Навигация
Введение
Значение литейного производства в народном хозяйстве чрезвычайно велико ; почти все машины и приборы имеют литейные детали.
Литье является одним из старейших способов, которым еще в древности пользовались для производства металлических изделий : в начале из меди и бронзы а затем из чугуна , а позже из стали и др. сплавов.
В 1868 году на Мальцевских заводах впервые были стальные фасонные отливки.
Основными процессами литейного производства являются : плавка металла, изготовление форм, заливка металла и охлаждение, выбивка, очистка, обрубка отливок, термическая обработка и контроль качества обработки.
Основной способ изготовления отливок - литье в песчаные формы, в который получают около 80% отливок. Однако точность и шероховатость поверхности отливок, полученных в песчаных формах, во многих случаях не удовлетворяют требованиям современного машиностроения.
Литейное производство позволяет получить заготовки сложной конфигурации с минимальными припусками на обработку резанием и с хорошими механическими свойствами. Технологический процесс изготовления механизирован и автоматизирован, что снижает стоимость литых заготовок. Достижения современной науки во многих случаях позволяют коренным образом изменить технологический процесс, резко увеличить новые высокопроизводительные машины и автоматы. Что в конечном счете помогает улучшить качество продукции и повысить эффективность производства.
Данную деталь «колодка» при среднесерийном производстве целесообразно выполнить литьем используя машинную формовку на поточной линии, что позволяет повысить точность форм, увеличить качество отливки, увеличить производительность.
1 Анализ технологичности литой детали.
Разработку технологического процесса изготовления отливки начинают с анализа технологичности конструкции детали.
Технологичной называют такую конструкцию изделия или составных ее элементов (деталей, узлов, механизмов), которая обеспечивает заданные эксплуатационные свойства продукции и позволяет при данной серийности изготовлять ее с наименьшими затратами. Технологичная конструкция характеризуется простой компоновки, совершенством форм. Конструкция отливки должна обеспечить удобство извлечения модели из формы, что достигается наименьшем количеством разъемов модели, отъемных частей и стержней. При наличии отклонений от указанных требований должен быть поставлен вопрос о внесении в конструкцию детали необходимых изменений.
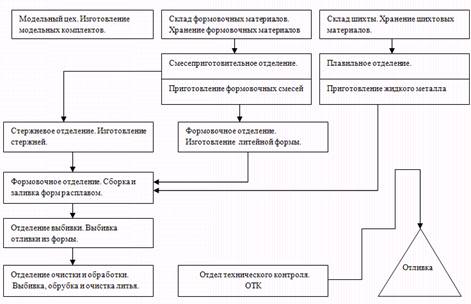
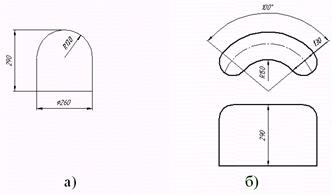
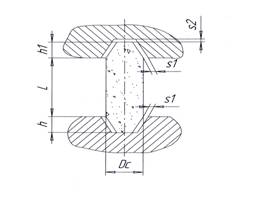
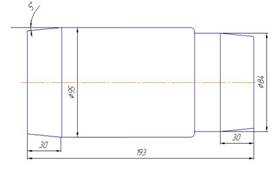
С точки зрения технологичности отливка «Корпус»
не технологична так как она не согласуется с принципом направленного затвердевания , что приводит к образованию усадочных раковин.Отливка сложная;много углов;-образуют рёбра.Отливка предстовляет собой форму корбки сопрежённую с фланцами. Ну привсём приэтом эту деталь рациональнее и экономичнее выполнять литьём ,нежели ковкой так как при литье требуется меньше механической обработки и экономических затрат.
Эскиз №1.
2 Обоснование выбранной марки материала, химический состав и механические свойства
К отливке «Корпус» предъявляются не очень высокие прочностные и механические свойства ,она подвергается статическим и динамическим нагрузкам .Отливка работакт в огресивной среде.Для её производства следует пименять марку 08ГДНФЛ.
