Навигация
Введение:
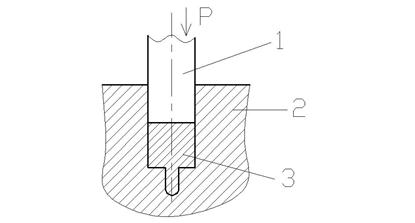
Холодная штамповка-одна из самых прогрессивных технологий получения заготовок, а в ряде случаев и готовых деталей изделий машиностроения, приборостроения, радиоэлектронных и вычислительных средств. По данным приборостроительных и машиностроительных предприятий до 75% заготовок и деталей изготавливается методами холодной штамповки. Холодная штамповка является одним из прогрессивных методов получения узлов и деталей в различных отраслях промышленности. Характерными чертами процессов холодной штамповки, обеспечивающими её широкое распространение, являются: - ограниченность номенклатуры оборудования; - простота эксплуатации оборудования; - возможность изготовления изделий из разнообразных материалов; - высокая производительность труда; - низкая квалификация рабочих; - малая себестоимость изделий; - применение инструмента, автоматически обеспечивающего необходимые
точность детали и шероховатость её поверхности;
- малые потери материала, высокий коэффициент его использования;
- возможность механизации и автоматизации процессов.
Специфической особенностью процесса холодной штамповки является
высокая стоимость инструмента-штампов. Этот фактор предъявляет особо
жесткие требования к качеству разработки технологических процессов.
Сейчас применяются разные материалы, но все их принято условно клас-
сифицировать на группы:
- конструкционные материалы – применяются для создания деталей,
узлов РЭС;
- инструментальные стали и сплавы (штампы, пресформы);
- стали и сплавы с заданными физико-механическими свойствами
(радиоматериалы);
- неметаллические материалы (слюда, бумага, картон).
Выбор материала зависит от условий эксплуатации РЭС, от назначения РЭС. Несмотря на большое разнообразие физико-механических свойств,
качество материалов зависит от химического строения, чистоты, от
атомно-молекулярного строения.
1. Анализ физико-механических, химических,
конструкторско-технологических свойств материала детали.
Наиболее распространенными материалами, применяемыми в холодноштам-
повочном производстве, являются прокат металлов: стали, меди и её сплавов,
алюминия и алюминиевых сплавов, никеля и его сплавов, цинка и др., а также неметаллические материалы. Материал детали должен удовлетворять
не только её назначению и условиям работы, но и технологическим требова-
ниям, вытекающим из характера производимых при изготовлении деформаций.
Вследствие этого материал должен обладать определенными физическими,
химическими и механическими свойствами, удовлетворяющими техничес-
ким условиям по толщине и качеству поверхности.
Пригодность материала для штамповки характеризуется, прежде всего, его
механическими характеристиками.
Также наиболее распространенными материалами в холодной штамповке
являются различные сорта листовой и полосовой углеродистой и легирован-
ной стали.
По качеству материала листовая и полосовая сталь разделяются на сорта,
изготовляемые из сталей различных марок:
1) листовая углеродистая сталь – из марок стали обыкновенного качества по ГОСТу 380 – 60 (группа А и Б);
2) листовая углеродистая качественная сталь – из марок качественной стали по ГОСТу 1050 – 60 ;
В данном курсовом проекте мы будем работать со сталью приведенной в пункте 2).
1.1. Механические характеристики:
Сталь 10 ГОСТ 1050 – 60 имеет следующие механические характеристики:
- сопротивление срезу σср=29 кГ/мм2 или 286 МПа;
- предел прочности (не менее) σв=335 МПа или 34 кГ/мм2;
- предел текучести σт≈165 МПа;
- относительное удлинение (не менее) δ=31%;
- относительное сужение (не менее) ψ=55%;
1.2. Химический состав, %
| Углерод С | Кремний Si | Марганец Mn | Хром Cr | Сера S | Фосфор P | Медь Cu | Никель Ni | Мышьяк As | |||||
| не более | |||||||||||||
| 0,07-0,14 | 0,17-0,37 | 0,35-0,65 | 0,15 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 | |||||
1.3. Технологические свойства:
Температура ковки, оС: начала 1300, конца 700. Охлаждение на воздухе.
Свариваемость – сваривается без ограничений, кроме деталей после химико-термической обработки. Способы сварки: ручная дуговая сварка (РДС), автоматическая дуговая сварка (АДС) под флюсом и газовой защи-
той, контактная сварка (КТС).
Обрабатываемость резанием – в горячекатаном состоянии при твердости по
Бринеллю (НВ) 99 – 107 и σв=450 МПа, Кv тв. спл=2,1, Кv б. ст=1,6 (коэффициенты обрабатываемости для условий точения резцами соответственно твердосплавными и из быстрорежущей стали).
