По степени механизации и автоматизации приспособления подразделяют на ручные, механизированные, полуавтоматические и автоматические
Конструирование корпуса
Оформление результатов
Основные характеристики некоторых существующих CAD/CAM систем
BCAD
СИСТЕМА ГеММА 3D ПРИ ПРОИЗВОДСТВЕ
Модуль ADEM NС
БАЗИС 3.5
Построение изображения
Ввод текстовой информации
SOLID EDGE
Твёрдотельное моделирование
Полезные «мелочи»
Создание стандартных деталей в системе SolidEdge
Навигация
Оформление результатов
Автоматизированное проектирование станочной оснастки
114244
знака
4
таблицы
3
изображения
2.1.4. Оформление результатов .
В общем случае поток документов при проектирова-нии оснастки можно разделить на 5 частей:
1) Заказ оснастки.
2) Ведомость заказов.
3) Сборочный чертёж, рабочие чертежи.
4) Деталировка.
5) Спецификации.
2.2. АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ .
Между парарметрами оснащаемой детали и формиру-емой технологической оснасткой существует инфор-мационно-функциональная взаимосвязь. Аналогичные взаимосвязи существуют также между технологичес-кими решениями по производству детали и информа-ционными моделями этой детали. Всё это создаёт предпосылки для комплексной автоматизации: деталь– технологический процесс изготовления детали – проектирование и изготовление технологической оснастки – изготовление детали. В связи с этим при автоматизации проектирования приспособлений и был определён метод построения технологичекого оснащения на базе информационной модели, получившей название синтеза конструкций.
В основу этого метода положены следующие принципы:
1. Информация, описывающая конструкцию приспособления, является результатом переработки сведений об оснащаемой детали и технологических операциях её изготовления.
2. Для конструкции любого приспособления существует возможность её декомпозиции на определённое число составляющих – конструктивных элементов.
3. Конструкция всякого приспособления может быть синтезирована из определённого числа конструктивных элементов.
4. Конструктивные элементы отличаются свойствами и характеристиками, которые можно представлять в ЭВМ.
5. Между элементами в конструкции существуют некоторое количество моделированных отклонений, общих для всех приспособлений.
6. В каждом конструктивном элементе как разновидности твёрдого тела можно зафиксировать его положение для определения значений позиционных отношений между элементами.
2.2.1. Порядок проектирования.
В компьютер вводиться описание обрабатываемой детали и оснащаемой станочной операции, на основе чего автоматически строится цифровое информацион-ное описание проектируемого приспособления в виде соответствующих цифровых массивов. Управление передаётся блоку составления спецификаций, результаты работы которого выдаются на печатающее устройство в форме документа, определённого стандартами ЕСКД.
Затем выполняются работы по формированию прог-рамм вычерчивания при получении сборочного и деталировочного чертежей конструкции.
Процесс завершается технологической подготовкой производства приспособления и составлением программ для станков с ЧПУ.
Более подробно методология автоматизированного проектирования рассматривается в следующем разделе.
2.3. ОСНОВНЫЕ ФУНКЦИИ СИСТЕМ АВТОМАТИЗИРОВАН-НОГО ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ ТЕХНОЛО-
ГИЧЕСКОЙ ОСНАСТКИ.
Своевременное оснащение технологических процессов изготовления ЛА необходимыми приспособлениями представляет важнейшую задачу подготовки производства. Поэтому вопросы совершенствования процессов проектирования и изготовления технологической оснастки на базе использования математических методов, вычисли-тельной техники и прграммно-управляемого оборудо-вания преобрели первостепенное значение. Появле-ние идеи создания систем автоматизации комплексно решает задачи синтеза конструкций, их документи-рования, технологической подготовки производства и обеспечения процессов их изготовления на оборудовании с ЧПУ.
Современной системе проектирования и изготов-ления целесообразно выполнение следующих функций:
1.Анализ оснащаемого объекта, его изготовления, моделирование этого объекта и процесса изготовле-ния.
2.Синтез конструкций из конструктвных элементов с выполнением точностного, геометрического и силового анализов, оптимизацией по соответсвующим критериям полного информационного описания синтезируемой конструкции.
3. Отображение пространственного описания конструкций на плоскости проекций (построение графика сборочного чертежа).
