Навигация
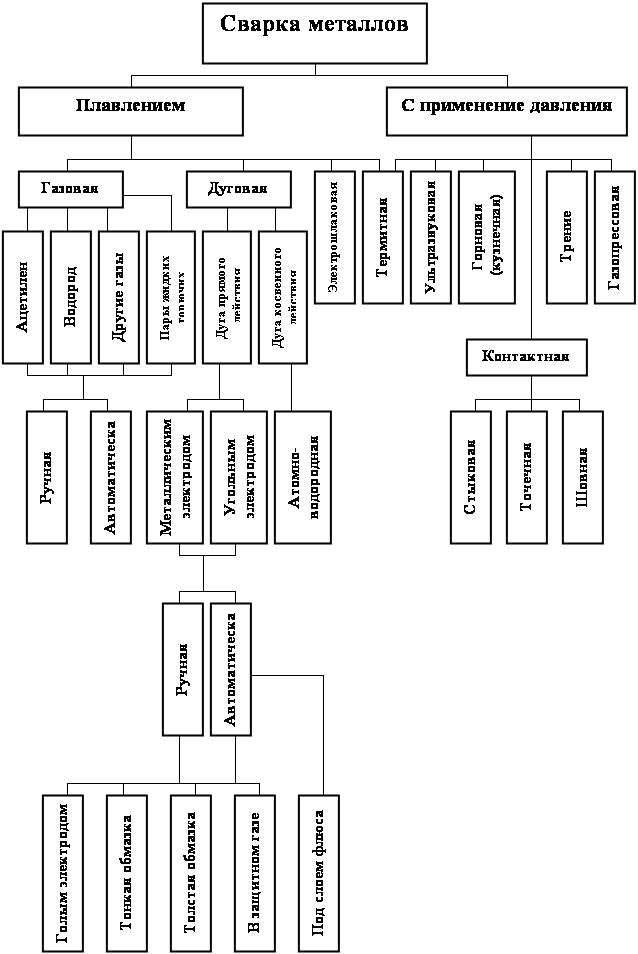
Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки)
57263
знака
0
таблиц
0
изображений
Реферат по предмету: «Производственные технологии »
Выполнил студент 3 курса, группы 211
Институт Современных Знаний
Минск 2003 г.
Введение 1. История развития сварочного производства.В решение задач научно- технического прогресса важное место принадлежит сварке. Сварка является технологическим процессом, широко применяемая практически во всех отраслях народного хозяйства. С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ. Основным видом сварки является дуговая сварка.
Основоположниками сварки являются русские ученые и инженеры - В.В. Петров, Н.Н. Бенардос и Н.Г.Славянов. В 1802г. профессор физики Петров открыл и наблюдал дуговой разряд от построенного им мощного «вольтового столба». Этот столб или батарея был самым мощным источником электрического тока того времени. В то время электротехника только начинала создаваться, и открытие Петровым дугового разряда значительно опередило свой век.
До практического применения дуги для целей сварки прошло 80 лет. Н.Н.Бенардос впервые применил электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им способ не только для сварки, но и для наплавки и резки металлов.
Другой русский изобретатель Славянов, разработал способ дуговой сварки металлическим электродом с защитой сварочной зоны слоем порошкообразного вещества, то есть флюса, и первый в мире механизм для полуавтоматической подачи электронного прутка в зону сварки. Способ сварки плавящимся металлическим электродом получил название «дуговая сварка по способу Славянова».
Изобретения Бенардоса и Славянова нашли заметное применение по тем временам, и в первую очередь на железных дорогах, а затем на нескольких крупных машиностроительных и металлургических заводах России.
Однако, несмотря на первоначальные успехи русских изобретателей в деле разработки и внедрения дуговой сварки, к началу XX века страны Европы опередили Россию.
Только после революции 1917г. сварка получила интенсивное развитие в нашей стране. В нашей стране тогда впервые в мире были разработаны новые высокопроизводительные виды сварки, это электрошлаковая, в углекислом газе, диффузная и другие. Фундаментальные исследования по разработке новых процессов и технологии сварки проводятся в ряде научно-исследовательских организациях, ВУЗах и крупных предприятиях судостроительной, авиационной, нефтехимической, атомной и других.
На современном этапе развития сварочного производства в связи с развитием научно-технической революции резко возрос диагноз свариваемых толщин, материалов, видов сварки. В настоящее время сваривают материалы толщиной от несколько микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении).
2. Понятие промышленной продукции сварочного производства и её качества.
Промышленная продукция - конечный результат деятельности промышленных предприятий. Результатом деятельности предприятий сварочного производства являются сварные изделия. Продукция сварного производства характеризуется следующими особенностями:
многообразием номенклатуры, типов и размеров;
высокими требованиями к качеству сварных соединений;
выпуском сварных изделий предприятиями машиностроения и приборостроения с различным техническим уровнем и серийностью производства;
необходимостью аттестации технологических процессов сварки, технологического, контрольного и испытательного оборудования;
потребностью высокой квалификации рабочих и специалистов сварочного производства.