Флокеночувствительность – не чувствительна.
Склонность к отпускной хрупкости – не склонна.
1.4. Физические свойства:
- модуль нормальной упругости, Е=175 ГПа;
- модуль упругости при сдвиге кручением, G=68 ГПа;
- плотность, ρn=7705 кг/см3;
- коэффициент теплопроводности, λ=42 Вт/(м∙оС);
- удельное электросопротивление, ρ=521 НОМ∙м;
- коэффициент линейного расширения, α=14,7∙10-6 1/0С;
- удельная теплоемкость, С=515 Дж/(кг∙оС).
С увеличением относительного удлинения δ штампуемость металла улучшается, а с увеличением твердости – ухудшается. На штампуемость влияет и отношение предела текучести σт к пределу прочности σв. Чем оно меньше, тем лучше штампуемость. Для нашего случая σт∕σв=0,493.
Сопротивление среза σср связано с пределом прочности σт соотношением
σср∙0,8σт и определяет усилия, требуемые для реализации штамповочных операций: чем оно больше, тем более мощным должен быть пресс, более прочными детали штампа. Для нашего случая σср∙0,8σт=788,8 кГ/мм2.
Металлы, склонные к старению, плохо противостоят напряжениям, возникающим при формообразующих деформациях. С другой стороны, старение, как и наклеп, приводит к повышению твердости и прочности, потере пластичности и ударной вязкости. Последствия явлений старения и механического упрочнения можно устранить за счет предварительного или промежуточных отжигов заготовок.
При оценке штампуемости, кроме механических свойств, следует также принимать во внимание химический состав и микроструктуру материала.
Повышенное содержание примесей, газов, а также легирующих элементов и добавок изменяет структуру металла и его механические характеристики.
Неметаллические материалы отличаются от металлов своей структурой, физическими и механическими свойствами; большинство из них имеют аморфную или ярко выраженную слоистую или волокнистую структуру. В тоже время они обладают значительно меньшими, чем у металлов, плотностью, твердостью и относительно низкими механическими показателями.
Таким образом:
- физико-механические свойства материала должны соответствовать процессу и характеру деформаций;
- формоизменение заготовки, как правило, сопровождается значительным повышением механических характеристик материала, что позволяет использовать в качестве исходного менее прочный, но более пластичный материал.
Похожие работы
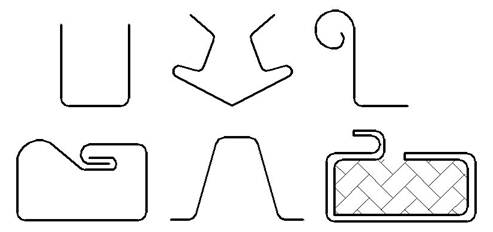
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
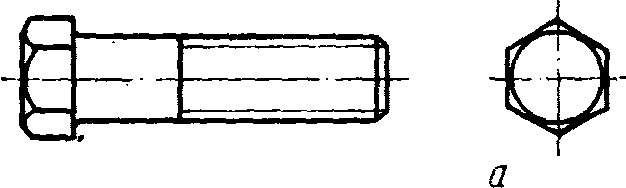
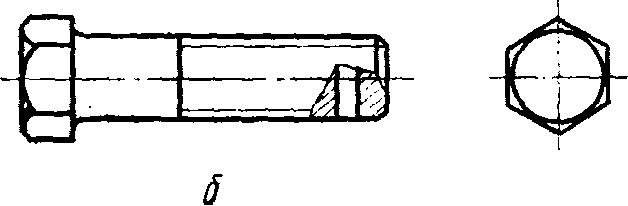
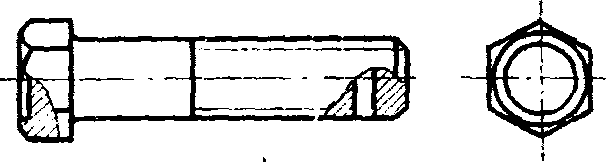
... (вид покрытия 01) толщиной, 9 мкм обозначается: болт 2М 12Х1,25—6 ХбО.58,019 ГОСТ 7796—70. ГОСТ 1759—70 рекомендует технологию изготовления болтов в зависимости от их класса прочности. В производственных условиях болты изготавливаются холодной или горячей штамповкой и точением без термической обработки или с термической обработкой после получения крепежных изделий одним из перечисленных выше ...
... , 40Х с последующей термообработкой. Достоинства: быстрые сборка и разборка, удобство замены отдельных элементов. Вильчатые цепи: изготовляют холодной штамповкой, ковкой или литьём из стали марок 35, 40, 50, 40Х с последующей термообработкой. Основное назначение: работа в конвейерах сплошного волочения в насыпном грузе. Звенья цепей в процессе работы подвергаются интенсивному износу не только в ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев