Частотная
характеристика
Критерий
устойчивости
Пропорциональные
регуляторы
(статические)
Z1,Z2
– обозначения
функционального
признака прибора.5
– номер позиционного
обозначения
Измерение
т-ур
Измерение
давления
Измерение
плотности
Автоматический
мост
Усилители
пневматические
и гидравлические
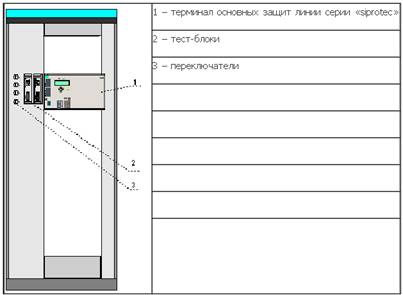
Структура
микропроцессорных
устройств
применяемых
для управления
оборудованием
Навигация
Структура микропроцессорных устройств применяемых для управления оборудованием
Автоматика
68451
знак
0
таблиц
5
изображений
53. Структура микропроцессорных устройств применяемых для управления оборудованием
СК – счётчик команд содержит адрес команды выбираемой в текущий момент времени из ЗУП; ЗУП – запоминающее устройство программ, считывает команду в микропроцессор (МП) и заносит её в РК; РК – регистр команд; СК – счётчик суммирующий, содержание которого увеличивается на 1 к концу выполнения текущей команды; РК предназначен для хранения в МП команды считанной их ЗУП; Д – дешифратор, дешифрирует команду и передаёт её в цепи управления машинным циклом. УМЦ – управление машинным циклом, обеспечивает управление циклом; ФАП – формирователь адресов операндов, состоит из нескольких регистров в которых составляется адрес данных (операндов) перед обращением; ЗУД – запоминающее устройство данных; ЗУП+ЗУД=ОЗУ (оперативное запоминающее устройство); АЛУ – арифметическо-логическое устройство, представляющее собой совокупность схем обеспечивающая арифметические-логические операции над данными (И, ИЛИ и т.д.) с выдачей результата по одному выходу. Вид операции задаётся командным кодом регистра команд. А – аккумулятор – основной регистр для ввода и вывода данных МП; в А поступает операнд из ЗУД перед проведением соответствующей операции а АЛУ; результаты этой операции также хранятся в А; РП – регистры сверхоперативной памяти, предназначены для временного хранения информации в МП перед проведением операции в АЛУ; ГТИ – генератор тактовых импульсов
55. АСУТП. Основные понятия
Автоматизированные системы управления технологическим процессом (АСУТП) – система реализации технологического процесса на базе вычислительной техники, которая обеспечивает управление технологическим процессом на основе централизованно обработанной информации по заданным технологическим и экономическим критериям определяющим качественные и количественные результаты выработки продукта.
Система включает в себя технические средства, программное обеспечение и оператора (человек)
Совокупность АСУТП и технологического процесса наз-ся автоматизированным технологическим комплексом. АСУТП бывают: Комплексные и локальные. Комплексные охватывают все стороны технологического процесса. Включают оценку пр-ва по экономическим критериям. Локальные – системы частичного управления технологическим процессом. Они могут входить как подсистема в комплексную систему
АСУТП выполняет след ф-ции
1. Сбор и обработка информации о состоянии технологического процесса и выпускаемой продукции
2. Контроль и идентификация технологического процесса
3. Стабилизация и регулирование технологического процесса
4. Логико-программное управление
5. Поиск оптимальных решений
6. Комплексное координационное управление
7. Расчёт технико-экономических показаний
Технические средства АСУТП
1. Датчики Флопмер – для оценки расхода волокнистых материалов в технологических трубопроводах
2. Уровнемер – контролирующий заполнение бункера
3. Датчик плотности ленты
4. Датчик обрыва пряжи
5. Датчики т-ры, влажности, датчики контроля простоев машин и т.д.