Химический состав ,% (гост 977-88)
Таблица №1
| С | Mg | Si | F | S |
| Не более 0,1 | 0,6-1 | 0,15-0,40 | Не более 0,035 | Не более 0,035 |
Механические свойства (гост 977-88)
Таблица №2
| Режимы термообработки | Сечения,мм | Кси Дж/см | НВ (HRC ) | ||||
| Нормализация 921-950 | 100 | 280 | 500 | 15 | 25 | 35 | - |
| Отпуск 590-650 | 100 | 350 | 500 | 16 | 20 | 30 | - |
3 Выбор способа изготовления и вид формовки
Способ изготовления формы определяется реальными производственными возможностями цеха, а также серийностью отливок. Выбор способа изготовления зависит от нескольких показателей, такие, как габариты отливки и характер производства.
Исходя из этого для отливки «Корпус» целесообразнее использовать автоматические линии типа НЛ453 преднозначены для изготовления отливок в песчано-глинистых формах при сирийном прозводстве. .Так же при использовании автоматические линии улучшится качество отливок ,скорость и уменьшатся финансовые затраты.
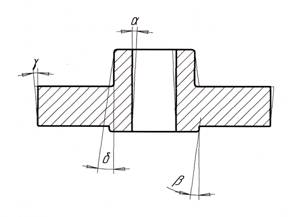
4 Выбор положения отливки в форме при формовке и заливке
Расположение отливки в форме при ее формовке и заливке предопределяется сложностью ее изготовления, контурами формы, размерами опок, припусками на обработку и т. д.
В нижних частях формы нужно располагать рабочие поверхности отливки, места, подлежащие механической обработке, и те чести, которые при эксплуатации подвергаются наибольшей нагрузке. Для получения стальной отливки без усадочной раковины формы заливают в положении, при котором обеспечивается затвердевание стали в направление к прибыли. При выборе положения в форме отливки, которая имеет внутренние плоскости, образуемые стержнями, нужно предусмотреть возможность проверки толщины тела при сборке формы, а также возможность создания условий для надежного крепления стержней в ней. Для предупреждения недоливов тонких стенок отливки их нужно помещать снизу.
При определении поверхности разъема формы при заливке руководствуются следующими положениями:
- форма и модель, по возможности, должны иметь одну поверхность разъема, желательно плоскую горизонтальную, удобную для изготовления и сборки формы,
- модель должна свободно извлекаться из формы,
- всю отливку, если позволяет ее конструкция, нужно располагать в одной (преимущественно в нижней) полуформе целях исключения перекосов,
- при машинной формовке выбор поверхности разъема формы зависит также от типа формовочных машин.
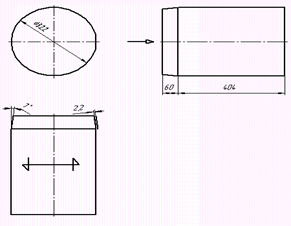
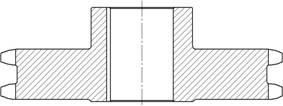
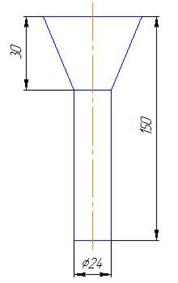
Данная отливка «корпус» будет располагаться в одной, нижней опоке, горизонтально .(см. эск.№2).
Похожие работы
... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...

... , сделавшего необычайно много для развития отечественного литейного производства. ОТЛИВКА ДЛЯ ЦАРЬ-МОЛОТА Знаменитый Мотовилихинский завод в Перми подарил миру не одну техническую диковинку, не одну уникальную отливку. Об одной из них — об огромной чугунной пушке — уже говорилось. Не менее выдающейся была отливка для уникального Царь-молота. Для проковки больших стальных пушек ...
... и при наибольшем размере 402,5 мм, по таблице ПЗ принимаем следующие припуски на механическую обработку: 3 мм на сторону внешнюю и 2 мм на все остальные. Технологический припуск применяется для упрощения и облегчения процесса изготовления отливки. В данном случае назначаются формовочные уклоны (для удобства извлечения модели из формы без разрушения её), напуски (для упрощения изготовления ...
... не имеет массивных частей, прибыль для данной отливки установлена не будет. Данная отливка имеет небольшую массу и незначительные размеры, поэтому в одной форме изготавливаем четыре отливки. Для изготовления форм используем односторонние модельные плиты. При данных размерах длины и ширины опок имеется возможность производить формовку на встряхивающей машине с допрессовкой и поворотным столом, ...
0 комментариев