Навигация
Совершенствование организации производства на предприятиях сервиса
52867
знаков
13
таблиц
0
изображений
Министерство образования Российской Федерации
Омский государственный институт сервиса
Кафедра экономики и организации производства
К защите допущена
«___» _____________ 2003 г.
________________________
Защищена с оценкой
__________________
__________________
КУРСОВАЯ РАБОТА по курсу: «Организация производства в области сервиса»
Тема: «Совершенствование организации производства на
предприятии химической чистки»
Омск – 2003
Содержание
Введение …………………………………………………………3
1. Организация основного производства на предприятиях
химической чистки изделий……………………………………..4
1.2 Расчет возможного объёма работ, количества рабочих
мест и оборудования по основным участкам предприятия…12
1.2.1. Участок обработки изделий в среде органических растворителей……………………………………………..12
1.2.2. Участок выведения пятен…………………………17
1.2.3 Участок влажно – тепловой отделки изделий……20
1.3 Организация работы комплексных бригад и расчет их численного состава……………………………………….24
2. Организация ремонтного хозяйства…………………………28
3. Организация обслуживания населения………………………32
Заключение ………………………………………………………35
Библиографический список..…………………………………….36
Приложение……………………………………………………….38
Введение
Предприятия бытового обслуживания, как правило, являются государственными или большая их часть принадлежит ему. Особенно это характерно для химчисток. Отличие деятельности предприятия бытового обслуживания населения является то, что конечный результат труда коллектива его работников проявляется в экономической форме услуг.
Исходя из этого, выстраивается ряд сложностей, ведь услуга неосязаема и нельзя заранее определить конечный результат.
Спрос на услуги имеет сезонные скачки, то слишком много заказов, то полное их отсутствие.
Также немаловажен человеческий фактор и культура обслуживания на предприятиях быта.
Цель курсового проекта описать процесс химической чистки от начальных стадий – приемки заказов, до их выдачи. Привести примеры более рациональной организации производственного процесса. А также произвести расчет по проектироему предприятию на каждом участке.
1. ОРГАНИЗАЦИЯ ОСНОВНОГО ПРОИЗВОДСТВА НА ПРЕДПРИЯТИЯХ ХИМИЧЕСКОЙ ЧИСТКИ ИЗДЕЛИЙ
1.1.Организация процесса производства химической чистки изделийПроизводственным процессом на предприятиях химчистки называется совокупность действий, в результате которых восстанавливаются потребительские качества и внешний вид изделий. Ассортимент изделий, подвергшихся химической чистке, постоянно расширяется. Многие предприятия наряду с химической чисткой и крашением одежды производят чистку ковров, головных уборов, гардинно-тюлевых изделий, перопуховых изделий, мягкой игрушки, мягкой мебели и др. Производственный процесс состоит из многочисленных частичных процессов, имеющих различные формы и разнообразный характер. Все частичные процессы можно подразделить на технологические (основные) и вспомогательные.
Технологический процесс – это основная часть производственного процесса, связанная с изменением внешнего вида, формы, физических и химических свойств обрабатываемых изделий. Технологический процесс складывается из отдельных технологических операций. Технологическая операция характеризуется несменяемостью рабочего места, обрабатываемого изделия и рабочего – исполнителя. Нарушение любого из этих признаков означает, что одна операция сменяется другой.
Вспомогательные процессы не связаны непосредственно с чисткой или крашением изделий. К ним относятся транспортировка изделий в процессе обработки, контроль за качеством обработки и др. От правильной организации вспомогательных процессов в значительной мере зависит эффективность технологических процессов и производственного процесса в целом. [4, с.25]
Технологические и вспомогательные операции могут быть:
- ручными – процесс осуществляется вручную, без помощи каких-либо механизмов;
- машинно-ручными – операции выполняются машинами и механизмами при активном участии рабочего;
- машинными – участие рабочего сводится к установке изделия, пуске машины и регулированию режимов её работы, остальные процессы осуществляются машинами и механизмами;
- автоматизированными – операции осуществляются на автоматизированном оборудовании без помощи исполнителей;
- аппаратурными – операции выполняются в специальных сосудах, оснащенных механизмами, называемых обычно аппаратами. Если исполнитель активно участвует в процессе обработки изделий в аппаратах, операция называется аппаратурно-ручной.
Правильно организованный производственный процесс предусматривает эффективное и рациональное использование труда рабочих, машин и аппаратов, производственных площадей с целью увеличения объема оказываемых услуг, сокращения срока выполнения заказов при одновременном снижении затрат на производство.
Рациональная организация производственных процессов должна обеспечить пропорциональность при выполнении частных процессов. Выполнение различных технологических операций за каждый час (смену) работы должно количественно соответствовать общему заданию участка (предприятия). Это может быть обеспечено при наличии необходимых пропорций в мощностях отдельных участков и технологических переходов.