Современное пр-во меняется в сторону применения новых информационных технологий от АСУТП в наст время переходят к автоматизированным системам управления пр-вом АСУП
58. Система автоматизации подготовительных отделов
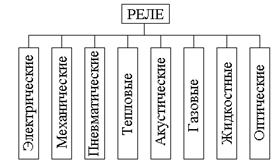
Первое регулирование линейной плотности осуществляется на трёпальных машинах путём позиционного или непрерывного регулирования скорости питающих органов или двух позиционного регулирования уровня продукта в бункере. Для автоматического управления различными операциями, автоматического контроля и защиты машин, применяют линейно-контакторные схемы автоматики, включающей в себя электромагнитные, магнитные и двигательные реле, позиционные, первичные преобразователи, сигнализацию и др элементы. Схемы управления агрегатами предусматривают:
- Пуск всего агрегата от одной кнопки
- Раздельный и толчковый пуск рабочих и питающих органов агрегата
- Сигнализацию при подаче напряжения на станцию управления
- Аварийную сигнализацию при срабатывании автоматических выключателей
- Сигнализацию между отделами
- Невозможность пуска агрегата при открытых ограждениях
- Защиту от короткого замыкания, тепловую защиту эл/двигателя от перегрузок, нулевую защиту каждого эл/двигателя
- Останов всех предшествующих по ходу технологического процесса машин или питающих органов при останове или переполнении волокном одной из них
В подготовительный отдел входят:
Чесальные машины – для их эл/приводов применяют асинхронные эл/двигатели с короткозамкнутым ротором, т.к. этот процесс не требует регулирование скорости рабочих органов машины
Ленточные машины – для их эл/приводов не предъявляют особых требований, т.к. асинхронный двигатели установленные здесь работают в обычных режимах, определяемых технологией установившегося режима работы. Контроль обрыва ленты на входе или выходе, намотки ленты на втяжные цилиндры или измерительные ролики (датчик линейной плотности), наработки ленты заданной длины и перегрузки лентоукладчика осуществляется конечными выключателями (или микропереключателями), которые включены в цепи промежуточных реле схемы управления машины, как и конечные выключатели блокировки ограждения. Во всех этих случаях машина останавливается и зажигается сигнализация.
59. Структура систем автоматизации прядильных отделов
Для осуществления комплексной автоматизации прядильного пр-ва необходим переход к новым формам организации технологических процессов. Например в хлопкопрядении такой формой яв-ся использование поточных линий на переходах кипа-лента. С внедрением поточных линий обеспечивается непрерывность процесса, исключаются такие ручные операции, как транспортировка товара, его взвешивание, сортировка, автоматизируется питание промежуточных машин, сокращается потребность в ряде вспомогательных мат-лов и таре. Внедрение поточных линий яв-ся основным условием повышения производительности труда, роста выпуска и улучшения качества продукции. Как правило, внедрение автоматизированных поточных линий в сортировочно-разрыхлительном и трепальном отделах сопровождается механизацией и автоматизацией процессов очистки оборудования от пыли и уборка отходов, что приводит к значительному сокращению, как технологического так и обслуживающего персонала. Затраты труда на единицу продукции при внедрении поточных линий сокращается примерно в 3 раза. Причём затраты физического труда, дополняющего работу машин – более чем в 5 раз, а затраты труда на транспортные, браковочные и перевалочные операции – более чем в 9 раз. В этих условиях доля затрат труда на контроль и наблюдение за машинами повышается до 35,2%
САР основные положения
Классификация САР
Принцип регулирования САР
Разомкнутые САР
Замкнутые САР
Структура САР
Уравнение элементов и систем автоматического регулирования
Решение линейных диф-ых ур-й САР и их передаточные ф-ции
Временные динамические характеристики САР
Частотные хар-ки САР
Разбиение САР на типовые элементарные динамические звенья
Апериодическое звено и его характеристики
Пропорциональное звено
Интегрирующее звено
Дифференциальное звено
Колебательное звено
Звено запаздывания
Структурные преобразования при различных соединениях звеньев
Понятие об устойчивости
Критерий устойчивости
Качественные характеристики переходных процессов САР
Критерии для оценки качества переходных процессов
Законы регулирования автоматических регуляторов
Пропорциональные регуляторы
Интегральные регуляторы
Пропорционально-интегральные регуляторы (ПИ-регуляторы)
ПИД-регуляторы
Приборы и средства автоматизации. Понятие о ГСП
Условные обозначения приборов и ср-в автоматизации на функциональных схемах.
