За економічним змістом (економічними елементами)
Аналіз діяльності ВАТ “Бердичівська фабрика одежі”
Аналіз витрат на 1 грн. товарної продукції
Аналіз структури витрат за статтями калькуляції
Вибір матеріалів та режимів обробки
Аналіз і удосконалення діючої технології
Проектування технологічного потоку
Складання схеми розподілу праці
Навигация
Аналіз і удосконалення діючої технології
Диплом по легкой промышленности
76689
знаков
26
таблиц
15
изображений
3.3 Аналіз і удосконалення діючої технології.
Проектування методів обробки один відповідальних етапів підготовки моделей до запуску у виробництво. Методи обробки деталей одягу – це різні поєднання операцій, які виконуються у суворій послідовності і використовуються для з’єднання, формування, обробки зрізів і обробки деталей.
Аналізуючи діючу на Бердичівській швейній фабриці технологію з виготовлення жакету жіночого, представленого в даному дипломному проекті, виявлені резерви зростання продуктивності праці і збільшення рівня якості в обробці наступних вузлів:
- обробка прорізних кишень;
- обробка бортів;
- обробка спинки;
- пришивання гудзиків;
- обробка пілочок.
Пропозиції, що висуваються наведені в таблиці 3.3.
Перерахунок часу на виконання операцій із застосуванням нового обладнання або нових методів обробки проводиться за загальноприйнятою методикою:
а п.з.об. + а від.ос.п.
![]() Нч = t оп.(1 + ), (3.1)
Нч = t оп.(1 + ), (3.1)
100
де Нч – норма часу;
tоп. – оперативний час;
ап.з.об. – процент часу підготовчо-заключних робіт і
обслуговування робочого місця;
авід.ос.пот. – процент часу на відпочинок і особисті потреби.
Розрахуємо норму часу на виконання операції “Обшити борти підбортами одночасно пришиваючи клейову павутинку”, що виконується на машині 8332 фірми “Текстіма”.
При зміні змісту технологічно неподільної операції бачимо, що операційний час залишається колишнім, але збільшується допоміжний час за рахунок необхідності подачі клейової павутинки під голку. Розрахунок збільшення допоміжного часу наведений в таблиці 3.4.
Таблиця 3.3
Пропозиції щодо вдосконалення процесу виготовлення жакету жіночого
Діюча технологія Запропонована технологія
| № | Зміст тно | Спец. | Розряд | Норма часу, с | Обладнання | № | Зміст тно | Спец. | Розряд | Норма часу, с | Обладнання | Різниця, с |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Обробка прорізних кишень | ||||||||||||
| 1 2 3 4 5 5 | Нанесення місця розташування кишень Приклеювання № на обшивки кишень Приклеювання поздовжників на пілочки Пришивання обшивок та підкладки кишень до пілочок Розрізування входу до кишень | Р Р П М Р | 4 2 4 4 3 | 82 12 30 80 25 | Крейда, лекало CS394K+1392 272-140042 “Durkopp” ножиці | 1 2 3 6 7 8 | Нанесення місця розташування кишень Оброблення входу до кишень Пришивання підкладки кишень до пілочок Вивертання підкладки кишень та виправлення Настрочування кутів кишень Фастригування входу до кишень | Р А М Р М М | 4 4 4 4 4 4 | 82 39,6 28,8 43 86 55 | Крейда, лекало APW-240 Джукки 272-140042 “Durkopp” 272-140042 “Durkopp” 272-140042 “Durkopp” | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 6 7 8 9 110 | Вивертання підкладки кишень та виправлення Настрочування кутів кишень Фастригування входу до кишень Припрасування кишень Зшивання підкладки кишень | Р М М П М | 4 4 4 4 3 | 43 86 55 145 104 | 272-140042 “Durkopp” 272-140042 “Durkopp” CS 394K +395/11 272-140042 “Durkopp” | 9 10 | Припрасування кишень Зшивання підкладки кишень | П М | 4 3 | 145 104 | CS 394K +395/11 272-140042 “Durkopp” | |
| Разом | 662 | 583,4 | 78,6 | |||||||||
| Обробка бортів | ||||||||||||
