Навигация
Себестоимость одного машино-часа
48060
знаков
17
таблиц
0
изображений
2.2.2. Себестоимость одного машино-часа
Себестоимость одного машино-часа зависит от полной себестоимости всей продукции и планового объема работ (для всех машин кроме печатных). Также необходимо определять плановый объем работ для печатных машин в маш-ч. Он зависит от нормы времени на приладку, годового количества приладок, коэффициента выполнения норм, нормы времени на печать и годовой производственной программы выпуска продукции.
Sм-ч = Sп/Fм-ч, где
Fм-ч – плановый объем работ (для всех машин кроме печатных), маш-ч
Fм-ч = tшт*N/kв.н.
Fм-ч = 12,1*245/1,05 = 2822 маш.-ч.
Fм-ч(печ) = tпр*Nпр/kв.н.+tпеч.*N/kв.н.
Fм-ч(печ) = 1,25*2447/1,05+0,21*245/1,05
Fм-ч(печ) = 2962 маш-ч.
2.2.3. Расчет коэффициента косвенных расходов
Коэффициент косвенных расходов определяется исходя из значений косвенных расходов на продукцию и прямой заработной платы основных производственных рабочих. В свою очередь, величина косвенных расходов на продукцию рассчитывается:
Sкосв = (k1 – 1)*Lпр +Sсоц+Sоп+Sох+Sком
Sкосв = (1,5-1)*177,80+94,95+1243,37+142,12+41,18
Sкосв = 1610,52 тыс.руб.
Отсюда, kкосв = Sкосв/Lпр
kкосв = 1610,52/177,80= 9,06
Интересно заметить, что коэффициент косвенных расходов при расчете изданий разными тиражами меняется.
Причем при среднем тираже изданий в 10000 экземпляров коэффициент косвенных расходов наименьший. Можно предположить, что при таком тираже наиболее эффективна работа оборудования предприятия.
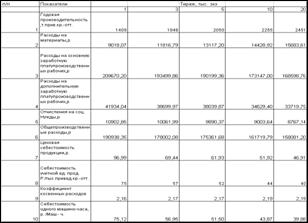
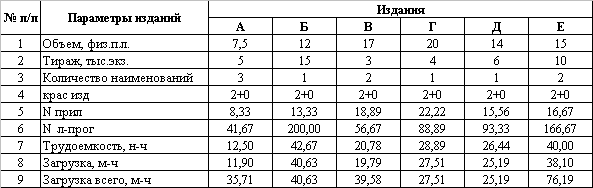
Полученные результаты можно представить в таблице.
Таблица 2.2.2
Расчет себестоимости печати учетной единицы продукции
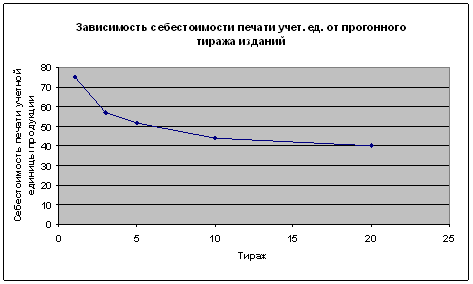
Из таблицы можно увидеть, что себестоимость единицы продукции снизилась с 8,58 руб. до 1,33 руб. при увеличении тиража издания с 1 000 экз. до 50 000 экз. Это связано с тем, что при увеличении тиража издания снижаются косвенные, общепроизводственные и общехозяйственные расходы, а также расходы на оплату труда основных производственных рабочих. Динамику изменения себестоимости на единицу продукции можно проследить на диаграмме зависимости удельной себестоимости продукции от тиража изданий в Приложении 3 (рис. 2.1.)
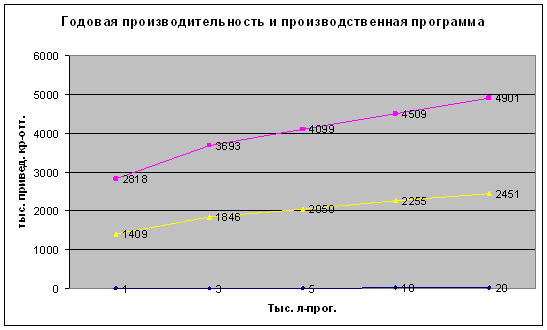
При увеличении тиража изданий в печатном цехе полиграфического предприятия увеличивается коэффициент загрузки печатного оборудования, а также возрастает годовая производительность печатного оборудования. Данные показатели представлении в виде графиков зависимости в Приложениях 4 (рис. 2.2) и 5 (рис. 2.3.)
