Навигация
Организация полиграфического производства
48060
знаков
17
таблиц
0
изображений
МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ РФ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПЕЧАТИ
Кафедра менеджмента
КУРСОВОЙ ПРОЕКТ
по теме
«Организация полиграфического производства»
Студентка гр. ФЭиМ-5-1
вечернего отделения
Смирнова М.В.
Руководитель Кондрусь Е.А.
Москва 2003
РЕФЕРАТ
1. Курсовой проект содержит:
46 страниц
10 таблиц 9 рисунков 5 приложений
2. Ключевые слова
Годовая производительность единицы оборудования
Годовая производственная программа запуска и выпуска
Затраты на заработную плату производственных рабочих
Затраты на материалы
Коммерческие расходы
Косвенные расходы
Общезаводские затраты
Общецеховые затраты
Оперативное управление производством
Организация качества контроля продукции
Отчисления на социальные нужды
Расчет стоимости заказа
Себестоимость
Себестоимость машино-часа
Себестоимость учетной единицы продукции
Технологическая карта заказа
Технологическая карта процесса на заказ
Технологическая карта технического контроля
3. Цель курсового проекта:
а) Подготовка изданий к полиграфическому производству.
б) Расчет годовой производственной программы и себестоимости печати учетной единицы изготавливаемой продукции.
в) Разработка форм документации для проведения экономических расчетов на этапе подготовки изданий к печатному производству.
г) Изучение и применение методик оперативного управления производством.
д) Изучение и анализ организации технического контроля на производстве.
4. Итоги проекта: В ходе курсового проекта были изучены стадии подготовки изданий к печатному производству, рассчитана производственная программа и себестоимость учетной единицы продукции, были сделаны выводы о составе себестоимости продукции, разработаны удобные формы расчета заказа на участке печатного цеха; произведены составление и анализ месячного план-графика загрузки оборудования в печатном цеху, а также включена схема организации технического контроля на производстве.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ………………………………………………………………………5
1. Технологическая схема изготовления продукции…………………6
2. Организация подготовки изданий к производству в печатном цехе полиграфического предприятия………………………………..…13
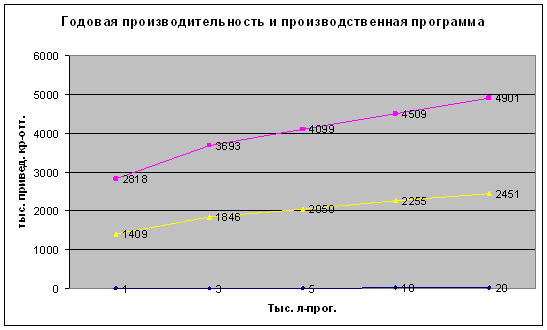
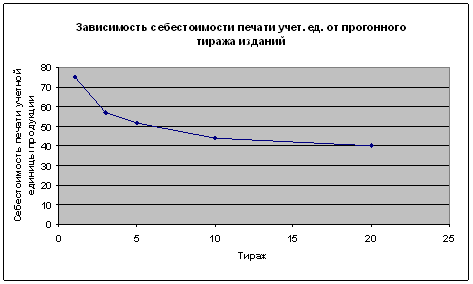
2.1. Расчет годовой производительности единицы печатного оборудования в зависимости от среднегодового тиража издания...........................................................................................................13
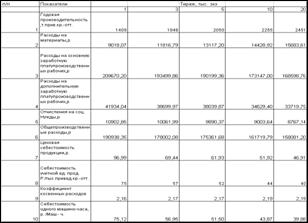
2.2. Расчет себестоимости изготовления учетной единицы продукции………………………………………………………………… 17
2.2.1 Расчет себестоимости изготовления учетной единицы продукции………………………..……………………………………26
2.2.2. Себестоимость одного машино-часа………………………28
2.2.3. Расчет коэффициента косвенных расходов………..……28
2.3. Разработка форм документации для проведения экономических расчетов.......……………………………………………30
3. Оперативное управление производством……………………………34
4. Организация контроля качества продукции……………………..…38
ЗАКЛЮЧЕНИЕ………………………………………………………………...40
СПИСОК ЛИТЕРАТУРЫ…………………………………………………….41
ПРИЛОЖЕНИЯ ……………………………………………………………… 42
ВВЕДЕНИЕ
В условиях перехода к рыночным условиям хозяйствования вызывает необходимость совершенствования организации производства на полиграфических предприятиях.
Полиграфическое производство характеризуется большим разнообразием выпускаемой продукции и применяемыми технологиями ее изготовления. Такая дифференциация спроса приводит к значительным колебаниям производственно-технических параметров изданий – форматов, объемов, тиражей. В этих условиях менеджеру требуется оперативно, профессионально и правильно реагировать на изменения. Это требует от него знаний технологий, техники и специфики полиграфического производства.
В данном курсовом проекте будут рассматриваться ключевые вопросы организации управления полиграфическим производством, такие как, составление схемы изготовления продукции, быстрый расчет ее себестоимости с применением современных методик и форм; организация оперативного управления и контроля качества продукции, которые имеют место на каждом полиграфическом предприятии.