| 1 2 3 | Нанесення лінії обшивання кутів бортів та лінії перегину лацкан Обшивання бортів підбортами Нанесення початку та кінця строчки в “чистий край” | Р М Р | 4 4 3 | 62 200 20 | Крейда, лекало 8332”Textima” крейда, лекало | 1 2 | Нанесення лінії обшивання кутів бортів та лінії перегину лацкан Обшивання бортів підбортами з одночасним пришиванням клейової | Р М | 4 4 | 62 232,4 | Крейда, лекало 8332 ”Textima” | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 4 5 6 7 8 9 | Настрочування припуску швів в “чистий край” Розрізання припусків швів в кутах по закругленню бортів Розрізання припусків швів в кутах уступів Припрасування бортів, закріплення канту Контроль симетрії пілочок по краю бортів Вистьобування підбортів | М Р Р П Р С | 4 3 3 4 4 4 | 97 52 13 176 13 52 | 8332”Textima” ножиці ножиці CS394K +395/11 45-26 | 3 4 7 8 | Розрізання припусків швів в кутах по закругленню бортів Розрізання припусків швів в кутах уступів Припрасування бортів, закріплення канту Контроль симетрії пілочок по краю бортів | Р Р П Р | 3 3 4 4 | 52 13 175 13 | ножиці ножиці CS394K +395/11 | |
| Разом | 684 | 547,4 | 136,6 | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Пришивання гудзиків | ||||||||||||
| 1 2 3 4 | Нанесення місця розташування 3-х гудзиків на пілочці та їх пришивання Пришивання по два гудзики на рукавах Пришивання запасного гудзика Обвивання ніжок 3-х гудзиків пілочки | С С С Р | 3 3 3 3 | 95 109 23 59 | LK-982 “Juki” LK-982 “Juki” LK-982 “Juki” Голка | 1 2 3 4 | Нанесення місця розташування 1-го гудзика на пілочці та їх пришивання Пришивання 3-х гудзиків з одночасним обвиванням ніжок Пришивання по два гудзики на рукавах Пришивання запасного гудзика | Р А С С | 2 4 3 3 | 12,4 77 109 23 | Крейда, лекало BFS-340 Джуки LK-982 “Juki” LK-982 “Juki” | |
| Разом | 286 | 221,4 | 64,6 | |||||||||
| Обробка спинки | ||||||||||||
| 1 2 | Зшивання середніх зрізів спинки Зшивання бокових частин спинки з середньою | М М | 3 3 | 60 87 | 8332”Textima” 8332”Textima” | 1 2 | Зшивання середніх зрізів спинки Зшивання бокових частин спинки з середньою | А А | 3 3 | 33 72 | 749-21-5 ”Durkopp” 749-21-5 ”Durkopp” | |
| Разом | 147 | 105 | 42 | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Обробка пілочок | ||||||||||||
| 1 2 3 | Зшивання талевих виточок Зшивання плечових виточок Зшивання рельєфів пілочок | М М М | 3 3 3 | 70 69 104 | 8332”Textima” 8333”Textima” 8333”Textima” | 1 2 3 | Зшивання талевих виточок Зшивання плечових виточок Зшивання рельєфів пілочок | С С А | 3 3 3 | 35 30 70 | 743 ”Durkopp” 744 ”Durkopp” 749-21-5 ”Durkopp” | |
| Разом | 243 | 131 | 112 | |||||||||
| По всіх вузлах разом | 496,8 | |||||||||||
Таблиця 3.4
Визначення збільшення допоміжного часу
| Номер прийому | Зміст прийому | Норматив часу |
| 31-а | Взяти стрічку клейової павутинки, донести до місця роботи | 3,0х2 |
| 133-а | Підкласти під лапку край павутинки | 0,6х2 |
| РАЗОМ | 7,2 |
Знаючи Нч стару ми можемо визначити t оп. ст.:
Нч. ст. 200
![]()
![]() t оп. ст. = = = 199 c.
t оп. ст. = = = 199 c.
1 + (6,92+5,88)/100 1,128
Отже:
t оп.нов. = t оп.ст. + t в.доп. = 199 + 7,2 = 206 с.
Нч. н. = 206х 1,128 = 232,4 с.
Розрахуємо Нч на операцію “Пришити 3 гудзики на пілочку жакета з одночасним обвиванням ніжки” на машині для пришивання гудзиків FBS-340 фірми “Джуки”.
За даними проспектів фірми маємо:
витрати часу на пришиття гудзика – час циклу = 22,9 с.
На рисунку 3.6 схематично зображений повний цикл роботи машини:
Крок 1 – Встановити гудзик на штифт гудзикоудержувач (подальші гудзики встановлюються під час виконання кроку 5);
Крок 2 – Встановити матеріал;
Крок 3 – Зробити так, щоб гудзикоудержувач втримував гудзик на місці;
Крок 4 – Втягнути нитку в голку і відміряти потрібну довжину;
Крок 5 – Пришиття гудзика і обвивка нитяної ніжки;
Крок 6 – Зняти вироб з машини і зав’язати.
![]()
![]()
![]()
![]()
![]() 1
2
1
2
![]()
![]() 11
11
![]()
![]()
![]() 3
3
![]()
![]()
![]()
![]()
![]() 4
4
![]()
![]() 6 5
6 5
Рис. 3.6 Схема повного циклу роботи автомата
Пришити 3 гудзики і обвити ніжки
t оп. = 3(t м. + t всп. + t кач.), (3.2)
де 3 – кількість гудзиків;
t м. + t всп. + t кач. – час циклу,
t оп. = 3х22,9 = 68,7 с.
6,29 + 5,88
![]() Нч. = 68,7(1 + ) = 77 с.
Нч. = 68,7(1 + ) = 77 с.
100
Усі інші нововведені операції розраховуються аналогічно.
Аналізуючи пропозиції щодо вдосконалення технології виготовлення жакета жіночого на Бердичівській швейній фабриці розрахуємо наступні показники:
- скорочення витрат часу Рч, %;
- збільшення продуктивності праці Р, %.
Рч = Те/Тс х 100 = 496,8/8189 х 100 = 6,07 %.
Р = Те/(Тс – Те) х 100 = 496,8/7692,2 х 100 = 6,46 %,
де Те – економія часу від впровадження прогресивної технології, с;
Тс – трудомісткість виробу до впровадження пропозицій щодо вдосконалення, с.
3.4 Обгрунтування і вибір обладнання.
На Бердичівській швейній фабриці у потоці по виготовленню жакету жіночого використовується обладнання фірм “Стробель”, “Текстима” та інш. Характеристика обладнання наведена у таблицях 4.5, 4.6.
Похожие работы

... -математическое моделирование, определяют наиболее перспективный вариант маркетинговой стратегии. Однако этот способ сложный и в современных условиях практически не применяется. Значительно проще при разработке маркетинговой стратегии применять сценарный подход. Сущность его заключается в том, что задаются три сценария развития рынка: пессимистический, наиболее вероятный и оптимистический. На эти ...
... и ценовым параметрам. Основные показатели финансово-хозяйственной деятельности общества за предыдущие годы (2006-2008гг.) год представлены в таблице 1. 2.4 Стратегия развития предприятия Целью развития ОАО «Сукно» является дальнейшее наращивание производственного потенциала, создании условий для привлечения инвестиций, направленных на техническое перевооружение производства, расширение ...
... 1000 10 1000 Итого: - - 11000 Отчисления во внебюджетные фонды 36%: - - 3960 Итого с отчислениями во внебюджетные фонды: 14960 Затраты на разработку программной системы аттестации ИТ-специалистов Расчёт релевантных затрат на разработку проекта приведён в таблице 11.9. Таблица 11.9 Расчёт релевантных затрат на разработку программной системы N п/п ...
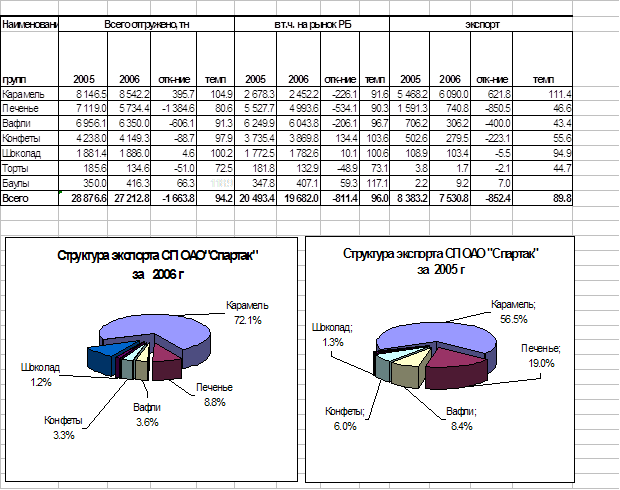
... изделий, создаст предпосылки для разработки товаров, выпуск и применение которых были бы выгодны и потребителю, и производителю[22, с.301-306]. 2 АНАЛИЗ КАЧЕСТВА И КОНКУРЕНТОСПОСОБНОСТИ ЭКСПОРТНОЙ ПРОДУКЦИИ НА СП ОАО “СПАРТАК” 2.1 Технико-экономическая характеристика организации Совместное предприятие открытое акционерное общество “Спартак” является старейшим и крупнейшим в ...
0 комментариев