Требования, предъявляемые к организации производственного процесса:
- одновременность выполнения отдельных технологических операций;
- обеспечение максимально возможной непрерывности производственного процесса, предполагающей сокращение до минимума перерывов в процессе обработки изделия и прохождения его от первой до последней технологической операции;
- сокращение количества переместительных операций и времени, которое на них затрачивается. Это достигается рациональным размещением оборудования и отсутствием возвратов изделий в ходе его обработки.
Выполнение этих требований повышает эффективность производственных процессов и в целом уровень организации производства.
Различают три типа организации производства:
1. Единичное производство – изготовление или обработка неповторяющихся изделий. Этот тип производства характеризуется частым изменением технологической последовательности производственного процесса, низким уровнем специализации рабочих мест, использованием в основном универсального оборудования, которое располагается однородными группами, рабочие – универсалы высокой квалификации.
2. Серийное производство – изготовление и обработка изделий сериями (партиями). Используется значительное количество специализированного оборудования, которое часто располагается по ходу технологического процесса.
3. Массовое производство – на протяжении длительного времени изготавливается или обрабатывается большое количество однородных изделий. Используется специализированное оборудование, организация поточных линий, автоматизация производственных процессов, узкая специализация рабочих и повышение на этой основе производительности труда.
Экономически наиболее эффективным является массовый тип организации производства. Массовое производство организуется по партионному или поточному методу.
Партионный метод организации чаще всего используется при серийном производстве и в отдельных случаях при массовом типе организации производства. Партионный метод организации характерен для производства со значительной номенклатурой изделий. Обработка их производится партиями, что нарушает принцип непрерывности. При данном методе используется как специализированное, так и универсальное оборудование и размещаться оно может одноименными группами или по ходу технологического процесса. За каждым рабочим местом часто закрепляется для выполнения несколько технологически однородных операций.
Поточный метод значительно более эффективный. Он получил широкое развитие во всех отраслях промышленности, а также в производстве некоторых видов бытовых услуг. Этот метод характеризуется следующими признаками:
1. на участках, в цехах образуются поточные линии, за каждой из которой закрепляется для постоянного изготовления или обработки одно или несколько конструктивно и технологически сходных изделий (деталей);
2. каждое рабочее место специализируется на выполнении определенной операции;
3. все рабочие места располагаются по ходу технологического процесса;
4. передача обрабатываемых изделий с одной технологической операции на другую производится с минимальными перерывами, благодаря чему обеспечивается высокая степень непрерывности производственных процессов. Перемещение изделий в процессе производства обычно осуществляется специальными транспортными средствами (конвейерами, транспортерами);
5. поточное производство предполагает обеспечение определенной ритмичности выполнения технологических операций, которая достигается согласованием длительности этих операций с расчетным тактом поточной линии. [4, с.26-27]
Организация поточного метода позволяет осуществить комплексную механизацию и автоматизацию производственных процессов, применить и рационально использовать высокопроизводительные машины и оборудование, улучшить качество изготавливаемых изделий. Всё это обеспечивает рост производительности труда, снижение себестоимости и повышение рентабельности производства.
Наибольший эффект достигается на непрерывно – поточных линиях, где процесс производства не прерывается и изделие постоянно находится или в процессе обработки, или в процессе перемещения с одной операции на другую. Полная непрерывность достигается тогда, когда длительность отдельных технологических операций равна или кратна такту потока. В случаях кратности времени выполняемых операций такту поточной линии устанавливаются рабочие места – дублеры.
При проектировании поточной линии производится выравнивание длительности всех операций таким образом, чтобы они по продолжительности были ближе или были кратны такту потока. В тех случаях, когда не удается добиться полной синхронизации операций, поточная линия становится прерывной.
Высшей формой организации поточного производства является автоматические поточные линии.
Несмотря на значительное разнообразие выполняемых видов работ и широкую номенклатуру изделий, технологический процесс химчистки изделий состоит из ограниченного количества укрупненных операций: сортировка изделий, выведение пятен, чистка в среде органических растворителей, стирка в водных растворах и отделка изделий.
Не все изделия, поступающие в химчистку и крашение, проходят обработку по всем технологическим операциям. Так, например, через первичную сортировку проходят все изделия, чистке в среде органических растворителей подвергается »90% изделий, стирке в водных растворах – 10-15%, выведению пятен – 15-20%. [4, с.34] Эта особенность обязательно должна учитываться при организации процесса производства.
Существует ряд организационных форм технологических процессов, используемых в практике работы предприятий химчистки изделий. (Прил. 1, рис.1.1. [5, с.107])
Наиболее простая из них (А) предполагает следующий порядок организации работ: поступающие с приемных пунктов изделия проходят первичную сортировку и комплектуются в партии для чистки в среде органических растворителей и стирки в водных растворах. Здесь же производится тщательная подготовка изделий для дальнейшей обработки: обеспыливание, зачистка перед обработкой в машинах химической чистки и др. После чистки органическими растворителями и обработке водными растворами все изделия попадают на участок выведения пятен. Большинство изделий, не имеющих пятен, после проверки направляются на участок отделки. Изделия, которые имеют пятна, обрабатываются пятновыводчиками и затем также направляются на участок отделки, где производится необходимый мелкий ремонт изделий и влажно-тепловая обработка. На этом технологический процесс заканчивается. В дальнейшем все изделия с участка отделки поступают в экспедицию. Рассмотренная форма организации технологических процессов имеет недостатки как технологического, так и организационного порядка.
