Навигация
Определяем число звеньев по формуле (7.36)[1]
18851
знак
2
таблицы
3
изображения
6.10 Определяем число звеньев по формуле (7.36)[1]
![]()
где at =![]() =50;
=50; ![]() ;
; ![]()
Тогда
![]()
округляем до чётного числа ![]()
6.11 Уточняем межосевое расстояние цепной передачи по формуле (7.37)[1]
![]()
![]() =
=
![]()
Для свободного провисания цепи предусматривает возможность уменьшения межосевого расстояния на 0,4% т.е. на ![]()
6.12 Определим диаметры делительных окружностей звёздочек (см формулу(7.34)[1]
6.13 Определим диаметры наружных поверхностей звездочек (7.35)[1]
 ,
,
где d1 =10,16 мм- диаметр ролика цепи (табл.7.15)[1]
![]()
![]()
6.14 Силы, действующие на цепь:
6.14.1 Окружная ![]()
6.14.2 От центробежных сил ![]()
6.14.3 От провисания ![]()
6.15 Расчетная нагрузка на валы
![]()
6.16 Проверяем коэффициент запаса прочности
![]()
6.17 Размеры ведущей звездочки:
ступица звездочки dст =![]() ;
; ![]()
принимаем ![]() =40 мм
=40 мм
толщина диска звёздочки 0,93 Ввн =![]() ,
,
где Ввн –расстояние между пластинками внутреннего звена
6.18 Размеры ведомой звездочки
![]()
![]() , принимаем
, принимаем ![]() =60 мм
=60 мм
7. Первый этап компоновки редуктора
Компоновку обычно проводят в два этапа. Первый этап служит для приближенного определения положения зубчатых колес относительно опор для последующего определения опорных реакций и подбора подшипников.
Компоновочный чертеж выполняем в одной проекции — разрез по осям валов при снятой крышке редуктора; желательный масштаб 1:1, чертить тонкими линиями.
Примерно посередине листа параллельно его длинной стороне проводим горизонтальную осевую линию; затем две вертикальные линии — оси валов на расстоянии ![]() .
.
Вычерчиваем упрощенно шестерню и колесо в виде прямоугольников; шестерня выполнена за одно целое с валом; длина ступицы колеса равна ширине венца и не выступает за пределы прямоугольника.
Очерчиваем внутреннюю стенку корпуса:
а) принимаем зазор между торцом шестерни и внутренней стенкой корпуса ![]() ;
;
б) принимаем зазор от окружности вершин зубьев колеса до внутренней стенки корпуса ![]() ;
;
в) принимаем расстояние между диаметром окружности вершин зубьев шестерни и внутренней стенкой корпуса ![]() (наружный диаметр подшипника меньше диаметра вершин зубьев шестерни).
(наружный диаметр подшипника меньше диаметра вершин зубьев шестерни).
Предварительно намечаем радиальные шарикоподшипники средней серии; габариты подшипников выбираем по диаметру вала в месте посадки подшипников ![]() и
и ![]() .
.
По табл. П3[1] имеем:
| Условное обозначение подшипника | d | D | B | Грузоподъемность, кН | ||
| Размеры, мм | C | C0 | ||||
| 304 307 | 20 35 | 52 80 | 15 21 | 15,9 33,2 | 7,8 18 | |
Решаем вопрос о смазке подшипников. Принимаем для подшипников пластичную смазку. Для предотвращения вытекания смазки внутрь корпуса и вымывания пластичной смазки жидким маслом из зоны зацепления устанавливаем мазеудерживающие кольца. Их ширина определяет размер ![]() .
.
Замером находим расстояния на ведущем валу ![]() и на ведомом валу
и на ведомом валу ![]() .
.
Замером находим расстояние ![]() , определяющее положение шкива относительно ближайшей опоры ведомого вала. Примем окончательно
, определяющее положение шкива относительно ближайшей опоры ведомого вала. Примем окончательно ![]() .
.
Реакции опор:
вертикальная плоскость:
в плоскости XZ
![]()
В плоскости YZ
![]()
Проверка: ![]()
![]()
![]() .
.
Суммарные реакции:
![]()
![]()
![]()
Намечаем радиальные шариковые подшипники 304 (табл. П3)[1]:
![]() ;
; ![]() ;
; ![]() ; С=1939 кН и С0=7,8 кН.
; С=1939 кН и С0=7,8 кН.
Эквивалентная нагрузка по формуле (9.3)[1]
![]() ,
,
в которой радиальная нагрузка Pr1=500H; осевая нагрузка Pa=0H; V=1 (вращается внутреннее кольцо); Кб=1 (табл. 7.2)[1]; Кт=1.05.
Отношения ![]() ;
;
Отношение ![]()
![]() .
.
Расчетная долговечность, млн. об. :

Расчетная долговечность, ч,
![]() .
.
Ведомый вал.Из первого этапа компоновки ![]() и
и ![]() ;
;![]()
![]()
Реакции опор:
В плоскости XZ
![]()
![]()
Проверка:
![]()
В плоскости YZ
![]()
![]()
Проверка:
![]()
Суммарные реакции:
![]() ;
;
![]() .
.