Датчики. Основные понятия и классификация.
Резистивные преобразователи
Потенциометрические преобразователи
Электромагнитные преобразователи
Индуктивные преобразователи
Дфи-но-трансформаторные преобразователи
Ёмкостные преобразователи.
Измерение т-ур
Измерение влажности
Измерение давления
Измерение расхода и кол-ва жидких в-в
Измерение уровня жидкости и сыпучих мат-лов
Измерение плотности
Измерение концентраций
Измерение вязкости и плотности жидкости
Автоматический мост
Автоматический потенциометр
Исполнительные эл/двигатели (шаговые)
Гидравлические и пневматические двигатели
Усилители электронные
Усилители пневматические и гидравлические
Автоматические системы централизованного контроля
Микропроцессоры. Классификация микропроцессорных устройств
Структура микропроцессорных устройств применяемых для управления оборудованием
Структура микропроцессорных систем автоматического управления с микро ЭВМ
АСУТП. Основные понятия
АСУП. Основные понятия
Автоматическая сигнализация
Автоматизация прядильного производства
А) Система автоматизации подготовительных отделов
Б) Структура систем автоматизации прядильного производства
В) Система программного регулирования процесса наматывания нитей на прядильных ма
Похожие работы
... метрологического надзора пригодными к применению. 4. Учет средств измерений и определение сроков эксплуатации приборов и взрывобезопасности возлагается на ответственное лицо по метрологическому обеспечению, назначенное распоряжением по АГЗС. 5. Приборы и устройства автоматики безопасности, автоматического регулирования и контрольно-измерительные приборы должны обеспечивать точность показаний, ...
... и измерительных приборов практически исчерпаны, поэтому для устранения данных недостатков необходимо оснащение РТУ стендами, позволяющими автоматизировать измерения параметров и характеристик электромагнитных реле железнодорожной автоматики. 4. Автоматизированные стенды для измерения и контроля параметров реле Разработка методов измерений и автоматизированных измерительных стендов (АИС) для ...
... в области пожарной автоматики, имеющих квалифицированных специалистов и развитую материально-техническую базу. Для большинства объектов железнодорожного транспорта возможное решение заключается в организации работ ТО и Р устройств пожарной автоматики собственными силами. Реализация данного положения позволит организовать качественное обслуживание устройств и значительно сократит расходы на ...

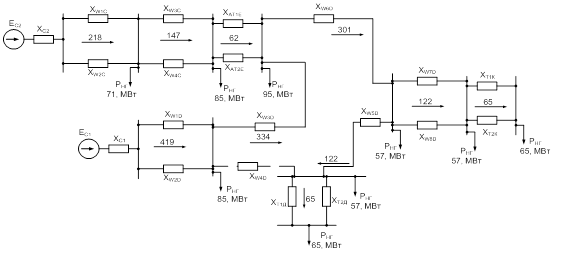
... на отключение выключателя автотрансформатора; · Работа АПВ аналогична нормальному режиму работы; · Подаётся сигнал на сохранение отслеживаемой информации, записываемой автоматикой регистрации аварийных событий. 7. Расчёт токов короткого замыкания Расчёт токов к.з. необходимо производить для правильной настройки релейной защиты. Настройку РЗ необходимо производить по максимальному и ...
0 комментариев