Как видно из схемы (см. приложение 1, А), изделия перед чисткой в среде органических растворителей не подвергаются предварительному выведению пятен. Это противоречит требованиям технологии и ухудшает качество чистки, т.к. некоторые специфические и застарелые пятна вы процессе чистки в среде органических растворителей закрепляются и затем практически не удаляются.
Из практики работы известно, что лишь каждое 5-8 изделие требует удаления пятен. Между тем при этой форме организации производства все изделия вне зависимости от того, имеют они пятна или нет, поступают на участок выведения пятен. По существу на этом участке, помимо удаления пятен, производится повторная сортировка изделий, при чем осуществляет ее высококвалифицированные пятновыводчики 4-5 разряда. Сортировку же должны проводить рабочие 2-3 разрядов. Такое нерациональное использование квалифицированного труда рабочих экономически ни чем не оправдано. Кроме того, устанавливаемый при этом порядок оплаты труда пятновыводчиков не стимулирует повышения качества работ. [5, с.106]
Отмеченные выше недостатки устраняются при других формах организации технологических процессов. При случае (Б), после процессов чистки в среде органических растворителей и стирке в водных растворах вводится операция «промежуточная сортировка изделий». Это обеспечивает поступление на участок выведения пятен только изделий, имеющих пятна. Все остальные изделия после промежуточной сортировки направляются прямо на участок отделки.
В случае (В), до процесса чистки в среде органических растворителей введено также предварительное удаление пятен.
Для всех рассмотренных организационных схем характерен следующий недостаток: не все изделия, поступающие на предприятия химчистки, проходят обработку на всех технологических операциях. Также удельные веса изделий, требующих того или иного вида обработки, произвольно изменяются даже в пределах дня. Такое произвольное изменение объемов работ по большинству технологический операций при строгом закреплении за каждой из них определенного количества исполнителей часто приводит к недогрузке одних участков и перегрузке других, т.е. к нерациональному использованию рабочего времени и к дезорганизации производства.
Этот существенный недостаток устраняется организационной формой технологического процесса предусматривающей использование комплексных бригад.
Одним из показателей эффективности организации производства является время нахождения изделий в процессе обработки. Это время определяется продолжительностью производственного цикла.
На предприятиях химчистки под временем производства услуг следует понимать время с момента поступления изделия для обработки на производственные участки предприятия до момента отправки готового изделия с производства на приемный пункт. [4, с.46]
Сокращение времени производства услуг, как и сокращение продолжительности производственного цикла на промышленных предприятиях, обеспечивает рост производительности труда, ускоряет оборачиваемость оборотных средств и улучшает другие экономические показатели работы предприятия. Помимо этого уменьшение времени производства услуг является важнейшим фактором, обеспечивающим сокращение сроков выполнения заказов. А это одна из главнейших задач предприятий бытового обслуживания населения.
Похожие работы
... восстановление оснастки и инструмента; поддержание минимальных запасов инструмента. Организация инструментального хозяйства существенно влияет на уровень организации производства в целом и эффективность работы предприятия. Предприятия сферы сервиса в зависимости от вида деятельности и группы оказываемых услуг используют разнообразную по конструкции, размерам и назначению технологическую оснастку, ...
... акций, внедрение карт постоянных клиентов, улучшение качества дополнительных услуг оказываемых покупателям, улучшение торгово-технологического процесса магазина. 3. Разработка мер по совершенствованию коммерческой деятельности предприятия розничной торговли (на примере ООО Торгового Дома «Три кита») 3.1 Анализ и оценка коммерческой деятельности предприятия В магазине ООО «Три кита» ...
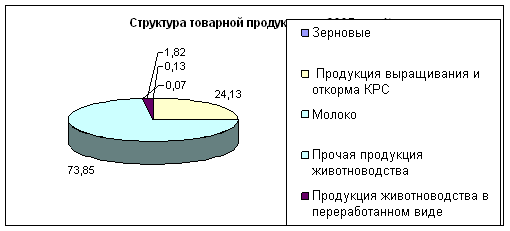
... общий уровень рентабельности продаж молока всех видов с 27,5% до 42,8%. Таблица 4.3.2. Экономическая эффективность мероприятий по совершенствованию производства и реализации молока в СПК «Красная Звезда» Показатели Факт Проект Факт к проекту 3, +/- оптимизация структуры кормопроизводства организация переработки молока совершенствование каналов реализации 1. Среднегодовое поголовье ...
... увеличилась в 4,82 раза. Всё это говорит о экономической жизнеспособности и устойчивости деятельности на данном уровне. 3.Совершенствование организации производства пастеризованного молока на ОАО «Брасовские сыры» 3.1 Пути совершенствования организации производства ОАО «Брасовские сыры» Анализ деятельности ОАО «Брасовские сыры» проведенный в предыдущих главах курсовой работы выявил целый ...
0 комментариев