Навигация
7. Литьё под давлением
Процесс литья под давлением состоит в том, что расплавленный металл вводят в металлическую форму под давлением поршня или сжатого воздуха. С увеличением давления повышается и жидкотекучесть металла, заливаемого в форму. Детали, получаемые литьем под давлением, имеют чистую поверхность и точные размеры в пределах
±0,03—0,08 мм, поэтому почти полностью исключается их механическая обработка или она сводится в основном к доводке размеров деталей шлифовкой. При этом Детали можно получить в готовом виде с резьбой, отверстиями и весьма тонкими приливами и выступами.
Металл в деталях получает мелкозернистую структуру и большую плотность вследствие быстрого охлаждения в металлической форме. Прочность деталей, получаемых этим методом, выше, чем отлитых в земельные формы. Этим способом отливают мелкие тонкостенные детали из алюминиевых, магниевых и медных сплавов. В последнее время литьем под давлением получают детали из стали.
Для литья под давлением применяют машины поршневого действия с горячей и холодной замерами, машины компрессорного действия с неподвижной и подвижной камерами сжатия (рис. 6). Машины поршневого действия с горячей камерой сжатия (рис. 6, а) применяют) для отливки деталей из сплавов, имеющих температуру плавлением до 450° конструкции эти машины разделяют на ручные, полуавтоматы и автоматы, все они работают по одному принципу. В чугунную ванну 3 заливают жидкий металл. Для поддержания постоянной температуры металла ванну подогревают. Жидкий металл из ванны через отверстия 2 заполняет полость цилиндра и подводящий канал Ь. При повороте пусковой рукоятки обе половины формы закрываются. Одновременно с закрытием формы штуцер 6 прижимается к устью ходового канала формы 7. Затем автоматически выключается пневматический цилиндр, под действием которого поршень поднимается и форма закрывается, освобождая отливку. После этого форму обдувают и операцию заливки повторяют. Производительность полуавтоматических машин до 250 и автоматических до 1000 заливок в час. Давление достигает от 6 до 25 от (6-105^25-105 м/и*2).
Машины компрессорного действия нашли широкое применение для получения отливок из алюминиевых сплавов. Схема компрессорной машины с неподвижной камерой и с закрытой ванной приведена на рис. 85,6. Она работает по следующему принципу. Через отверстие 2 заливают жидкий металл в камеру сжатия 5 и закрывают ее пробкой. Через отверстие 3 подается сжатый воздух от компрессора, который давит на поверхность металлической ванны и вытесняет металл через патрубок 4 в мундштук 6 и форму 7. Производительность машины составляет от 60 до 500 заливок в час. Основным недостатком этой машины является окисление большой поверхности металла воздухом, поступающим от компрессора.
Наиболее широкое применение получили машины компрессорного! действия с подвижной камерой сжатия (рис. 6,в). В чугунной ванне / расположена подвижная камера сжатия 2, на конце которой прикреплен мундштук 3; на другом конце камеры имеется отверстие 4* После включения пускового механизма камера поднимается тягами из ванны и мундштук подходит к устью ходового канала формы 5, при этом отверстие 4 вплотную подходит к втулке 6. Затем включается воздух, который вгоняет расплавленный металл в форму. После удаления отливки и обдувки формы операция повторяется. Производительность таких машин от 50 до 500 отливок в час; давление применяют от 10 до 100 am.
Машины поршневого действия с холодной камерой сжатия широкое используют для получения отливок из тугоплавких цветных сплавов.! Схема устройства этой машины показана на рис. 85,г. Металл заливают дозировочным ковшом в цилиндр /, после чего поршень 2 впрессовывает его в форму 3. Избыток металла остается на нижнем поршне 4. Затем поршень 2 отходит в верхнее положение. Остаток металла 5 нижним поршнем 4 удаляется из цилиндра. Форму открывают и отливки 6 удаляют. Давление в таких машинах составляет от 100 до 800 am.
