ОХРАНА ТРУДА
Расчёт защитного
заземления
электрооборудования
Охрана
окружающей
среды
Исчисление
себестоимости
единицы ремонтной
продукции
Затраты на
отопление и
освещение
согласно отчетов
предприятия
составляют
93000 руб
Проектирование
участка по
ремонту комбайнов
Номинальные
месячные и
квартальные
фонды времени
при односменной
работе
Устанавливают
параметр производства
– фронт ремонта,
т.е. число изделий,
одновременно
находящихся
в ремонте. Его
определяют
по формуле /1/
Сводные
данные по определению
численности
производственных
рабочих по
участкам
Определение
производственных
и вспомогательных
площадей
проектируемого
участка
Технологическая
планировка
участка
Научная
организация
труда
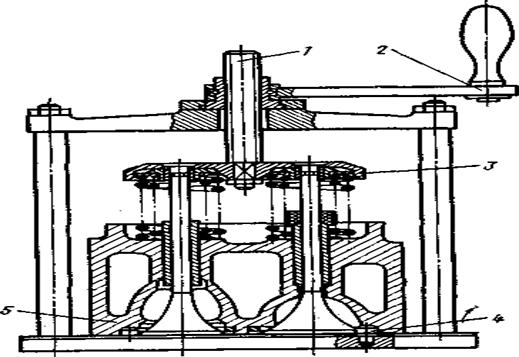
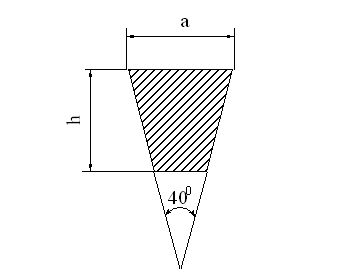
Разработка
винтовой
технологической
опоры для комбайнов
СК–5 "Нива" и
Енисей–1200
Расчет пружины
сжатия
Меры безопасности
при работе с
винтовой
технологической
опорой
Выпуск
основной ремонтной
продукции
Выводы.
Цель и задачи
дипломного
проектирования
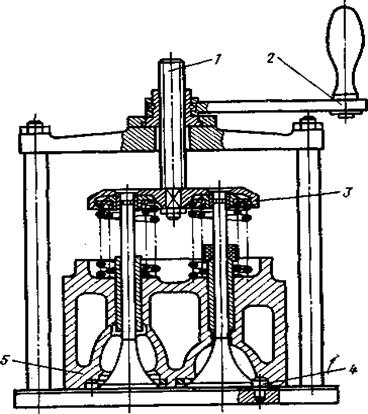
Разработка
винтовой
технологической
опоры для
Расчет пружины
сжатия
Абсолютные
технико-экономические
показатели
предприятия
Затраты на
отопление и
освещение
согласно отчетов
предприятия
составляют
93000 руб
Навигация
Организация машинно-ремонтной мастерской в сельском хозяйстве
Организация машинно-ремонтной мастерской в сельском хозяйстве
121493
знака
30
таблиц
268
изображений
4 Проектирование технологического процесса изготовления детали.
4.1 Общие положения технологического процесса проектируют и оформляют в соответствии с требованиями стандартов 3.1118-82 и ЕСТД. Формы и правила оформления маршрутных карт, 3.1103-82 и ЕСТД. Основные надписи, 3.1407-86 и ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки и др.
При проектировании технологического процесса на изготовление разработана следующая документация: ремонтный чертеж детали, маршрутные карты (МК), операционные карты (ОК), карты эскизов (КЭ)(см. прил. 4)
4.2 Исходные данные для проектирования технологического процесса на изготовление деталей.
Требуется изготовить один специальный болт из стали 30 (ГОСТ 1050-74). Масса заготовки 0.1 кг., а масса готового болта 0.08 кг.
При изготовлении детали используется инструменты и оборудование:
токарная обработка, станок 1К62, резец Т15К6, резец Р9, резец 2103-0057 ВК8, угломер тип 1-2, штангельциркуль ШЦ-1-0-125.
термическая обработка, электропечь СНО 6.12.4/10, термопара ТПП, щипцы, бак закалочный.
4.3 Расчет режимов выполнения операций.
Токарная обработка.
Определим припуск на обработку в мм. по формуле /1/.
h0=(D-d)/2, ( )
где D и d – диаметр детали до и после токарной обработки, мм.
h0=(19-10)/2=4.5 мм.
Глубина резания t=1.5 мм., при протачивании поверхности. Вычислим число проходов по формуле /1/.
J= h0/t=4.5/1.5=3, ( )
Подача при протачивании поверхности В S=0.5 мм/об.
