Навигация
Выбор плоскости разъема модели и формы
14826
знаков
3
таблицы
0
изображений
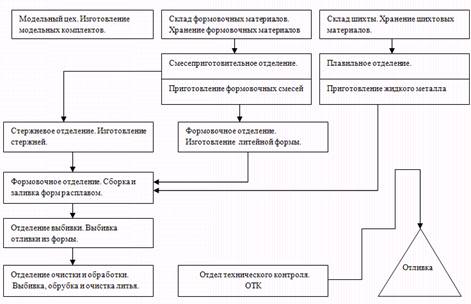
5 Выбор плоскости разъема модели и формы
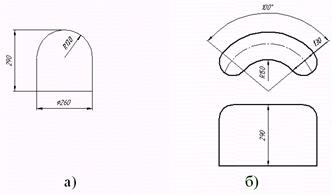
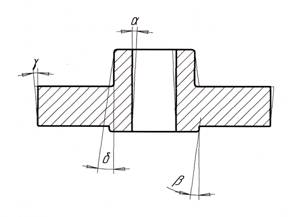
В основу выбора плоскости разъема формы берутся следующие положения: удобство формовки (простота выемки модели из формы), минимальное количество отъемных частей и минимальное количество стержней. Основные поверхности отливки должны размещаться в одной полуформе. Во второй полуформе размещаются менее ответственные части отливок. Разъему формы желательно давать плоскую поверхность, а не фигурную.
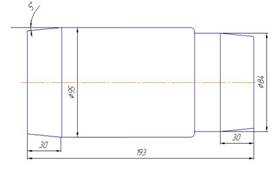
В данной отливке разьем будет проходить по поверхности отливки так-как при таком расположении осуществляются требования, предъявляемые к поверхности разъема модели в форме.(эскиз№2)
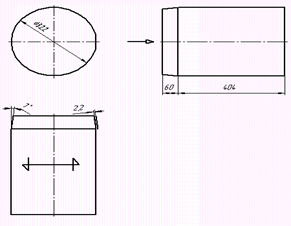
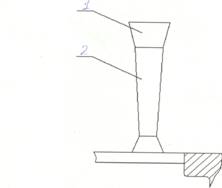
6 Определение количества стержней, их контуров размеров знаков.
Стержни применяют для образования в отливках отверстий и полостей, а также для получения наружных поверхностей отливок.
При заливке формы стержни обычно со всех сторон окружены расплавом, поэтому они должны обладать высокой газопроницаемостью, прочностью, податливостью, выживаемостью, что обеспечивается выбором соответствующей стержневой смеси и конструкцией стержня.
Знаки стержня. При проектировании знака стержня устанавливается размер поверхности его опоры в форме и зазоры между знаком формы и стержнем. Зазоры должны компенсировать допускаемые неточности при изготовлении модели и стержневых ящиков, деформации стержней в сыром виде. Одновременно с этим зазоры предупреждают обжим формы стержнем при опускании его в нижнюю полуформу и при накрытии верхней полуформой.
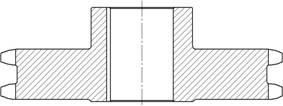
Отливка «корпус» имеет 3 стержня .
Два внутренних стержня выполняющие роль внутренних диаметров отливки.
Первый стержень с 288 мм высотой 80мм и со знаком 50мм.
Второй стержень с 218 мм высотой 80мм и со знаком 40мм.
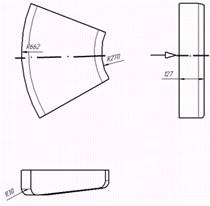
Третий внутренний выполняющие роль внутренних контуров отливки.Длиной 460мм шириной 380мм высотой 250мм . (см эскиз№3).
Эскиз №3.
8 Назначение класса точности ,допустимых отклонений на размеры, припусков на механическую обработку.
Под точностью изготовление отливки понимается степень отклонения их геометрических размеров и массы от минимальных значений .
Требования по точности отливки для всех сплавов регламентируется по ГОСТу 26645-85.
Данная отливка «Корпус» 12,5 класса размерной точности ГОСТ 26645-85.
Припуски на механическую обработку устанавливают в зависимости от допусков размеров отливок дифферецированно для каждого элемента. Класс точности массы соответствует классу точности отливки.Для верхних частей отливки предусматривают больший припуск на механическую обработку так как там образуется не металические включения.