2.3. РАЗРАБОТКА ФОРМ ДОКУМЕНТАЦИИ ДЛЯ ПРОВЕДЕНИЯ ЭКОНОМИЧЕСКИХ РАСЧЕТОВ
Разработка форм документации для проведения экономических расчетов на этапе подготовки изданий к производству. С учетом конкретной технологии изготовления продукции необходимо проработать на предприятиях формы нормативной документации, используемые на этапе подготовки изданий к производству, которые позволяют рассчитать себестоимость продукции, учитывая технологию изготовления изданий.
В ходе технологической стадии подготовки издания к производству производится оценка издания, которая выявляет скоординированность решений с технологическими возможностями данного предприятия. Оценивая технологичность издания, технолог выбирает наиболее оптимальный вариант технологии и оборудования для каждого конкретного заказа. Если издание является типовым и технологичным для данного предприятия, то это позволяет применить для его изготовления типовые формы расчета себестоимости издания, а также освоенную технологию, что позволит ускорить производственный процесс.
На этапе экономического анализа проводится расчет объема работ по заказу и составляется плановая калькуляция на заказ.
На данном этапе подготовки издания к производству в качестве нормативно-технической документации используется технологическая карта заказа типового процесса и нормативно-технологическая карта заказа.
В технологической карте типового процесса устанавливается последовательность выполнения операций для изготовления однотипных изданий, раскрывается содержание каждой операции, методы выполнения, устанавливается технологический режим и исполнители.
Таблица 2.3.1.
Технологическая карта процесса на заказ в печатном цехе
| Элементы операции | Способы выполнения операций | Инструменты и материалы | Технологический режим | Исполнитель |
| 1 | 2 | 3 | 4 | 5 |
| Начальный этап | Получение карты заказа. Печатник получает у мастера карту заказа, знакомиться с ней, заказывает печатную форму и бумагу | Карта заказа | Ненормированный | Мастер участка печатник 6 разряда |
| Подготовка бумагопроводящей системы | Зарядка бумаги в самонаклад, установка по формату присосов, ограничителей, щеток, раздувов, приемных роликов, механизма бокового равнения,, роликов транспортера, передних и боковых упоров, приемного стола машины, опорных плоскостей захвата по формату бумажного листа, проверка систем блокировок, устранение статического электричества. | Гаечный ключ, шестигранник, отвертка Тиражная бумага | Сталкивание бумаги, зарядка стапельного стола | Печатник 6 разряда, печатник 4 разряда |
| Установка и приладка печатной формы | Печатную форму закрепляют между зажимными планками. Для этого край формы вставляют между зажимами формного цилиндра, нажимают на кнопку на пульте управления - зажимы закрепляют пластину, формный цилиндр поворачивается на 3600 и также закрепляют второй край формы, затем нажатием кнопки форму натягивают до нужного уровня натиска. | Печатная форма | Навешивание и закрепление формы на цилиндр | Печатник 6 и 4 разрядов |
| Подготовка печатного аппарата | Установка декеля, проверка зазоров между контрольными кольцами цилиндров печатного аппарата, проверка захватов печатного аппарата, регулировка давления, осевая, продольная и диагональная приводка форм | Накидной ключ, набор щупов, резиновое полотно | Разметка и установка | Печатник 6 или 4 разряда |
| Подготовка красочного аппарата | Установка дукторного и передаточного цилиндров, накатных и раскатных валиков, установка красочного ножа, выверка и установка зазоров. Загрузка красочного аппарата краской. Регулировка толщины краски. | Щуп, шпатель, отвертка, ключ, краска | Установка ножа, зарядка, регулировка толщины красочного слоя | Печатник 4 разряда |
| Подготовка увлажняющего аппарата | Установка и приладка валиков. Составление увлажняющего раствора, наполнение резервуара раствором, контроль pH увлажняющего раствора. Регулировка подачи влаги. | Щуп, лакмусовая бумага Увлажняющий раствор Ножницы, нитка | Проверка pH | Печатник 4 разряда |
| Контроль и утверждение пробного оттиска | Мастер участка сравнивает пробные оттиски со шкальными оттисками и корректурным листом, утверждает его к печати.