Крупногабаритные сварные изделия (каркасно-листовые, оболочковые, рамные, балочные), составляющие основу механизмов, сооружений или машин, часто называют сварными конструкциями. Например, к сварным конструкциям относятся кузова автомобилей, фюзеляжи самолётов и т.д.
Сварные конструкции условно разделяют на узлы. Узлом называют часть сварной конструкции, состоящую из двух или нескольких свариваемых элементов. Отдельные части машин или механизмов, полученные сваркой и выполняющие самостоятельные функции, называются сварными деталями. Например, к сварным деталям относятся оси и валы автомобилей и т.д.
К сварным изделиям предъявляют определённые требования, от выполнения которых зависит их качество и пригодность к эксплуатации. Качество сварных изделий является комплексным понятием и представляет совокупность определённых характеристик. Отдельные характеристики продукции объединяются в группы или показатели качества. Показатели качества в зависимости от характера решаемых задач классифицируются по различным признакам (ГОСТ 22851-77). Различают следующие группы показателей качества: назначения, надежности, технологичности и др.
Применительно к сварным конструкциям (изделиям), в которых применяют неразъемные соединения, первостепенное значение имеют показатели назначения и надежности.
Показатели назначения обуславливают область практического использования продукции и характеризуются эксплутационными (служебными) характеристиками изделий.
Показатели надёжности характеризуют свойство продукции выполнять заданные функции и сохранять при этом эксплутационные характеристики в заданных пределах.
К показателям назначения, например, топливного бака, относятся объём рабочей жидкости и её максимальное давление в нём.
Показатели назначения сварных изделий в значительной степени будут определять свойства сварных соединений и характеризоваться их показателями качества. При определении показателей качества сварных соединений рекомендуется выбирать самые необходимые и важнейшие свойства. К их числу, например, для топливного бака, относят прочность и герметичность.
К свойствам сварных соединений относят также пластичность, коррозионную стойкость, износостойкость и др.
Эти свойства будут определять требования к сварным соединениям, которые обеспечиваются определенными конструктивными и технологическими характеристиками сварного соединения. К конструктивным характеристикам относят форму и геометрические размеры сварного шва и сварных точек.
К технологическим характеристикам относят уровень остаточных напряжений, величину деформаций, размеры и количество дефектов и т.д.
Перечисленные характеристики в совокупности определяют качество сварных соединений и являются основой для оптимизации технологического процесса, под которой понимают нахождение наилучшего технологического решения осуществления процесса, обеспечивающего качество и надёжность сварных изделий.
К показателям надёжности изделий и сварных соединений относятся:
безотказность;
долговечность;
ремонтопригодность.
Безотказность - свойство сварного соединения сохранять работоспособность (работоспособное состояние) в течение определённого периода времени в заданных условиях эксплуатации. Работоспособность сварных соединений характеризуется сохранением их свойств, установленных нормативно-технической документацией.
Под отказом понимают событие, заключающееся в нарушении работоспособности, т.е. в выходе хотя бы одной контролируемой характеристики за допустимые пределы.
Долговечность - свойство сварного соединения сохранять работоспособность до наступления состояния, когда невозможна дальнейшая эксплуатация сварного изделия.
Ремонтопригодность - свойство сварного соединения, заключающееся в возможности его ремонта и устранения возникших дефектов в процессе эксплуатации.
Надёжность, взятая отдельно, ещё не означает технического совершенства изделия, т.к. оно может обладать низкими техническими характеристиками. С другой стороны совершенные по техническим характеристикам изделия не обеспечиваются необходимой надёжностью. В связи с этим и вводится понятие работоспособности, оцениваемое в совокупности показателями прочности, герметичности и др.
Таким образом, качество сварных изделий определяется совокупностью свойств сварных соединений.
Похожие работы
... Основным критерием, характеризующим состояние поверхности металла, является электродный потенциал. Обычно возможность применения анодной защиты для конкретного металла или сплава определяют методом снятия анодных поляризационных кривых. При этом получают следующие данные: а) потенциал коррозии металла в исследуемом растворе; б) протяженность области устойчивой пассивности; в) плотность тока в ...
... к деталям толщина последних практически не ограничивается. Особые преимущества этот процесс имеет при соединении разнородных и термочувствительных элементов. Областями использования ультразвуковой сварки являются: производство полупроводников, микроприборов и микроэлементов для электроники, конденсаторов, предохранителей, реле, трансформаторов, нагревателей бытовых холодильников, приборов ...
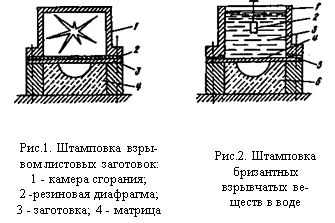
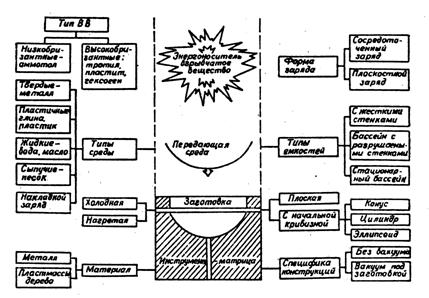
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев