Навигация
Обработка деталей резанием
47215
знаков
1
таблица
2
изображения
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ
ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ
Кафедра «Материаловедение и ТКМ»
РЕФЕРАТ
По дисциплине: «ТКМ»
На тему:
Обработка деталей резанием
Выполнил:
студенты группы ________
Relax
MEGA-LO-SONIC
Проверил:
Тюмень 2001
Содержание
Стр.
| ЭСКИЗ ДЕТАЛИ И ЗАГОТОВКИ | 3 |
| ОЧЕРЕДНОСТЬ ОБРАБОТКИ ЗАДАННЫХ ПОВЕРХНОСТЕЙ I. ХАРАКТЕРИСТИКА ЛИТЕЙНОГО ПРОИЗВОДСТВА | 3 4 |
| 1. СУЩНОСТЬ ЛИТЕЙНОГО ПРОИЗВОДСТВА | 4 |
| 2. ЭЛЕМЕНТЫ ЛИТЕЙНОЙ ФОРМЫ | 4 |
| 3. ЛИТЕЙНЫЕ СПЛАВЫ | 5 |
| 4. ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ | 5 |
| 5. ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ | 9 |
| 6. СБОРКА И ЗАЛИВКА ЛИТЕЙНЫХ ФОРМ. ОХЛАЖДЕНИЕ, ВЫБИВКА И ОЧИСТКА ОТЛИВОК | 11 |
| II. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ | 13 |
| КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 13 |
| III. ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ | 16 |
| 1. ХАРАКТЕРИСТИКА МЕТОДА ТОЧЕНИЯ | 16 |
| 2. ТОКАРНЫЕ РЕЗЦЫ | 16 |
| 3. ОБРАБОТКА ЗАГОТОВОК НА ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКАХ | 17 |
| IV. ОБРАБОТКА ЗАГОТОВОК НА ФРЕЗЕРНЫХ СТАНКАХ | 20 |
| 1. ХАРАКТЕРИСТИКА МЕТОДА ФРЕЗЕРОВАНИЯ 2. ТИПЫ ФРЕЗ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ | 20 21 24 |
ОЧЕРЕДНОСТЬ ОБРАБОТКИ ЗАДАННЫХ ПОВЕРХНОСТЕЙ
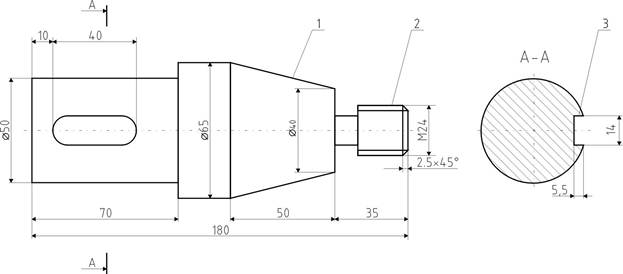
№1 обрабатываем на токарно-винторезном станке.№2 на токарно-винторезном станке обрабатываем поверхность, затем прорезаем резьбу резцом или
плашкой.
№3 Обрабатываем на фрезерном станке шпоночной или концевой фрезой.
Эскиз детали
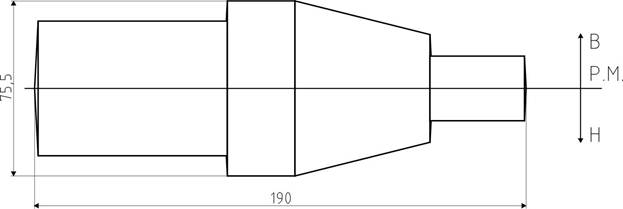
Эскиз заготовки
I. ХАРАКТЕРИСТИКА ЛИТЕЙНОГО ПРОИЗВОДСТВА
1. СУЩНОСТЬ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплуатационные свойства отливок.
Литьем получают разнообразные конструкции отливок массой от нескольких граммов до 300 т, длиной от нескольких сантиметров до 20 м, со стенками толщиной 0,5—500 мм (блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т. д.).
Для изготовления отливок применяют множество способов литья:
в песчаные формы (рис. 1), в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением, центробежное литье и др. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливок, экономической целесообразностью и другими факторами.