| Пробный оттиск | Машина работает | Мастер участка |
|
ПЕЧАТЬ ГОТОВОЙ ПРОДУКЦИИ |
В нормативно-технологической карте заказа содержится технологический маршрут прохождения заказа в производстве, указывается применяемое оборудование, количественное задание по операциям, расчет трудовых и материальных затрат.
Произведу расчет по технологической карте заказ на печать издания полноцветный рекламный проспект форматом 60х90/8, объем 0,125 печатных листов, тиражом 20 тыс.экземпляров. Печать производится на двухкрасочной листовой машине офсетной печати Komori Sprint 226p форматом 47х65 см.
На такой формат помещается 4 одинаковых листа восьмой доли. Следовательно, прогонов машины будет 20 000 * 0,125 * 4 = 10 000 листопрогонов.
Таблица 2.3.2.
Технологическая карта заказа
Из технологической карты заказа можно определить себестоимость 1 учетной единицы продукции. 16 231,56 / 20 000 = 0,81 руб. (без учета НДС). Таким образом, себестоимость рекламного проспекта в печатном отделении типографии равна 81 коп.
На экономическом этапе подготовки издания к производству необходимо оперативно составить калькуляцию для расчета себестоимости всего заказа и себестоимость 1 учетной единицы продукции, учитывая все затраты не ее изготовление. Для этого используют специализированные формы документации.
Каждая типография разрабатывает свои формы расчета заказа. Для расчета себестоимости своего заказа могу предложить новую форму.
Рис. 2.3.1.
РАСЧЕТ СТОИМОСТИ ЗАКАЗА
Таким образом, при расчете стоимости заказа по новой форме себестоимость 1 учетной единицы с учетом НДС составила 97 коп.
3. ОПЕРАТИВНОЕ УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
Организация полиграфического производства на полиграфическом предприятии подразумевает 2 вида управления:
Оперативно-календарное планирование
Диспетчирование производства
В ходе организации оперативно-производственной деятельности должны решаться следующие задачи:
1. обеспечение выполнения договоров с заказчиками;
2. выпуск продукции в полном соответствии с требованиями по качеству, объему и срокам изготовления, установленных в договорах;
3. оптимальное использование производственных мощностей;
4. обеспечение минимальной длительности производственного цикла изданий;
5. равномерная по времени и пространстве загрузка рабочих мест и т.д.
Оперативно-календарное планирование на полиграфическом предприятии охватывает межцеховой и внутрицеховой уровни иерархии производства. Результатом оперативно-календарного планирования на межцеховом уровне может быть оперативный план предприятия в целом и графики выпуска полуфабрикатов и готовой продукции по цехам, а также графики прохождения заказов по стадиям полиграфического производства.
В число основных задач оперативно-календарного планирования входит обеспечение максимальной прибыли предприятия, выполнения договорных обязательств полиграфического предприятия по выпуску продукции заданных объемов и качества в установленные сроки, минимальной длительности производственного цикла, максимального использования производственных ресурсов предприятии и слаженной работы всех подразделений.
Для обеспечения сбалансированности работы цехов предприятия строятся план-графики загрузки оборудования.
Существует много методик построения графиков загрузки, как правило, это выполняется вручную. В условиях автоматизации производственного процесса можно использовать также компьютерные методы обработки заказов на базе программного продукта Microsoft Project, который позволяет оперативно систематизировать любой производственный процесс. При этом программа опирается на создаваемое организацией производства рациональное сочетание живого труда с вещественными факторами процесса производства.
Чтобы наглядно продемонстрировать действие программы Microsoft Project, можно представить решение следующей задачи.
Таблица 3.1.
Исходные данные для построения месячного план-графика работы печатного цеха предприятия.