Gприб = (V1 +......Vn ) * p ,Кг
,где V1 ;Vn– объем припусков.
P – плтность металла (7,8)
V=
,где D,d-,большой и малый диаметр с учетом припусков.
Н- высота припусков.
9 Назначение величины формовочных уклонов.
Формовочные уклоны называют уклоны , которые указывают технологии – литейщика на рабочих чертежах детали в случаи отсутствия конструктивных уклонов.
Формовочные уклоны изменяют чертёжные рамеры отливки. Формовочные уклоны зависят от длины,высоты и ширины.
10 Определение количества отливок в форме
Для отливки «корпус»,габаритные размеры которой 1100х940х425 мм ,экономичнее и целесообразнее взять опоку с габаритными размерами 1600х1200х500\300 мм .
В этой опоке будет располагаться одна отливка «корпус».
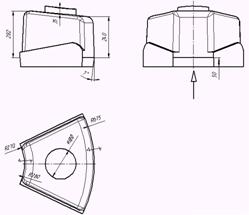
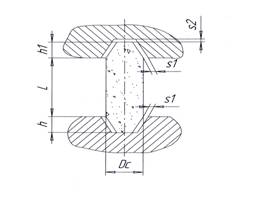
11 Выбор места установки прибылей ,требования предъявляемые к ним.
Прибыль-это резервуар жидкого металла служащий для добавочного питания отливки в период её затвердевания .
Правила установки прибылей :
- прибыль не должна препятствовать свободной усадке отливки
- прибыль устанавливается на самых массивных частях отливки
- конструктивно прибыль должна легко отделятся от тела отливки
Рациональная форма прибыли должна обеспечить при своих минимальных размерах вывод всей усадочной раковины в прибыль .
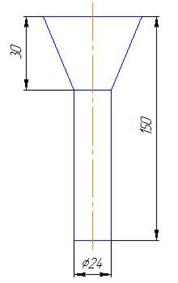
Для отливки «Корпус» выбрана закрытая прибыль имеющая форму цилиндра со скруглением сверху .
Расчет прибылей идёт по методу «Ижорские заводы».
В основу расчета прибылей по методу «Ижорские заводы» положены определения высоты выступающей в прибыль части диаметра стержня.И диаметр вписаного в прибыль шара. Основное назначение выступающего в прибыль стержня, уменьшении площади огневого реза.
Диаметр вписанного шар зависит от толщины и высоты питаещего узла.
dш =
,где H-высота питаемого узла,мм
Т- толщина питемого узла,мм
dш - диаметр шара,мм
12 Конструкция летниковой системы, требования предъевляемое к ней
Литниковая система-это система каналов преднзначенных для заполнения литейной формы жидким металлов,в определённом режиме.
Элементы летниковай системы
-летниковая ворвнки
-стояк
-литниковой ход
-питатель
Требование к литниковой системи:
-минимальная протежённость литниковых каналов.
-одностороннее напровления потока жидкого металла в нутри формы.
-к особо тонкостенным деталям не один питатель,а два,три и т.д.
Для данной детали «корпус» рациональнее использовать подвод металла по разъёму так как такая летниковая система обеспечивает спокойная заполнения формы металлов, минимальная протежённость литниковых каналов,удобний подвод металла в форму.
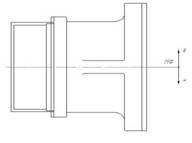
13 Определение гобаритов опок и выбор их конструкция.
Гобариты опок определяются гобаритами модели, количества моделей в форме,расположение и величиной прибылей и летниковой системы.
Выбор опок производится после назначения положение отливки в форме,выбора плоскости разъёма,размеров стержневых знаков.
При выборе опок необходимо руководствоватся условием:талщина слоя формовочной смеси вокруг отливки должна быть достаточной,чтобы при заливке не произошла деформация формы.
Таким образом отливка будет распологаться в нижней полуформе,а прибыль в верхней.
Так как формовка-машинная следовательно гобариты опок имеют следущие размеры:верхняя опока 1600*1200*300;нижняя опока 1600*1200*500
(см. Эскиз 6)
14 Заливка формы.
Для заливки жидкого металла в формы применяют литейные ковши разнообразных конструкций.В виду этого,для разливки стали используют стопорные ковши.