Рис. 1. Схема технологического процесса получения отливок в песчаных формах
2. ЭЛЕМЕНТЫ ЛИТЕЙНОЙ ФОРМЫ
Литейная форма — это система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. На рис. 2, а показана литейная форма для тройника (рис.2, б). Форма обычно состоит из нижней 2 и верхней 6 полуформ, которые изготовляют по литейным моделям 7 (рис. 2, г) в литейных опоках 3, 5. Литейная опока — приспособление для удержания формовочной смеси при изготовлении формы. Верхнюю и нижнюю полуформы взаимно ориентируют с помощью цилиндрических металлических штырей 4, вставляемых в отверстия приливов у опок. Для образования полостей, отверстий или иных сложных Контуров в формы устанавливают литейные стержни 1, которые фиксируют с помощью выступов (стержневых знаков), входящих. В соответствующие впадины в форме. Литейные стержни изготовляют по стержневым ящикам (рис. 2, д). Для подвода расплавленного металла в полость литейной формы, ее заполнения и питания отливки при затвердевании используют литниковую систему 8—11. После заливки расплавленного металла, его затвердевания и охлаждения форму разрушают, извлекая отливку (рис. 2, е).
Похожие работы
... зависит от применяемого инструмента, материала конструкции режущей кромки резца, фрезы, сверла. Известно, что наивысшее качество обработки поверхностей обеспечивают твердосплавные, керамические и алмазные инструменты. 2. Управление качеством поверхности химико-термической обработкой (ХТО) Для придания металлоизделиям соответствующих механических свойств (необходимой твердости поверхности и ...
... с программным управлением, в которых рабочий цикл станков автоматизирован. При этом сверление и зенкование отверстий производят одновременно специальным комбинированным сверлом-зенкером. 4. Обработка деталей РЭС на станках фрезерной группы На фрезерных станках обрабатывают плоскости и криволинейные поверхности деталей, не являющихся телами вращения, пазы, шпоночные канавки; изготавливают ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
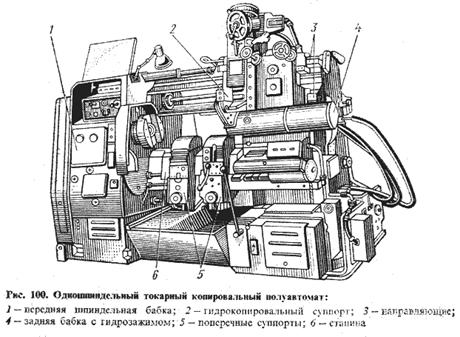
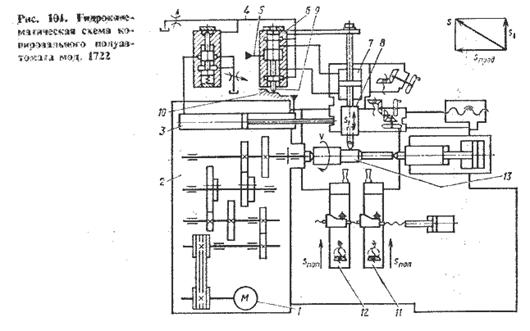
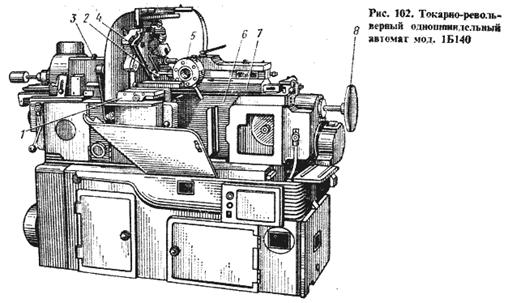
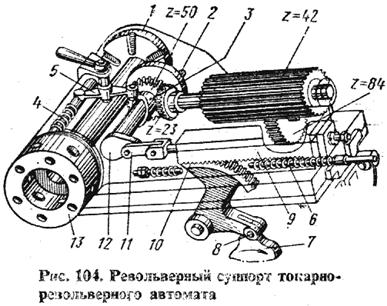
... станка отражаются основные признаки классификации: токарно-револьверный одношпиндельный прутковый автомат, токарный одношпиндельный автомат продольного точения, токарный шестишпиндельный горизонтальный прутковый автомат, токарный восьмпшпиндельный вертикальный полуавтомат, токарно-копировальный полуавтомат для обработки профиля кулачков распределительного вала специализированный и т.п. Основные ...
0 комментариев