8. Центробежное литье
При центробежном литье жидкий металл заливается во вращающуюся форму, в которой под воздействием центробежной силы распределяется по внутренней поверхности и затвердевает. Величина центробежной силы, которая действует на металл при вращении формы, определяется по формуле
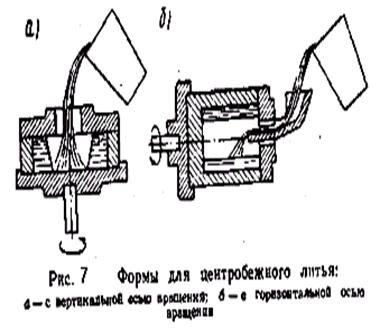 Следовательно, центробежная сила прямо пропорциональна массе вращающегося расстоянию от оси вращения и квадрату числа Вращение формы может производитьсяr вокруг вертикальной горизонтальной или наклонной оси и, таким образом, применяется также при отливке фасонных Деталей, телами вращения. В этом случае ось вращения падать с геометрической осью отливаемых деталей формами для отливки деталей, располагаются симметрично по периферии вращающейся планшайбы, а заливка производится при помощи радиальных или тангенциальных питателей, литейным каналом, совпадающим с осью форм металлом с вертикальной и горизонтальной осями вращения представлены на рис. 7
Следовательно, центробежная сила прямо пропорциональна массе вращающегося расстоянию от оси вращения и квадрату числа Вращение формы может производитьсяr вокруг вертикальной горизонтальной или наклонной оси и, таким образом, применяется также при отливке фасонных Деталей, телами вращения. В этом случае ось вращения падать с геометрической осью отливаемых деталей формами для отливки деталей, располагаются симметрично по периферии вращающейся планшайбы, а заливка производится при помощи радиальных или тангенциальных питателей, литейным каналом, совпадающим с осью форм металлом с вертикальной и горизонтальной осями вращения представлены на рис. 7
Способом центробежного литья с вертикальной осью вращения отливают детали небольшой длины: венцы червячных шестерен, бандажи и др. На центробежных машинах с горизонтальной осью вращения отливают детали большой длины: чугунные водопроводные, канализационные трубы, стальные стволы орудий, гильзы цилиндров двигателей, втулки и др.
При центробежном литье применяют металлические формы (изложницы) и земляные формы.
При заливке в металлические формы чугунные отливки получаются с поверхностным отделом на некоторую глубину и поэтому они подвергаются последующему отжигу. Их нагревают до температуры 850— 950° и медленно охлаждают до 300—350е. При заливке земляные формы отливки получаются без отдела и не требуют отжига
Похожие работы
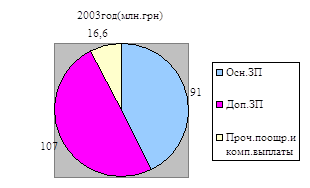
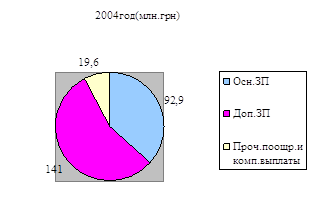
... , как предприятие сможет их реализовать на практике, зависят темпы роста производительности труда, заработной платы и решение многих социально-экономических проблем Украины. 2. Анализ Форм и систем оплаты труда на предприятии 2.1 Характеристика ЗАО «НКМЗ» и основных технико-экономических показателей работы предприятия за 2003-2004 годы Новокраматорский машиностроительный завод – это ...
... полезных свойств изделия. определяет его потребительную стоимость. Только на эти полезные свойства обращается внимание потребителя. Отсюда и связь функционально-стоимостного анализа с потребительной стоимостью. Потребительная стоимость может определяться одним или несколькими свойствами. Например, главное потребительское свойство точечной сварки - жесткое соединение. Сварной шов трубопровода ...

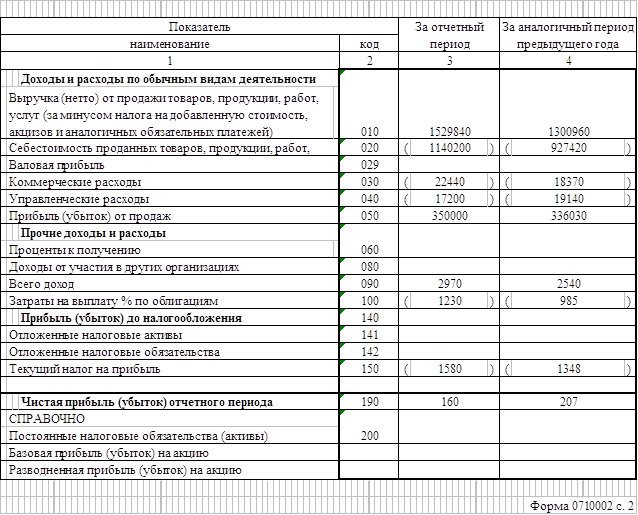
... продукции выражает отношение себестоимости реализованной продукции к выручке от реализации. К7R = стр.020 (ф№2) / стр.010 (ф№2) 3.Проблемы кризисных тенденций и пути их решения 3.1. Теоретические вопросы определения кризисных тенденций в деятельности организации Слово «кризис» происходит от греческого слова «krisis», которое означает «приговор, решение по какому-либо вопросу или ...
... по более низким ценам должна быть как можно ниже. 3. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРИБЫЛИ И РЕНТАБЕЛЬНОСТИ ПРОИЗВОДСТВА Целью планирования прибыли является обеспечение ее роста и повышения рентабельности на основе увеличения оборота и улучшения его структуры, наиболее эффективного использования материальных, трудовых и финансовых результатов при обязательном сокращении потерь рабочего времени. ...
0 комментариев