4. Поэлементный анализ конструкции с отображени-ем описаний оригинальных деталей на плоскости проекций, получением деталировочных чертежей и сопоставлением спецификаций.
5. Технологический анализ конструкции, решение технологических задач и получение управляющей ин-формации для изготовления на оборудовании с ЧПУ.
6. Технико-эконмическая оценка конструкции и определение её качественных показателей.
7. Разработка необходимой технологической и технико-экономической документации.
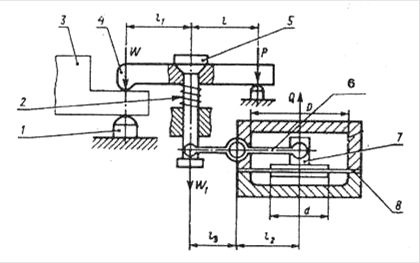
Укрупнённая схема системы проектирования и изготовления технологической оснастки показана на рис.2.
Информация об оснащаемой детали и схеме её обработки создаётся (в случае отсутсвия её в базе данных) также средствами системы. Это сведения о размерах, геометрии, физических характеристиках, точности оснащаемой детали и отдельных её поверх-ностях, данные о схеме базирования, закрепления, об обрабатываемых элементах, информация об оснащаемом оборудовании, требуемой производитель-ности обработки, количестве одновременно устанав-ливаемых заготовок, режимах и усилиях резания.
Каждая из перечисленных функций с решением задач различного уровня и степени сложности.
После анализа и приведения исходной информации к каноническому виду начинается реализация комплек-са программ синтеза конструкций, в результате чего генерируется информационное описание конструкции приспособления. Далее составляется спецификация, формируется сборочный и рабочие чертежи деталей конструкции.
| ||||||
| | ||||||
| ||||||
| ||||||
| ||||||
| ||||||
|
![]()
Рис. 2.
Прцесс завершается работой подсистемы технологи-ческого проеутрирования и пдготовкой программ для станков с ЧПУ, формируются сведения для АСУП.
Выполнение функций САПР включает в себя поиск типовых изображений для графического моделирова-ния конструктивных элементов приспособлений, компоновку сборочного чертежа из типовых изобра-жений и формирование его описания, определение сборочного чертежа и его масштаба, распознавание видимости линий на чертеже из условий видимости и принятого масштаба,идентификацию структурных единиц конструкции на чертеже.
Посделовательность работ при решении задач синтеза конструкций приспособлений следующая:
Сначала создаётся общая компоновка конструкции. Решение этой глобальной задачи связано с анализом информации об оснащаемой детали в целом и далее локальные задачи, связанные с отдельными поверх-ностями детали.
Для их решения рассматриваются и моделируются локальные проектные ситуации, которые могут возникать в связи с одной какой-либо поверхностью детали.Локальную проектную ситуацию характеризуют форма, размеры, технологическое назначение поверхности обрабатываемой детали, конфигурация, количество и пространственное расположение функ-циональных элементов приспособления, контакти-рующих с данной поверхностью.
Примером глобальной задачи является синтез корпуса приспособления на основе данных об осна-щаемой детали и конструктивных элементах, которые он объединяет в единую жёсткую систему. Локальной задачей могут быть определение количетсва и рас-становка пластинчатых опор под базовой плос-костью, ограниченной контуром.
Процесс синтеза – это накопление информации, отображающее изменения пространственного образа конструкции во времени. То есть это многоэтапный процесс, который начинается в момент завершения формирования модели обрабатываемой детали, а за-канчивается формированием полного описания требу-емой конструкции приспособлений. Этапы синтеза – это части процесса, соответсвующие построению определённых групп элементов приспособлений уста-новочных, направляющих, зажимных, фиксаций и т.д.
Для большинства этапов процесс синтеза протекает в три стадии. Например, при синтезе установочных элементов на первой стадии из описания обрабаты-ваемой детали выделяется для анализа информация, характеризующая схему базирования этой детали.
На второй стадии происходит выбор схемы установ-
ки, которая представляет собой перечень наиме-нований классов установочных элементов, реализующих выбранную схему (установка на цилин-дрический палец и штыри, установка с помощью двух призм и пластинчатых опор и т.д.)