Выбираем подшипник по более нагруженной опоре 3.
Шариковые радиальные подшипники 307 средней серии(см.П3):
![]() ;
; ![]() ;
; ![]() ; С=33,2 кН и С0=18 кН.
; С=33,2 кН и С0=18 кН.
Отношения ![]() ;
;
Отношение ![]()
![]()
Расчетная долговечность, млн. об. :
Расчетная долговечность, ч,
![]() ;
;
Для зубчатых редукторов ресурс работы подшипников принимают от 36 000 ч (таков ресурс самого редуктора) до 10 000 ч (минимально допустимая долговечность подшипника). В нашем случае подшипники ведомого вала 304 имеют ресурс ![]() , а подшипники ведомого вала 307 имеют
, а подшипники ведомого вала 307 имеют ![]() .
.
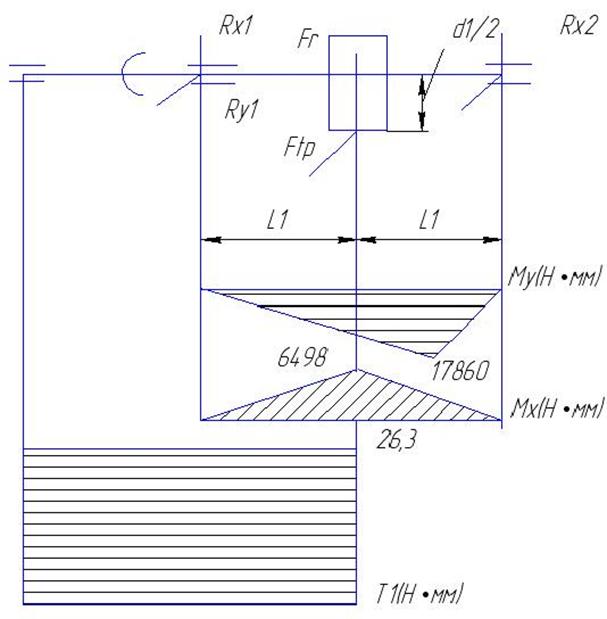
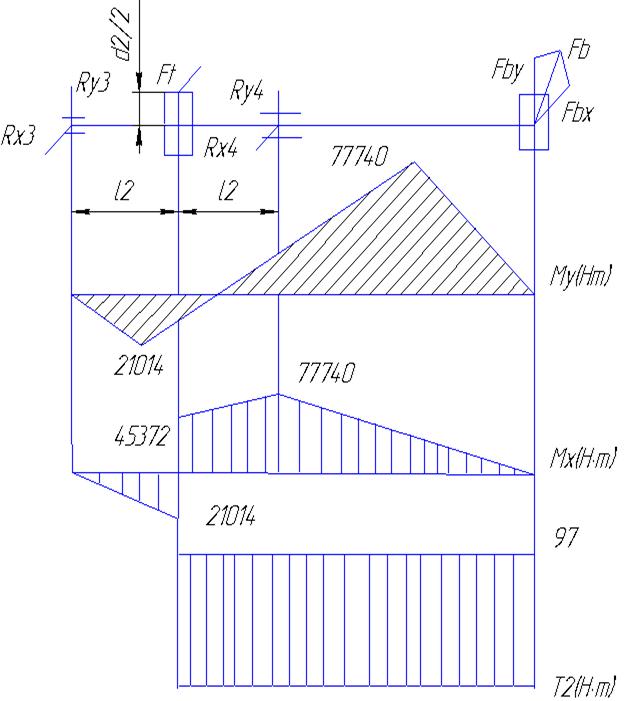
Строим эпюры:
Ведущий вал:
Ведомый вал:
Похожие работы
... и обслуживание. Поэтому при выборе способа получения заготовки следует проводить технико-экономический анализ двух этапов производства – заготовительного и механообрабатывающего. Разработка технологических процессов изготовления заготовок должна осуществляться на основе технического и экономического принципов. В соответствии с техническим принципом выбранный технологический процесс должен ...

... А.Е. Шейнблинт Курсовое проектирование Детали Машин М.: Высшая школа,-1991г. Оглавление № Пункт Лист 1 Введение 2 2 Пояснительная записка 3-4 2.1 Кинематический расчет привода 4-8 3 Выбор материала червяка 9 4 Расчет червячной передачи 9 5 Расчет ...
... ;4703,6/ Ø2883,2. З усіх оброблювальних поверхонь знімають приблизно дві третини припуску на механічну обробку. 2 Термічна операція Виконується відповідно до технологічного процесу термічних робіт, які забезпечать твердість деталі НВ 285-300. Спочатку загартовують заготовку. Для цього її завантажують у нагрівальну піч (електричну, газову), нагрівають до температури 8000С і витримують 120- ...
... правильных решений. В силу известных причин происходит увеличение сезонной нагрузки на машину, интенсивное старение МТП в сельском хозяйстве, снижение надежности машин, уменьшение остаточного ресурса базисных деталей. Существующая ремонтно-обслуживающая база колхозов, совхозов, акционерных обществ не в состоянии восстановить работоспособность базисных деталей и основных агрегатов сложных машин – ...
0 комментариев