Для получения качественной отливки и обеспечиванная хорошей заполняемости формы,необходимо выдержать определённую температуру заливаемого расплаваю Её выбирают в зависимости от расплава и харктера отливки.
| Марка стали | Температура плавления | Интервал температуры заливки | Допустимая температура нижнего придела начала заливки. |
| 08ГДНФЛ | 1510 | 1560-1580 | 1545 |
15 Выдержка отливок в форме. Выдержка отливок в форме после заливки обеспечивает частичное илт полное устранение причин,вызывающих разного рода дефектов отливки-холодных трещин,корабление и т. д.
Всё эти дефекты вызывают неравномерного температурного поля вотливки или недостаточной прочностью стали в отливке в момент выбивке её из формы.Время выдержки в форме тонкостенных отливок может быть доведено до минимальных величин,так как они быстро затвердевает
Продолжение выдержки определяется температуратурой,при которой отливка выбивает из форм.В практике этиа температура принимается равной 150-200
Выдержка отливок в форме
После заливки.
График №1
16 Выбивка,обрубка,очистка отливок.
К числу финишных операций относет выбывку,очистку,обрубку,зачистку отливок,их термическую обработку,контроль и исправление дефектов.Выбывку отливок и удаление стржней в условиях производства осуществляют вручную,с помощью накладных подвесных вибраторов или вибрационых карамысел.Вмеханизированных цехах применяют спицальные оборудование или комплесные механизированных автоматизированных установок.Для удаления стержней из отливок и очистки их остатков отработаной формовочнй смеси применяют электрогидравли ческие установки гидравлические камеры.
Для очистки отливок от стержнней и пригара используют барабаны и вибриционные очистные машины.
Разработаны переменно-контактные и постоянно-контактный технологические процессы обработки стальных и чугунных отливок шлифовальным кругом.Для отрезки литников, выпаров и прибылей от отливок из цветных сплавов используют эксцентриновые пресскусачки ,дисковые и ленточные пилы.
17 Назначение режимов термической обработки
Термическая обработка является обязательной операцией в технологическом процессе производства стального литья. Только отливки небольших размеров из не углеродистой стали могут не подвергаться термической обработке.
Цель термообработки заключается в том, чтобы путем нагрева до определенной температуры, некоторой выдержке при этой температуре и последующего охлаждения изменить структуру стальных отливок, и получить необходимые свойства прочности , пластичности, износоустойчивости, обрабатывающие или особые прочностные свойства.
Нормализация применяется для отливок из легированной стали с низким содержанием углерода. При нормализации происходит полная фаза перекристаллизации, обеспечивая измельчение зерна, смягчение стали и снятие литейных напряжений : образуются структуры более тонкого перлита, чем при отжиге. Нормализация проходит при 920-950 для данной отливке «корпус»
Отпуск заключается в нагреве ниже интервала превращений, выдержке при этой температуре и последующем охлаждении. При отпуске применяют превращение неустойчивых структур закалки в более устойчивые по схеме мартенсит-тростит-сорбит, и как следствие, с изменением структуры изменяются механические свойства, а также одновременно снимаются внутренние напряжения.
Отпуск проходит при 590-650 для данной отливке «ко
Похожие работы
... заданного качества при минимальных затратах. 1.4 Выбор положения отливки в форме и назначение разъема модели и формы Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное ...

... , сделавшего необычайно много для развития отечественного литейного производства. ОТЛИВКА ДЛЯ ЦАРЬ-МОЛОТА Знаменитый Мотовилихинский завод в Перми подарил миру не одну техническую диковинку, не одну уникальную отливку. Об одной из них — об огромной чугунной пушке — уже говорилось. Не менее выдающейся была отливка для уникального Царь-молота. Для проковки больших стальных пушек ...
... и при наибольшем размере 402,5 мм, по таблице ПЗ принимаем следующие припуски на механическую обработку: 3 мм на сторону внешнюю и 2 мм на все остальные. Технологический припуск применяется для упрощения и облегчения процесса изготовления отливки. В данном случае назначаются формовочные уклоны (для удобства извлечения модели из формы без разрушения её), напуски (для упрощения изготовления ...
... не имеет массивных частей, прибыль для данной отливки установлена не будет. Данная отливка имеет небольшую массу и незначительные размеры, поэтому в одной форме изготавливаем четыре отливки. Для изготовления форм используем односторонние модельные плиты. При данных размерах длины и ширины опок имеется возможность производить формовку на встряхивающей машине с допрессовкой и поворотным столом, ...
0 комментариев