На третьей стадии осуществляется воплощение выбранной схемы установки в виде конструктивно завершённой функциональной группы установочных элементов приспособления.
Аналогичные стадии проводятся также на этапах синтеза функциональных групп зажимных, направля-ющих, делительных корпусных и других элементов.
Важным вопросом является получение рациональной конструкции. Трудности решения задач оптимизации заключаются в их многокритериальности и многопа-раметричности. Рациональные решения могут быть получены только на отдельных стадиях проектиро-вания,например, на стадии выбора схемы установки.
Конструкция должна быть работоспособной, пригод-ной для обработки оснащаемой детали и обеспечива-ющей требуемые параметры точности. Пригодность конструкции определяется рядом технических, тех-нологических, эстетических, экономических и других показателей (точности, жёсткости, дис-баланса, быстродействия, простоты и технологич-ности, удобства и безопасности, эстетичности внешнего вида и др.)
Последовательность процессов синтеза приспособ-лений строится на аналогии с практикой традици-онного конструирования. Например, для сверильных приспособлений процесс синтеза конструкций сводиться к выполнению последовательно решаемых задач, как определение типа кондукторных втулок, нахождение толщины кундукторной плиты, определе-ние габаритов поля, занятого кондукторными втулками, нахождение высот кондукторных втулок, распознование установочно-зажимной схемы приспо-соблений, проектирование установочных элементов и элементов зажима.
Завершающими этапами являются синтез несущих специальных конструктивных элементов типа кондук-торных плит и корпусов, а также проектирование вспомогатльных и нижних (подкладных) плит.
Все работы, проводимые при синтезе конструкции приспособлений можно разбить на две группы. К первой относятся работы по компоновке конструк-ций, ко второй – проектирование специальных конструктивных эелементов.
При формализации процессов компоновки конструк-ций из конструктивных элементов решаются следующие задачи:
1. Выбор определённых значений из базы по задан-ным условиям.
2. Геометрического анализа.
3. Непосредственного проектирования: определения количества и положения функциональных кон-структивных элементов, выделении параметров, от которых зависит возможность использования элементов по ГОСТ (СТП), проверка возможности применения ГОСТ (СТП).
4. Расчётного типа.
5. Построения результирующих данных по заданным требованиям.
К основным задачам проектирования специальных элементов можно отнести следующие:
1. Выбор типа элементов.
2. Расчёт конструктивных размеров.
3. Определение материала для изготовления.
4. Синтез формы конструктивных элементов.
Известно, что в базу конструктивных элементов включается отличные по форме конструктивные элементы, которые нецелесообразно членить на составляющие. В ряде случаев трудно предусмотреть необходимую форму специального элемента; она окончательно вырисовывается в процессе проектиро-вания приспособления. Поэтому в базу конструктив-ных элементов включаются также и элементы формы, с помощью которых в процессе синтеза дорабатыва-ются базовые конструктивные элементы.
Система предусматривает хорошо организованную базу данных, состоящую прежде всего из конструк-
тивных элементов.
Конструктивные элементы – это объекты со своими свойствами (форма, структура, функции, материал, и др.), колиественными праметрами (размеры, вес, допуски, состав, и др.). То есть это часть конструкции, обладающая информационной самостоя-тельностью.
В принципе, каждый конструктивный элемент обладает неисчерпаемой информацией. Поэтому отбор и классификация информации о конструктивном элементе должны осуществлятьтся с учётом необхо-димости и достаточности.Информация о конструктив- ном элементе, по смыслу содержащихся в ней сведе-ний можно разделить на метрическую (размерные ха-рактеристики), технологическую (материал, термо- обработка, точность, шероховатость), спецификаци- онную (наименования, обозначения), графическую (изображение конструктивных элементов на черте-жах, экране и т.д.). К конструктивным элементам относятся стандартные детали с постоянной геометрической формой.
Похожие работы
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
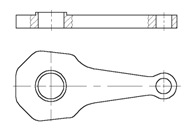
... , применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции. 2. Основные этапы проектирования приспособления 2.1 Анализ и сбор исходных данных В данной работе требуется спроектировать приспособление для изготовления отверстий в детали типа "РЫЧАГ", эскиз которой приведен в приложении. Технологический переход: сверление отверстий d = ...





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
0 комментариев