Навигация
Лабораторна установка, матеріали і інструменти
50680
знаков
2
таблицы
4
изображения
3. Лабораторна установка, матеріали і інструменти
3.1 Матеріали, що використовуються замість рідкої сталі
· парафін – з температурою плавлення 50…55°С;
· нафталін – з температурою плавлення 72…75°С;
· стеарин - з температурою плавлення приблизно 50°С
Матеріали плавляться у спеціальному сосуді – водяній ванні (рис. 1.). У випадку використання нафталіну плавка виконується у витяжній шафі.
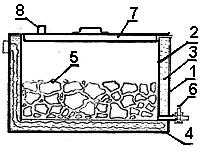
Рис.1. Двохстінний сосуд (водяна ванна) для розплавлення нафталіну та інших матеріалів для моделювання розливки сталі. Цифрами позначені:
1 –зовнішній металічний сосуд; 1 – внутрішній металічний сосуд (ванна), що підвішений на стінці зовнішнього сосуду; 3 - вода; 4 – електронагрівач для підігріву води (до 100°С); 5 – матеріал, що плавиться (нафталін); 6 – кран для випуску (зливу) розплавленого матеріалу в ківш; 7 – кришка з ручкою; 8 – труби для відведення парів води з сосуду.
3.1 Розливний ківш
Розливний ківш – для розливки розплавленого матеріалу по виливницям, що являє собою сосуд з двійними стінками, між якими є теплоізоляція та електрообмотка для підігрівання внутрішніх стінок з метою підтримки необхідної температури матеріалу, що розливається.
Розливка виконується крізь стакан в днищі ковша, отвір якого перекривається стопором за допомогою стопорного механізму. Для регулювання швидкості наповнення виливниць в залежності від варіанту опиту, мається набір легко змінюваних (з гвинтовою різьбою на наружній поверхні) алюмінієвих стаканчиків з різним діаметром каналу (2,5 та 8 мм).
Дозволяється розливка з ковша через носок.
3.2 Алюмінієві наскрізні виливниці круглого та поперечного перерізу
· Виливниця №1 – поширена униз (або уверх) наскрізна виливниця без прибуткової надставки, з однаковою товщиною стінок (6,5 мм) по всій висоті. Конусність виливниці 3,3% на сторону, висота якої 150 мм, внутрішній діаметр, відповідно, 52 та 62 мм, відношення висоти до середнього діаметру (Н/Dср) дорівнює 2,6, ємність виливниці 0,4 літри (рис. 2.4 а);
· Виливниця №2 – поширена униз (або уверх) наскрізна виливниця без прибуткової надставки з однаковою товщиною стінки по всій висоті (5,5 мм). Внутрішній діаметр виливниці уверх 40 мм, униз 50 мм, відношення висоти до середнього діаметру (H/Dср) дорівнює 33, ємність 0,24 літри. Висота і конусність виливниці така ж, як і у виливниці №1 (рис. 2.4 б);
· Виливниці №3 та №4 – розширені донизу наскрізні виливниці без прибуткових надставок, які мають різну товщину стінок по висоті: виливниця №3 стовщення стінок униз (рис. 2.4 в), виливниця №4 стовщення стінок уверх (рис. 2.4 г). Інші внутрішні розміри та обриси ті ж, що й у виливниці №1;
· Виливниці №5 та №6 – розширені наскрізні виливниці зі з’ємними прибутковими надставками та однаковою товщиною стінок по всій висоті (6,5 мм): виливниця №5 з прибутком, що не обігрівається (рис. 2.4 д), виливниця №6 з прибутком, що обігрівається (рис. 2.4 е). Висота виливниці без прибутку 120 мм, висота прибутку 30 мм, загальна висота 150 мм. Внутрішній діаметр: униз 52 мм, уверх 62 мм, відношення висоти виливниці (тіла злитку) до середнього діаметру (H/Dср) дорівнює 2,1, конусність 4,1% на сторону. Ємність виливниці (тіла злитку) V1=0,31 літри, ємність прибуткової надставки V2=0,07 літри, загальна ємність виливниці з прибутком V=0,38 літра;
· Пластмасові піддони з алюмінієвими прокладками: двох та чотирьохмісні – для встановлення виливниць під розливку зверху (в одну лінію); двох та шестимісні (двох та чотирьох струмові) піддони з набором сифонного припасу (сифонна проводка, центрові) для розливки сифоном. Діаметр каналу в сифонній проводці 6-8 мм, в центровому літнику 75 мм;
· Ртутний термометр зі шкалою до 150°С для заміру температури матеріалу, що моделює сталь у ковші перед розливкою його по виливницям;
4. Методика і порядок виконання роботи
Вивчення впливу різних факторів технології розливки на величину, розташування усадкової раковини, рихлості та на розвиток зон кристалізації в злитку виконується на моделях злитків шляхом проведення окремих досліджень, в кожному з яких вивчається вплив якогось одного фактору. Для кожного такого опиту відливається два парафінових (або нафталінових) злитки з витримкою всіх параметрів розливки, крім того, що вивчається, постійними.
