По степени механизации и автоматизации приспособления подразделяют на ручные, механизированные, полуавтоматические и автоматические
Конструирование корпуса
Оформление результатов
Основные характеристики некоторых существующих CAD/CAM систем
BCAD
СИСТЕМА ГеММА 3D ПРИ ПРОИЗВОДСТВЕ
Модуль ADEM NС
БАЗИС 3.5
Построение изображения
Ввод текстовой информации
SOLID EDGE
Твёрдотельное моделирование
Полезные «мелочи»
Создание стандартных деталей в системе SolidEdge
Навигация
Конструирование корпуса
Автоматизированное проектирование станочной оснастки
114578
знаков
4
таблицы
3
изображения
4. Конструирование корпуса.
Осуществляют на завершающем этапе разработки приспособления. Конструкция корпуса в целом должна объединять все функциональные сборочные единицы и детали, иметь достаточную жёсткость, предотвращающую потери точности обработки детали.
2.1.3. Расчёты .
К основным расчётам можно отнести расчёты зажимных усилий прихватов и различных зажимных устройств, расчётры пальцев на срез, погрешности базирования и экономические расчёты.
Примеры :
а) Расчёт пальцев. Нередки случаи, когда в качестве технологической базы детали использую-тся цилиндрические отверстия (два или одно).
![]()
![]()
|
|
 Δ
Δ
 |
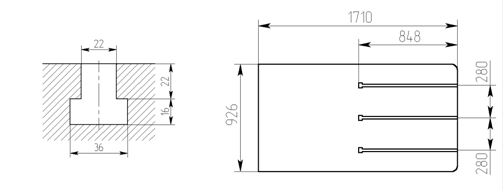
Рис. 1.
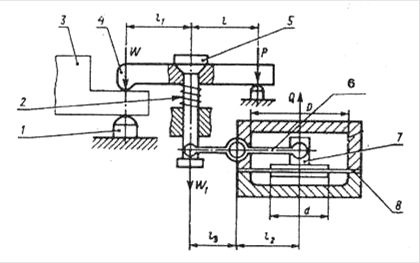
При установке детали на один установочный палец, последний снабжается двусторонним срезом (см. рис.1.), что позволяет компенсировать допустимые отклонения размеров между осью отверстия и базовой плоскостью детали и между осью установочного пальца и той же плоскостью.Ширина направляющего пояска b:
b=(D∙Δmin-∑^2)/∑ (2.1)
где D – номинальный диаметр пальца;
∆min – минимальный радиальный зазор между
направляющим пояском и стенкой отверстия;
∑=δ+δ’ – величина возможного смещения отверстия
относительно установочного пальца;
δ – допуск на размер от базовой плоскости до оси
отверстия детали;
δ’ – допуск на размер от базовой плоскости до оси
срезанного пальца.
При установке на два пальца один из них выполняется срезанным.В этом случае компенсируются допустимые отклонения размеров между осями отверстий детали и осями установочных пальцев приспособления. Ширина направляющего пояска b тогда будет определяться так:
b=(D∙Δmin-(∑-Δ’min)^2)/∑-Δ’min
где ∑=δ+δ’ – величина возможного смещения
отверстий относительно установочных
пальцев за счёт допусков на межцентровые
расстояния(на детали δ и в
приспособлении δ’);
Δ’min – минимальный радиальный зазор между стенкой
отверстия и цилиндрическим пальцем,
выбираемый в зависимости от требуемой
точности установки и технологических
факторов и обеспечивающий лёгкость
посадки.
Наибольший перекос детали вследствие имеющихся зазоров между установочными пальцами и отверстиями определяются по формуле:
Sin α =( αo+αn+2Δmin +α’o+α’n+2Δ’min)/2L (2.2)
Где αo , α’o – допуски на отверстия соответсвенно
под срезанный и цилиндрический пальцы;
αn , α’n – допуски на пальцы (срезанный и
цилиндрический).
В направлении линии центров погрешности установки составляют:
С’= α’o+α’n+2Δ’min
С = С’+2δ
Приведённые выше зависимости показывают, что точность установки можно повысить путём замены цилиндрического жёсткого пальца самоцентрирующимся разжимным.При этом получим:
С’= 0
С = 2δ
Sin α= (αo+αn+2Δmin)/2L
Для ещё большего увеличения точности установки детали целесообразно иногда делать самоцентри-рующимися оба пальца.
б)Эконмические расчёты.Точная проверка экономи-ческой целесообразности выбора того или иного типа приспособлений сопяжена с известными трудностями. Обычно прибегают к приближённым методам расчёта.
Критерием для определения целесообразости использования приспособления является себесто-имость его эксплуатации, которую можно выразить упрощённой формулой:
 А 1 q
А 1 q
C = — • - + ——— (2.3)
n i 100
где А – стоимость приспособления в руб;
n – годовая программа производства деталей в шт;
i – срок службы приспособления в годах;
q – процент расходов на ремонт приспособления и
уход за ним.
Как видно из формулы, при малой производственной программе использование дорогостоящих специальных приспособлений может оказаться нецелесообразным. В таких случаях следует применять высокопроизводи-тельные универсальные приспособления, а также приспособления, собираемые из готовых взаимозаме-няемых деталей. Время демонтажа и сборки их настолько мало, что приспособлений, используемых для первых операций, могут участвовать в приспо-соблениях, применяемых для последующих операций.
Снижение расходов на ремонт и уход за приспособ-лениями достигается путём высококачественного выполнения самого приспособления, повышенной изно-состойкости установочных и направляющих элементов, удешевления ремонта и т. д.
В самолётотроении,в отличие от остальных отраслей машиностроения, большую долю расчётов при проектировании станочных приспособлении занимают расчёты специальных приспособлений. Особенностью проектирования таких приспособлений является то, что кроме необходимости учитывать конкретные производственные условия и применительно к ним решать задачи о точности и производительности приспособления (требования: точность приспособления должна обеспечивать заданную
точность обработки деталей; производительность приспособления должна обеспечивать наибольшую производительность труда ), необоходимо также учитывать, что на данное проектирование отводиться сравнительно малое время, так как издержки проектирования падают на конструкцию, изготовляемую в одном или нескольких экземплярах.
Следствием этого является значительно меньшее, чем при разработке серийных конструкций, обоснование расчётами (прочность, жёсткость, износ, экономичность) принимаемых конструктивных решений. Также, при разработке чертежей ориентиру-ются на широкое применение в процессе изготовления приспособления различных методов пригонки деталей и узлов.
Похожие работы
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
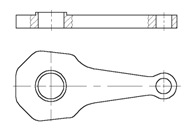
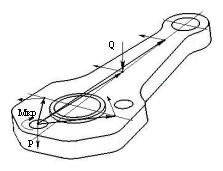
... , применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции. 2. Основные этапы проектирования приспособления 2.1 Анализ и сбор исходных данных В данной работе требуется спроектировать приспособление для изготовления отверстий в детали типа "РЫЧАГ", эскиз которой приведен в приложении. Технологический переход: сверление отверстий d = ...





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
0 комментариев