицы для обжима принимаем равным от потребного технологического. Оно составляет: (2.18) 2.7 Установление типа, мощности и габаритов оборудования В листовой штамповке чаще всего используются кривошипные пресса за исключением случаев, когда необходимо достижение большого хода и малого усилия, тогда применяются гидравлические пресса ...
... , а также из некоторых других материалов высокохудожественной обработки. Производство является также одним из важнейших факторов, влияющих на формирование потребительских свойств и качество ювелирных товаров. По способу производства ювелирные изделия бывают индивидуального и массового (серийного) изготовления. Основными процессами производства ювелирных изделий являются следующие: заготовка ...
... переломов ослабленных костей / Тр. конгресса Человек и его здоровье. СПб, 1999 - с. 55. 44. Воложин А.И., Курдюмов С.Г., Орловский В.П., Баринов С.М. и др. Создание нового поколения биосовместимых материалов на основе фосфатов кальция для широкого применения в медицинской практике // Технологии живых систем. 2004. Т.1, №.1. С. 41-56. 45. Безруков В.М., Григорян А.С. Гидроксилапатит как ...

... профилактики атеросклероза, беременным, а также людям с заболеваниями почек и суставов. Сок снижает артериальное давление и рекомендуется при глаукоме и ожирении. 3. Исследование качества концентрированных томатопродуктов разных производителей Популярность кетчупов на рынке продуктов питания чрезмерно высока. Сегодня растут как количество потребителей кетчупов и средняя частота потребления ...
0 комментариев