При проведенні даної лабораторної роботи вивчається вплив наступних факторів:
1. Форми виливниці (поширена униз та поширена уверх). В цьому опиті використовуються виливниці №1 (див. рис. 2.4 а) одна з яких ставиться розширенням униз, а інша розширенням уверх. Наповнення обох виливниці виконується доверху послідовно, одна за іншою, через стакан в ковші з діаметром отвору 5 мм.
2. Умов утеплення верхньої частини злитку (з обігрівом та без обігріву). В цьому опиті використовуються розширені уверх виливниці з обігрівом (виливниця №6) та без обігріву (виливниця №5) прибутковими надставками. Обігрів включається у кінці наповнення злитку. Наповнення обох виливниць виконується зверху послідовно, одна за іншою, через стакан в ковші з діаметром отвору 5 мм.
3. Відношення висоти виливниці (злитку) до середнього діаметру. В цьому опиті використовуються розширені уверх виливниці №1 (з відношенням H/Dср = 2,6) і №2 (з відношенням H/Dср = 3,3). Наповнення обох виливниць виконується зверху через стакан в ковші діаметром 5 мм послідовно одна за іншою.
4. Швидкості розливки (повільно та швидко). Відливка обох злитків виконується у виливниці №1, що встановлені розширенням униз. Обидва злитки наповнюються доверху. Швидке наповнення виливниці (3…5 секунд) виконується через стакан в ковші з діаметром отвору 8 мм, повільніше (60…80 секунд) – через стакан з діаметром отвору 2 мм. Крім того, для використання впливу на швидкість витоку величини напору в ковші, швидка заливка виливниці виконується при більш високому рівні рідини в ньому (тобто на початку розливки), повільна, навпаки, при більш низькому рівні (після відливки серії злитків для інших варіантів опиту).
5. Товщини стінок виливниці (з стовщенням униз та стовщенням уверх). В цьому опиті використовуються виливниці №3 (стовщення стінок униз) та №4 (стовщення стінок уверх), встановлені розширенням уверх (рис. 2.4 в, г). Наповнення обох виливниць виконується зверху послідовно одна за іншою через стакан в ковші з діаметром отвору 5 мм.
6. Способи розливки (сифоном та зверху). Відливка обох злитків виконується у виливниці №1, що встановлені розширенням уверх. При цьому одна виливниця заливається сифоном (через центровий літник), інша зверху. Спочатку виконується заливка виливниці сифонним способом (з реєстрацією часу наповнення), а потім з такою ж швидкістю наповнення виконується заливка іншої виливниці зверху, регулюючи швидкість наповнення гальмуванням струї стопором. Діаметр каналу стакану в ковші при розливці сифоном залежить від кількості виливниць, що одночасно заповнюються, і вказується керівником роботи.
7. Температури розливки з більшим та меншим перегрівом. Обидва злитки відливаються у виливниці №1, що встановлені розширенням униз. Наповнення обох виливниць виконується зверху через стакан у ковші діаметром каналу 5 мм. При цьому одна з виливниць заливається матеріалом, що перегрітий над температурою плавлення на 5-10°С, інша з перегрівом на 30-35°С (що для парафіну складає приблизно 60…65°С і 90…95°С). Для витримки однакової швидкості (часу) наповнення обох виливниць, швидкість витоку перегрітої рідини з ковша регулюються гальмуванням струї стопором (цей злиток повинен заливатися другим).
Примітка: додаткове підігрівання металу до більш високої температури виконується безпосередньо у ковші.