При определении загрузки печатного цеха технолог должен учитывать все имеющиеся ресурсы – оборудование, рабочую силу и технологию. Данные параметры изданий позволяют выбрать одну технологию изготовления типовых изданий. Остается рассчитать количество ресурсов, а также определить сроки изготовления продукции. Технолог обязательно должен учитывать такие показатели как уровень загрузки оборудования, срок исполнения заказа, используя при этом все имеющиеся ресурсы, так как простой оборудования на предприятии необоснован.
Для выполнения графика плана-загрузки необходимо установить параметры проекта: длительность работ, назначить используемые ресурсы, способ планирования, вид связи работ, приоритет работы, календарь рабочего времени, единицы измерения длительности и объем работ. Предположим, что на предприятии имеется достаточное количество оборудования для печати одного вида издания на одной офсетной печатной машине Komori Sprint 226. Тогда, срок исполнения всех заказов при двухсменном режиме работы будет равен 17,81 дней, при этом будет задействовано 6 единиц оборудования и 12 печатников офсетной печати: 6 печатников VI разряда и 6 печатников офсетной печати IV разряда, отсюда следует, что коэффициент загрузки производственного оборудования будет низким.
Рис. 3.1.
Месячный план-график работы цеха - 1
Получив первоначальные оценки работ, можно перейти к временному и стоимостному анализу реализации проекта, а также к анализу возможных рисков при реализации проекта.
Для эффективного использования производственных ресурсов план-график необходимо совершенствовать. Для выполнения данных заказов у нас имеется срок 1 месяц, а при вышеизложенной загрузке у нас есть еще резерв времени, поэтому целесообразно пойти по пути сокращения использования единиц оборудования и рабочей силы. Для этого я использую связи между работами. Печать разного вида изданий я произвожу не на 6 единицах печатного оборудования, а на 3, это возможно при укомплектовке заданий на печать на каждую машину. Таким образом, сокращается количество производственного оборудования до 3 единиц, вдвое сокращаются трудовые ресурсы, отсутствует простой оборудования, срок исполнения заказов увеличивается на планируемый месяц. Результаты представлены на рис. 3.2.
Рис. 3.2.
Месячный план-график работы цеха - 2
После оптимизации производственного процесса срок исполнения заказа 28,4 дней, количество используемых единиц оборудования – 3, количество рабочей силы, соответственно, 6 печатников. Отсюда следует, что сократились издержки производства вдвое, что в значительной степени отразится на себестоимости единицы продукции.
Похожие работы
... сельхозпроизводителей в марте 2009г. в действующих ценах, по расчетам, составил 107,3 млрд.рублей, в I квартале 2009г. - 255,8 млрд.рублей. ГЛАВА 3. РАЗРАБОТКА БИЗНЕС-ПЛАНА КОМПЬЮТЕРНОГО КЛУБА 3.1 Процедура государственной регистрации предпринимательской единицы Получение свидетельства о регистрации Пакет учредительных документов следует сдать специалисту отдела регистрации юридических ...


... . При общем относительно стабильном соотношении между предприятиями, получившими лицензии в центре и на местах, внутри этих совокупностей происходят заметные структурные изменения. 4. Территориальная организация полиграфической промышленности: социально-экономический анализ В малой полиграфии доля государственного сектора за рассматриваемые годы сократилась на 10,2%. Удельный вес предприятий ...
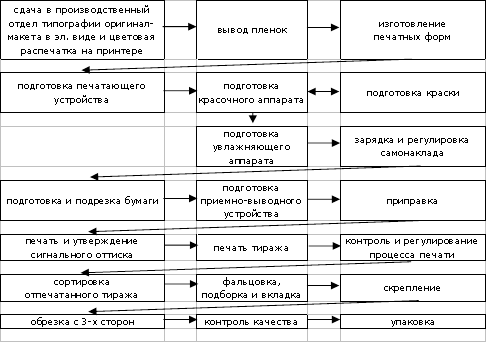
... . Схема технологического маршрута подготовки заказа к печати в печатном отделении показана на рис. 1.1. Рис. 1.1 Технологическая схема изготовления продукции 2 Организационно-плановая подготовка изданий к производству в печатном цехе полиграфического предприятия Данный раздел посвящается организационно-плановой подготовке изданий к производству в печатном цехе полиграфического ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
0 комментариев