1. ТЕХНОЛОГИЧЕСКАЯ СХЕМА ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ
Проектирование комплексного технологического процесса изготовления издания начинается с выбора способа печати и печатного оборудования.
Таблица 1.1.
1.1. Характеристика продукции
Исходные данные для проектирования технологического процесса
| № п/п | Технические показатели издания | Рекламные проспекты |
| 1 | Формат бумаги, см. и доля листа | 60х90\8 |
| 2 | Средний объем, печ. л. | 0,125 |
| 3 | Средний тираж, тыс. экз. | 20 |
| 4 | Периодичность выпуска | 12 |
| 5 | Красочность: | |
| 6 | лицо | 4 |
| 7 | оборот | 0 |
| 8 | Группа сложности | II |
| 9 | Характер изобразительного материала | Текст и многоцветные иллюстрации, цветные слайды |
| 10 | Линиатура растра, лин/см | 60 |
| 11 | Площадь, занятая иллюстрациями, % | 90 |
| 12 | Заполнение печатного листа печатными элементами, % | 70 |
| 13 | Количество текста, % | 7 |
| 14 | Характеристика бумаги и масса 1 м2 | Мелованная ДУ - 120 |
| 15 | Характер обработки отпечатанной продукции | Разрезка и обрезка по формату |
На сегодняшний день наряду с традиционными видами высокой и глубокой печати доминирующее положение сейчас занимает способ офсетной печати. Офсетная печатная техника в последние годы развивалась наиболее быстрыми темпами. Наряду с давно известными факторами офсетной печати, такими как, универсальность, воспроизведение текста и иллюстраций любой сложности, экономичность, возможность быстрого перехода на разные форматы заказов и толщину запечатываемого материала и т.д. В последнее время получили развитие такие направления:
n развитие допечатных технологий, позволяющих получение фотоформ высокого качества и в короткие сроки, что повышает производительность труда, освобождает производственные площади, улучшает условия труда рабочих, повышает их интеллектуальный уровень, значительно влияет на качество производимой продукции;
n автоматизация печатных процессов, управление машиной с одного пульта управления. Уже сегодня в арсенале отечественной и зарубежной полиграфии находится широкая номенклатура средств автоматизации печатного процесса, начиная от электронной системы централизованного контроля и управлением процесса печати и заканчивая многочисленными автоматическими устройствами местного применения;
n сокращение занимаемых оборудованием площадей, что уменьшает хозяйственные расходы за аренду помещений, предназначенных для размещения производственных цехов;
n повышение комфортности условий работы на оборудовании.
Таблица 1.2.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПЕЧАТНОГО ОБОРУДОВАНИЯ
| Показатели | KOMORI Sprint 226p |
| МАКСИМАЛЬНЫЙ ФОРМАТ ЛИСТА, см | 50,8х66 |
| НОМИНАЛЬНЫЙ ФОРМАТ ЛИСТА, см | 47х65 |
| ЭКСПЛУАТАЦИОННАЯ СКОРОСТЬ РАБОТЫ, об/час |
4.000-8.000 |
| КРАСОЧНОСТЬ | 2 (1+1) |
| ГАБАРИТНЫЕ РАЗМЕРЫ, м : |
|
| длина | 3,545 |
| ширина | 2,19 |
| высота | 1,9 |
| МАССА, кг | 5.600 |
| ОБЩАЯ ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ, кВт | 13,5 |
| СТОИМОСТЬ, тыс. руб. | 1 965,6 |
| Среднегодовое время простоя на ремонтах, осмотрах, ч. |
203 |
| Трудоемкость текущего ремонта, н-ч. | 123 |
| Норма времени на приладку (приправку) одной формы для II группы сложности, ч. |
1,25 |
| Норма времени на печать для II группы сложности, ч/т. лист-прог. |
0,21 |
|
|
Таблица 1.3.
Плановые нормы штучного времени и часовые нормы выработки
| Наименование | Учетная | Группа | Нормы по справочникам | Процентное | Плановые нормы | ||
| операции | единица | сложности | Штучного времени, мин. | выработки, ч | выполнение нормы | штучного времени, мин. | Выработки, ч |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| KOMORI | |||||||
| приладка (1 форма) | II | 15 | 110 | 13,6 | |||
| смена форм (1 форма) | II | 10 | 110 | 9,1 | |||
| смывка красочного аппарата (1 секция) | II | 15 | 110 | 13,6 | |||
| ПЕЧАТЬ | 1000 | II | 0,21 | 4,96 | 105 | 0,22 | 5,21 |
Увеличение выпуска и расширение номенклатуры полиграфической продукции, выпускаемой офсетным способом, привело к увеличению ассортимента листовых офсетных машин. Современные печатные машины можно разделить:
· По виду обрабатываемой бумаги на две группы - листовые и рулонные.
· По количеству печатных секций - на однокрасочные и многокрасочные.
· По построению печатных секций - одно- и двухсторонние.
· По формату - на машины малого, среднего и большого форматов.