8. Місця розташування виливниці на піддоні по відношенню до центрової (при сифонній розливці):
· при установці обох виливниць на одному струмку послідовно одну за іншою (тобто ближче та далі від центрової);
· при установці однієї виливниці на струмку безпосередньо біля центрової, другого на боковому відгалуженні, що розташоване під кутом 90° до основного струмка (наприклад, як при використанні багатомісних ялинкових піддонов);
Примітки:
· При виконанні роботи навчальна група (або підгрупа розбивається на окремі бригади - по 2-3 людини), кожна з яких виконує один з перелічених вище варіантів опиту (за вказівками керівника);
· В залежності від кількості студентів в групі (або підгрупі), кількість варіантів опиту, що виконуються та їх назви в кожному окремому випадку встановлюється керівником роботи;
· Так як при виконанні завдань окремими бригадами вивчається вплив на структуру злитка тільки якогось одного фактору технології розливки, для ознайомлення студентів зі впливом на структуру злитка інших факторів технології розливки наприкінці роботи складається звідна таблиця, в яку заносяться остаткові результати опитів, що наведені всіма бригадами, та проводиться їх порівняння.
4.1 Етапи виконання роботи
1. На першому етапі виконується:
· Ознайомлення з інструкцією та методикою виконання роботи;
· Ознайомлення з правилами техніки безпеки при виконанні роботи;
· Розподіл студентів по бригадам та отримання конкретних завдань від керівника роботи;
· Ознайомлення з устаткуванням, що використовується при проведенні роботи, та підготовка його до проведення опитів;
· Відливка опитних злитків кожною підгрупою по заданому варіанту.
2. На другому етапі виконується:
· Розрізання та поломка злитків, що досліджуються, на дві рівні половини (по площині, що проходить через вертикальну вісь злитка);
· Зарисовка розрізів злитків (однієї половини від кожного злитку, що досліджується) з дотриманням відповідного масштабу та відміткою на ескізі основних розмірів злитку та усадкової раковини;
Примітка: при одночасному вивченні впливу різних факторів технології розливки та на розвиток зон кристалізації в злитку, на ескізах розрізів злитків, крім усадкової раковини, наносяться також і зони кристалізації (в тому ж масштабі).
· Розрахунок відношення довжини усадкової раковини та рихлості (h) до загальної висоти злитка (H), що виражений у відсотках (% = (h/H)Ч100), та узагальнення отриманих результатів, тобто написання стислих висновків щодо впливу технологічного фактору, що досліджується, на величину, форму та роз положення усадкової раковини в злитку (а також на розвиток зон кристалізації, особливо на ширину зони стовбчастих кристалів);
· Складання зведеної таблиці і аналіз отриманих даних з метою порівняння впливу технологічних факторів, що вивчаються, на ступінь ураженості злитку усадковою раковиною та розвитком окремих зон кристалізації.
Таблиця 2.1Результати експериментів
| № п.п. | Фактори технології розливки | Найменування параметрів | % Усадкової раковини | Примітка (характеристика зон кристалізації) |
| 1 | Форма виливниці | З розширенням уверх | ||
| З розширенням униз | ||||
| 2 | Умови утеплення верху злитку | З обігрівом | ||
| Без обігріву | ||||
| 3 | Відношення висоти злитку до середнього діаметру (H/Dср) | H/Dср = 2,5 | ||
| H/Dср = 3,3 | ||||
| Та ін. |
Примітка: при виконанні роботи необхідно дотримуватися наступних правил:
· Для запобігання зміни характеру кристалізації злитку, температура перегрівання розплавлених матеріалів (особливо при багатократному переплаві) не повинна перевищувати 10-12°;
· При вивченні впливу якогось фактору на поверхню злитку усадкової раковини (або на розвиток зон кристалізації) всі фактори технології розливки, окрім того, що вивчається, необхідно витримувати постійними;
· При розливці обов’язкова реєстрація тривалості наповнення виливниць (секундоміром) і температури матеріалу у ковші перед розливкою (ртутним термометром зі шкалою 150°С);
· Для досягнення приблизно однакової швидкості наповнення обох виливниць цього опиту (при розливці зверху) їх необхідно заливати послідовно одну за іншою і, окрім того, стопор в ковші відкривати повністю (до упору);
· В залежності від матеріалу, що використовується, розрізка злитків повинна виконуватися не раніш, ніж через 4-5 годин після розливки;
· Щоб розлом злитку отримувався в площині, що проходить через його прокольну вісь, надрізи, що зроблені ножівкою, та напрямок колуна повинні співпадати з цією площиною;
· Щоб не зм’яти структуру зовнішньої зони злитку при розрізанні, при вивченні зон кристалізації в злитку невеликий надріз ножівкою по поверхні робиться тільки з однієї сторони, а потім злиток розломлюється колуном.
0 комментариев