Навигация
Стягивание сварного шва задней крышки гидроцилиндра (поз.4)
72244
знака
23
таблицы
1
изображение
1. Стягивание сварного шва задней крышки гидроцилиндра (поз.4).
Используется токарно-винторезный станок 16Б16КА, резец 2102-0005-ВК8-1 ГОСТ 18877-73.
Рассчитываем глубину резания:
 , (2.1.)
, (2.1.)
где: D - диаметр обрабатываемой поверхности;
d - диаметр обработанной поверхности.
 мм.
мм.
Учитывая возможности оборудования и инструмента, снимаем припуск за один проход.
Подачу назначаем как долю от глубины резания.
Для черновой обработки:
S = 0,20 . t = 0,2 . 4 = 0,8 мм/об.
При диаметре заготовки 184 мм, и учитывая стойкость инструмента, принимаем частоту вращения n = 100 об/мин.
Рассчитываем фактическую скорость резания:
 (2.2.)
(2.2.)
 м/мин.
м/мин.
Определяем основное время:
 , (2.3.)
, (2.3.)
где: Lp - длина хода резца;
i - число проходов.
 мин.
мин.
Вспомогательное время: Тв = 1,8 мин.
2. Черновое растачивание цилиндра (поз.1, 3).
Используется горизонтально-расточной станок 2620В, резец Т5К10 ГОСТ 18062-72.
Рассчитываем глубину резания:
 мм.
мм.
Подача для черновой обработки:
S = 0,2 . 2 = 0,4 мм/об.
Частоту вращения назначаем n = 380 об/мин.
Рассчитываем скорость резания:
 м/мин.
м/мин.
Основное время:
 мин.
мин.
Тв = 1,8 мин.
3. Заливка полимерного материала в щелевой зазор.
Используется приспособление для заливки полимерного материала собственного изготовления.
А) Обезжиривание внутренней поверхности цилиндра.
Обезжиривание.
Ванна со щелочным раствором .Состав раствора: 50 г соды на 1 л воды. То = 2 мин, Тв = 0,5 мин.
Промывка.
Ванна с водой. То = 1 мин, Тв = 0,5 мин.
Сушка.
Устройство для подачи горячего воздуха (технический фен). То = 3 мин, Тв = 0,5 мин, t = 40o C.
Б) Установка цилиндра на основание приспособления и сборка оснастки.
То = 4 мин, Тв = 1 мин.
В) Нагрев цилиндра в сборе с оснасткой в термошкафе.
То = 18 мин, Тв = 2 мин, t = 50o C.
Г) Нанесение разделительного слоя на формующий стержень.
Дисульфид молибдена (МоS2) в порошке нанести на поверхность формующего стержня при помощи ветоши, пропитанной пастой КПД ТУ 6-02-833-74.
То = 1 мин, Тв = 1 мин.
Д) Приготовление полимерной композиции в стеклянной таре.
Рассчитываем количество композиции на одну гильзу.
 , (2.4.)
, (2.4.)
где: D - диаметр гильзы после расточки, равен 144 мм;
d - диаметр гильзы номинальный, равен 140 мм;
k - коэффициент потерь, равен 1,2;
- удельный вес композиции, равен 1,2 г/см3
 кг.
кг.
Состав композиции: ЭД-2 - 0,915 кг, пластификатор МГФ-9 - 0,138 кг, графит (ГОСТ 5279-61) - 0,138 кг, отвердитель-полиэтиленполиамин (ПЭПА) - 0,109 кг.
То = 18 мин, Тв = 2 мин.
Е) Заливка полимерной композиции.
То = 9 мин, Тв = 1 мин.
Ж) Нагрев цилиндра в сборе с оснасткой в термошкафе.
То = 18 мин, Тв = 2 мин, t = 80o C.
З) Охлаждение на воздухе.
То = 40 мин, Тв = 5 мин, t = 10 -20o C.
И) Разборка оснастки.
То = 4 мин, Тв = 0,5 мин.
Шток У 4560.096.230.
1. Шлифование поверхности штока (поз.1, 2).
Требуемый размер -0,05. Диаметр шлифуемой детали составляет d = 80 мм.
Выбираем шлифовальный круг ПП 600х100х30524А,
Dк = 600 мм.
Используется кругло-шлифовальный станок 3А164. Длина обрабатываемой детали l = 1140 мм. Частота вращения шлифовального круга nк = 400 об/мин. Частота вращения детали nд = 20 об/мин.
Тогда:  м/с.
м/с.
Глубина резания за рабочий ход t = 0,095 мм. Вертикальная подача Sв = t = 0,095 мм/дв.ход. Продольная подача определяется в долях ширины шлифовального круга: S = 0,3 . Вк = 0,3 . 100 = 30 мм/об.заг., припуск Z = t = 0,095 мм.
При круглом шлифовании на проход учитывается величина врезания и пробега инструмента. Она составляет l1 = 0,2 . Вк = 0,2 . 100 = 20 мм.
Таким образом величина рабочего хода L = l + l1 = 1140 + 20 = 1160 мм.
Тогда основное время:
 , (2.5.)
, (2.5.)
где: k - поправочный коэффициент на “выхаживание”, при чистовом шлифовании составляет 1,3.
 мин.
мин.
Тв = 3 мин.
Похожие работы

... . кафедрой г. Тюмень, 1997 г. Содержание. Введение. Конструкторская часть. Технология строительства магистральных трубопроводов. Общая технология. Способы закрепления трубопроводов. Особенности предлагаемого анкерного закрепления трубопровода. Примерная технология производства работ при использовании анкерных стержней. ...
... устраивается из пластмассовых труб. Каждая воронка присоединяется к стояку диаметром 100 мм. 1.5.6 Полы В производственном здании приняты бетонные, полы, из мозаичных плит. Состоят из плиток размерами 2482486 мм. Укладываются на прослойку из песка или мелкозернистого бетона При проектировании административно – бытового корпуса использованы 3 типа полов: керамические, линолеумные, мозаичного ...



... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...
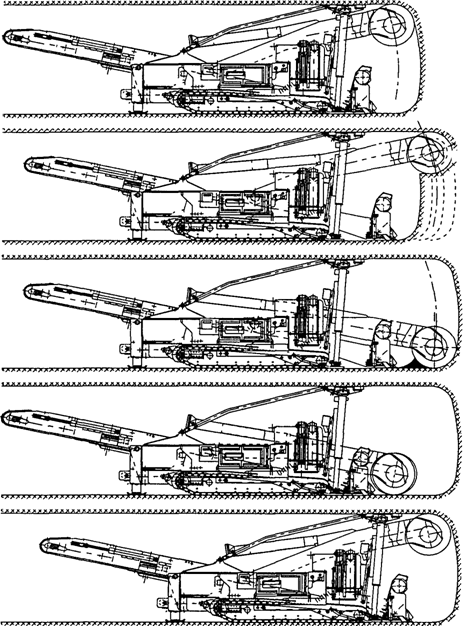
... мощность разрабатываемых пластов; угол падения (залегания) угольных пластов; строение пластов; крепость и вязкость угля; обводненность месторождений и т.д. Системой разработки данного выемочного поля является технология отработки пласта по простиранию длинными столбами. Система разработки длинными столбами отличается независимым ведением подготовительных и очистных работ. К началу очистной ...
0 комментариев