Исходя из промзадания, данного для проектирования, где издание четырехкрасочное, выбираю только листовые офсетные печатные машины. Считаю, что рекламные проспекты форматом 60х90\8 и тиражом 20 тысяч экземпляров целесообразно отпечатать на листовой двухкрасочной машине (1+1) KOMORI Sprint 226P форматом 508х660 мм производства Японии. Считаю, что затраты на эту машину полностью обоснованы при печати четырехкрасочной продукции с использованием повторного прогона листов-оттисков.
Фирма KOMORI выпускает широкий диапазон моделей печатных машин, сохраняя при этом достоинства узкоспециализированного производства. Машины серии Sprint II соединяют в себе низкую стоимость, многофункциональность и другие преимущества массовых машин с гибкостью, высоким качеством и пониженными трудозатратами.
KOMORI Sprint II - это совершенно новая машина.
Отвечает практически всем потребностям полиграфического предприятия в необычайно широком диапазоне применений - от печатания бланков до печатания ценных бумаг и высококачественных репродукций, на бумаге от газетной до мелованной с высоким глянцем. Может печатать с металлических и бумажных печатных форм или работать по технологии «сухого офсета».
Серия Sprint II содержит много уникальных новшеств для облегчения эксплуатации и техобслуживания. Каскадный самонаклад, обеспечивающий стабильную высокоскоростную подачу листов бумаги толщиной от 0,035 мм. Центральный пульт управления со стороны приемки.
Датчики: двойного листа, перекоса, опережения или запаздывания листов. Форграйфер с качающимися захватами. Система увлажнения Komorimatic уменьшает расход спирта, улучшает качество оттисков. Быстрая и точная диагональная приводка листов смещением переднего упора. Снятие статического заряда с бумаги на подаче и на приемке. Возможна комплектация системой полуавтоматической установки форм с погрешностью 0,06 мм, автоматической смывки красочного аппарата и очистки офсетного полотна.
Механизм переворота листа, позволяющий работать на двухкрасочной машине по схемам 2+0 или 1+1. Тем самым, в каждодневной работе стала возможной двухсторонняя печать с совершенно новым качеством: практически идентичный результат печати с лицевой и обратной сторон. Только точно определенная последовательность движений элементов поворотного устройства обеспечивает высококачественную двухстороннюю печать на скорости до 8.000 отт./час. Благодаря искусной слаженности распрямления листа и оптимального движения захватов поворотного барабана, изменение направления листа происходит абсолютно гармонично и с сохранением заданной приводки.
Подготовку издания к печати тиража производят после определения технологии изготовления, выбора печатной машины, метода и способа печати. После этого ведут подготовку применяемого оборудования, материалов: краски и бумаги, а также определяют время на печать пробных оттисков и печать тиража.
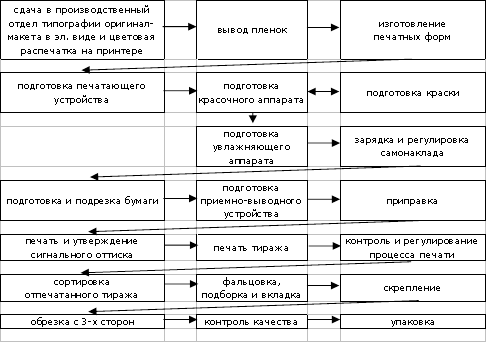
Схема технологического маршрута подготовки заказа к печати в печатном отделении показана на рис. 1.1.
Рис. 1.1.
Схема технологического маршрута подготовки заказа к печати в печатном цехе
Похожие работы
... сельхозпроизводителей в марте 2009г. в действующих ценах, по расчетам, составил 107,3 млрд.рублей, в I квартале 2009г. - 255,8 млрд.рублей. ГЛАВА 3. РАЗРАБОТКА БИЗНЕС-ПЛАНА КОМПЬЮТЕРНОГО КЛУБА 3.1 Процедура государственной регистрации предпринимательской единицы Получение свидетельства о регистрации Пакет учредительных документов следует сдать специалисту отдела регистрации юридических ...


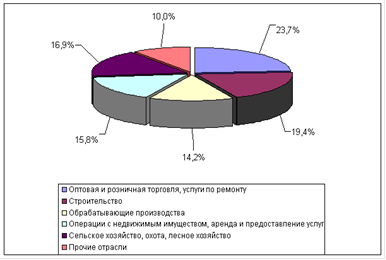
... . При общем относительно стабильном соотношении между предприятиями, получившими лицензии в центре и на местах, внутри этих совокупностей происходят заметные структурные изменения. 4. Территориальная организация полиграфической промышленности: социально-экономический анализ В малой полиграфии доля государственного сектора за рассматриваемые годы сократилась на 10,2%. Удельный вес предприятий ...
... . Схема технологического маршрута подготовки заказа к печати в печатном отделении показана на рис. 1.1. Рис. 1.1 Технологическая схема изготовления продукции 2 Организационно-плановая подготовка изданий к производству в печатном цехе полиграфического предприятия Данный раздел посвящается организационно-плановой подготовке изданий к производству в печатном цехе полиграфического ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
0 комментариев