Анализ
технологичности
конструкции
ТЗ на корректировку
КД для автоматизированного
изготовления
Формирование
рациональной
последовательности
технологических
процессов
Синтез структуры
АП
Подбор оборудования
и компоновка
гибкой автоматизированной
линии
Анализ структуры
гибкого автоматизированного
модуля
Использование
комплексной
системы проектирования
и изготовления
Навигация
Подбор оборудования и компоновка гибкой автоматизированной линии
Разработка гибкого производства по выпуску фазового компаратора
53001
знак
3
таблицы
0
изображений
3.2 Подбор оборудования и компоновка гибкой автоматизированной линии.
Структура нашего производства изначально ориентирована на централизованное управление процессом производства, поэтому ГАЛ по производству печатных плат будет иметь сосредоточенное управление (обрабатывающий центр). Ритмичность работы участка будет обеспечиваться централизованной системой управления, по средствам, использования промежуточных, буферных складов для хранения заготовок, во время выполнения операций требующих больших временных затрат. При нашем массовом производстве такая структура вполне оправдана и позволяет экономить средства за счёт снижения потребление энергоресурсов потребляемых оборудованием.
Рассмотрим более подробно ГАЛ по производству печатных плат.
Данная линия предназначена для производства печатных плат из стеклотекстолита комбинированным позитивным методом (как и заданно в условиях проекта), в случае необходимости линия относительно легко может быть перенастроена на производство печатных плат негативным комбинированным методом или на производство плат по адитивной технологии.
Для данной линии подобрано следующее оборудование:
Операция нарезки заготовок(ПП-1-1):
- Станок резки твёрдосплавными дисками на основе металлокерамики ВК-15. Так же для резки можно применить Станок резки алмазными дисками, но учитывая его высокую стоимость, его применение обосновано лишь в исключительных случаях.
- Станок для полировки торцов АРРМ 3.105.006, в случае его отсутствия он может быть заменён станком СШО-1 для шлифования торцов, но это снизит производительность линии и несколько понизится качество обработки заготовок.
Образование базовых отверстий и образование переходных отверстий под метализацию(ПП-1-2):
- Станок сверлильный многошпиндельный, так же существует возможность его замены Штампом на основе металлокерамики ВК-15; ВК-20, это позволит даже несколько повысить производительность на данном участке линии, но в ущерб качеству получаемых отверстий.
Сенсибилизация и активация(ПП-1-4):
- Ванна для раствора двухлористого олова CHCL2
Химическая металлизация(ПП-1-5):
- Ванна
Получение рисунка схемы(ППМ-1):
- Данная операция будет производиться на специально предназначенном для этого гибком автоматизированном модуле.
Гальваническое нанесение меди(ПП-1-6):
-Ванна.
Плакирование(ПП-1-7):
- Ванна.
Удаление фоторезистивной маски(ПП-1-8):
- Ванна ультразвуковая модернизированная УЗВ-16М, так же существуют варианты замены: а) Установка отмывки и сушки пластин 08 ИВС-0/150-004
б) Автомат гидромеханической отмывки пластин модель 04-4щ-75у/-001.
Травление меди с пробельных мест(ПП-1-9):
- Устройство обработки в органических растворителях 084.ХО-100-003
Финишные операции(ПП-1-0):
- Установка для определения паяемости печатных плат ГГМЗ.449.004 или установка для определения паяемости материалов и металлопокрытий ГГ-2393.
Для транспортировки заготовок между отдельными блоками линии будет применятся универсальное транспортное средство Автоматическое загрузочо-транспортное устройство 3.887.003. Т.к. транспортные средства являются универсальными, то для их идентификации системой будут применяться магнитные ярлыки основанные на эффекте холла.
Можно применить датчики холла со встроенным магнитом фирмы Honeywell:
Каждое транспортное средство будет иметь свой фиксированный номер, по которому система будет его опознавать, отслеживать его местонахождение и управлять его работой.
Данный тип датчика очень удобен при использовании на подвижных объектах, т.к. является бесконтактным, защищённым от оптических и электрических помех, которые присутствуют в нашем производстве (например: установка сушки ИК-лучами или силовой привод самого устройства). Кроме того данный тип датчика позволяет считывать информацию непосредственно во время движения устройства, тем самым, исключить задержки в работе транспортной системы и повысить количество датчиков на пути следования транспортных средств.