Находим фактическую скорость резания, м/мин:
 , ( )
, ( )
где пф=960 об/мин.
![]() м/мин.
м/мин.
Определим припуск на обработку, в мм.
h0=(10-8)/2=1 мм.
Глубина резания t= 1 мм., при протачивании поверхности А.
Вычислим число проходов.
J=1/1=1
Подача при протачивании поверхности А S=0.5 мм/об. Находим фактическую скорость резания, м/мин
![]() м/мин.
м/мин.
При нарезании резьбы на станке 1К62 применяем резьбовой резец. Подача при нарезании резьбы S=1.5 мм/об. Число проходов j=2. Скорость при нарезании резьбы Vф=5.2 мм/мин.
4.3.2 Термическая обработка.
При термической обработке предлагается произвести закалку поверхности А. Закалка – термическая обработка, заключающаяся в нагреве металла выдержке и последующем быстром охлаждении.
При термической операции предлагаются следующие режимы закалки:
а) Температура нагрева детали Т=620-650оС
в) Температура нагрева печи должна быть на 10-30 оС выше чем температура нагрева детали под закалку.
с) Контроль температуры нагрева осуществлять при помощи термопары ТПП.
При охлаждении детали использовать бак закалочный и щипцы. Температура охлаждающей жидкости (вода) Т=20-21 оС. скорость охлаждения 10.6 оС/сек. Твердость детали 250 НВ.
4.4 Расчет норм времени по операциям.
4.4.1 Расчет норм времени при токарной обработке.
Технические нормы времени находим по формуле / 1 /.
Тн=То+Тb+Тдоп+Тпз/Nшт, ( )
где То – основное время;
Тb – вспомогательное время;
Тдоп – дополнительное время;
Тпз – подготовительно-заключительное время, ч.
При протачивании поверхности В основное время находят по формуле:
 , ( )
, ( )
где d – диаметр обрабатываемой детали, мм;
L – длинна обрабатываемой поверхности, мм;
i – число проходов;
V – фактическая скорость резания, м/мин;
S – подача, мм/об.
Вспомогательное время Тb=0.9 мин.
Дополнительное время определяем по формуле:
 , ( )
, ( )
где К=7…9%;
Топ=Тb+To.
При протачивании поверхности А основное время равно:
Вспомогательное время Тb=0.38 мин.
Дополнительное время Тдоп=0.036 мин.
Основное время при нарезании резьбы находим по формуле:
 , ( )
, ( )
Вспомогательное время Тb=0.042 мин.
Дополнительное время Тдоп=0.009 мин.
Основное время при проточке фаски 2 То=0.69 мин., Тb=0.43 мин., Тдоп=0.1 мин.
Основное время при проточке фаски 3 То=0.86 мин., Тb=0.57 мин., Тдоп=0.13 мин.
Затраты подготовительно-заключительного времени Тпз=10 мин.
Тн=2.659+2.8+0.946+10/1=16.405 мин.
4.4.2 Расчет норм времени при термической обработке.
Продолжительность нагрева детали 32 минуты. Время охлаждения 0.96 минуты. Затраты подготовительно-заключительного времни Тпз=7 мин.
Тн=32+0.96+7=39.96 мин
Похожие работы
... площади ремонтной мастерской Занимаемая ремонтной мастерской общая площадь включает в себя площадь производственных, административно-конторских, бытовых и складских помещений. К производственным площадям участков ремонтной мастерской относятся площади занятые технологическим оборудованием, рабочими местами (в том числе верстаками, рабочими стендами и др.), заготовками, деталями и узлами, ...
... Общая характеристика хозяйства Колхоз "Мир" организован в 1920 году в результате объединения мелких хозяйств "Первое Мая" и "Красное знамя". Землепользование колхоза расположено в юго-западной части Дебёсского района Удмуртской Республики и состоит из основного участка и шести участков постоянного пользования. Территория основного участка имеет вытянутую форму, протяжённостью с юга на север ...
... профилактической окрасок, следует исходить из того, что они должны производиться теми же материалами, какими ранее была окрашена машина. Особенностью роботы малярного участка в условиях районных ремонтных мастерских является необходимость обслуживания машин разного назначения, в больших пределах отличающихся габаритными размерами и применяемыми лакокрасочными покрытиями. Многие машины поступают ...

... или суд отказал во взыскании с них, 94 "Недостачи и потери от порчи ценностей" Кт 07 "Оборудование к установке", 01/11,04 и другие [15]. 1.2 Анализ основных фондов в сельскохозяйственном производстве Для правильной организации бухгалтерского учета основных средств и начисления амортизации, составления статистической отчетности о составе и движении, а также для анализа их использования все ...
0 комментариев