АСУ ГАЛ производства печатных плат
ЛВС
УЭВМ
МЭВМ МЭВМ МЭВМ МЭВМ МЭВМ
ПП-1-1 ПП-1-2 ПП-1-3 ПП-1-4 ПП-1-5
Д1 Д2 Д3 Д4 Д5
ДП1 ДП2 ДП3 ДП4 ДП5 ДП6
Д6 Д7 Д8 Д9 Д10
ПП-1-6 ПП-1-7 ПП-1-8 ПП-1-9 ПП-1-0
МЭВМ МЭВМ МЭВМ МЭВМ МЭВМ
ДП7 ДП8 ДП9 ДП10 ДП11 ДП12
Алгоритм функционирования ГАЛ производства ПП
| № | Субъект | Действие |
| 1 | ДП1 | Фиксируется момент входа транспортного средства в зону расположения ГАЛ и передаёт информацию УЭВМ. |
| 2 | Д1 | срабатывает в момент прибытия/отхода транспортного средства для станка резки заготовок. |
| 3 | ДП2 | Срабатывает в, после размыкания датчика Д1 и фиксирует момент прохождения транспортного модуля от станка резки к сверлильному станку. |
| 4 | Д2 | Замыкается в момент прибытия транспортного модуля к сверлильному станку, и размыкается в момент отхода, информируя станок о том, что разгрузка и прием заготовок закончены. |
| 5 | ДП3 | Срабатывает в момент прохода транспортного модуля идущего от станка сверления к Хим ванне№1. |
| 6 | Д3 | При приходе транспортного средства, подаёт сигнал станку о начале цикла передачи заготовок, своим размыканием информирует об окончании цикла. |
| 7 | ДП4 | Передаёт координирующую информацию в УЭВМ, о прохождении транспортного модуля на участке между Хим ванной№1 и Хим ванной№2. |
| 8 | Д4 | Срабатывает при прибытии транспортного модуля к Хим ванне№2, и размыкается при его отходе. |
| 9 | ДП5 | При проходе транспортного средства на участка от Хим ванны2 к Хим ванне3 передает информацию об этом в УЭВМ. |
| 10 | Д5 | Датчик срабатывает при нажатии на него подошедшим к Хим ванне3 транспортным модулем и передаёт эту инф-цию в МЭВМ ПП-1-5, которая начинает формировать команды для погрузочно/разгрузочных операций. |
| 11 | ДП6 | Датчик передаёт по ЛВС в центральную УЭВМ информацию о том, что транспортный модуль покинул зону ГАЛ и перешёл в зону ГАМ. |
| 12 | ДП7 | Датчик при входе транспортного модуля из зопы ГАМ в зону ГАЛ передает координирующую информацию об зтом модуле в центральную УЭВМ. |
| 13 | Д6 | Подошедшее к ванне ПП-1-6 транспортное средство замыкает этот датчик, тем самым посылая сигнал в МЭВМ этого станка о начале цикла передачи заготовок, при отходе транспортного модуля датчик размыкается. |
| 14 | ДП8 | Далее в УЭВМ поступает согнал от этого датчика положения о прохождени транспортного средства от станка ПП-1-6 к станку ПП-1-7 |
| 15 | Д7 | Датчик Д7 замкнётся в момент остановки транспортного модуля около Хим ванны4, для МЭВМ это послужит сигналом о начале приёма/передачи заготовок. |
| 16 | ДП9 | Этот датчик передаст координирующий сигнал в УЭВМ при проходе транспортного модуля от Хим ванны4 к станку очистки. |
| 17 | Д8 | При прибытии транспортного средства с заготовками в рабочую зону станка очистки это датчик посылает сигнал в МЭВМ станка очистки заготовок. |
| 18 | ДП10 | Срабатывает при прохождении транспортного модуля с заготовками и передает в управляющую ЭВМ сигнал в аналоговой форме. |
| 19 | Д9 | Замыкается при подходе транспортного модуля к Хим ванне5 и размыкается при его отходе, тем самым давая понять МЭВМ станка, о начале/конце погрузки соответственно. |
| 20 | ДП11 | Посылает в УЭВМ сигнал во время прохода транспортного модуля от Хим ванны5 к установке контроля. |
| 21 | Д10 | При подходе транспортного средства включает установку контроля. |
Похожие работы
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
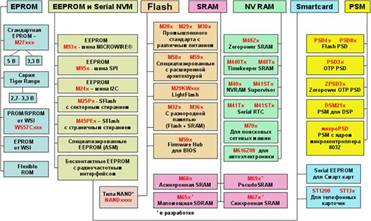
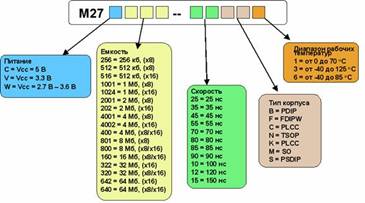
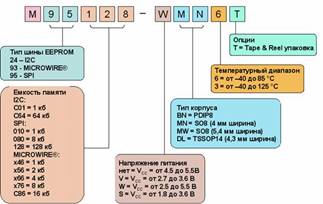
... на стадии разработки, так и в стадии сервисного обслуживания. Таким образом, целью бакалаврской работы – является разработка компонентов инфраструктуры сервисного обслуживания кристалла памяти ГАС. Объектом работы – является встроенная в ГАС память на кристалле. 1. анализ технического задания 1.1 Системы на кристалле. Общие представления Выражение "система на кристалле" не является, ...





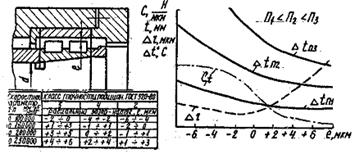
... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... ? 8. Какими программами можно воспользоваться для устранения проблем и ошибок, обнаруженных программой Sandra? Раздел 3. Автономная и комплексная проверка функционирования и диагностика СВТ, АПС и АПК Некоторые из достаточно интеллектуальных средств вычислительной техники, такие как принтеры, плоттеры, могут иметь режимы автономного тестировании. Так, автономный тест принтера запускается без ...
0 комментариев