Навигация
2. Выбор способа сварки
При выборе способа сварки необходимо учитывать чувствительность соединяемых материалов к тепловому воздействию, точность взаимного расположения соединяемых элементов и, кроме того, герметичность, коррозионную стойкость, прочность, воздействие вибрационных нагрузок и низких температур.
Основные требования, учитывающие при выборе способа сварки:
с целью обеспечения точного взаимного расположения соединяемых деталей зона нагрева их должна быть минимальной;
способ сварки должен обеспечивать точную дозировку и концентрацию тепловой энергии;
защита свариваемых деталей от воздействия с воздухом химически активных металлов (титана, молибдена и др.), легких сплавов на основе алюминия и магния, сплавов на основе меди и никеля для исключения охрупчивания сварного соединения.
3.1 Сварка плавлением
Здесь рассмотрим дуговую сварку без защитных и с защитными газовыми средами наиболее часто применяемыми в производстве несущих конструкций приборных изделий (каркасы блоков, стоек, шкафов и др.).
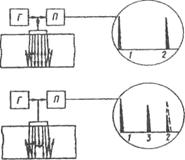
Дуговая сварка. Источником тепла в этом случае служит электрическая дуга - стационарный разряд в газах, характеризуемая высокой температурой электродов (2400-2600 оС) и большим током в зоне разряда. При дуговой сварке возникает разряд между свариваемым металлом и специальным стержнем (электродом) (рис.1) или между двумя электродами (рис.2). В первом случае сварку осуществляют дугой прямого, а во втором косвенного действия.

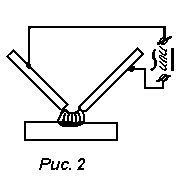
При сварке дугой прямого действия формирование шва осуществляется за счет присадочного металла (плавящегося электрода) и без него; при сварке дугой косвенного действия шов формирует за счет плавления металла соединяемых деталей. При сварке электродом прямого действия применяют сварочные проволоки, ленты и др., содержащие на поверхности минеральное покрытие, служащие для защиты и легирования металла шва; при сварке электродов косвенного действия для защиты металла шва используют инертные газы (аргон, гелий).
В зависимости от рода тока, воздействия дуги на металлы, электрода, степени механизации эту сварку разделяют на: ручную, полуавтоматическую, автоматическую, аргонно-дуговую плавящимся и не плавящимся электродом, сварку в среде СО2, водородно-дуговую неплавящимся вольфрамовым электродом.
Другие способы сварки (плазменной, лазерной, электроннолучевой) изложены в разделе электрофизической обработки.
3.2 Сварка с приложением давления.
К этому виду сварки относят контактную, конденсаторную, холодную, диффузионную и сварку ультразвуком (рис.3).

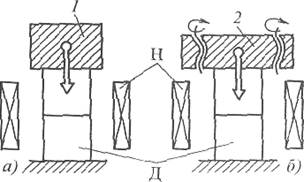
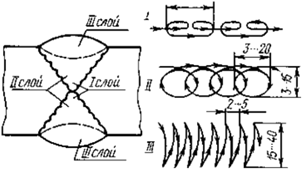
При контактной сварке (рис.3а), нагрев соединяемых деталей осуществляют электрическим током, проходящим через них и выделяющим в месте контакта большое количество тепла (Q=I2RT). По типу сварного шва различают контактную сварку стыковую - сопротивлением и оплавлением, точечную, рельефную, Т-образную и шовную. В производстве приборов наиболее часто детали соединяют в одной или нескольких точках одновременно (рис.3,б,в). Точечная сварка может быть одно- и двусторонней; её применяют для листовых деталей одинаковой толщины из однородных или разнородных материалов: углеродистых, конструкционных и легированных сталей, некоторых титановых сплавов, алюминиевых и медных сплавов. Толщина свариваемых деталей от 0,001 до 5 мм.. Шовной или роликовой сваркой (рис.3,г) называют разновидность точечной сварки, при которой прочно-плотный шов создают из ряда последовательно расположенных и частично перекрывающих друг друга сварочных точек. Эта сварка может быть также одно- и двусторонней, свариваемые толщины 0,001-3 мм.
Конденсаторная сварка (рис.3,д) - это разновидность контактной сварки, при которой энергия накапливается в конденсаторах при зарядке и в процессе разряда конденсатора преобразуется в теплоту , используемую для сварки . Процесс часто используют в производстве приборов для соединения металлов и сплавов в различных сочетаниях , медь-ковар, медь-вольфрам, медь-железо, медь-алюминий и др.
Холодная сварка осуществляется без нагрева при нормальных или отрицательных температурах. Соединение получают в результате совместного пластического деформирования (рис.3,е), при котором образуется металлическая связь между свариваемыми деталями. Свариваемые поверхности тщательно очищают от адсорбированных и мировых пленок. Свариваемые толщины 0,2-15 мм, ширина сварного шва (1-3)S , S- толщина соединяемых листов; соединяемые материалы: алюминий, дюралюминий, сплавы меди, никеля, цинка и серебра - пластичные материалы.
Диффузионная сварка в вакууме соединение образуется в результате диффузии атомов поверхностных слоев, соединяемых деталей в вакууме под небольшим давлением; температура близка к температуре рекристаллизации; перед сваркой поверхности очищают от окислов и загрязнений. В этом случае соединяют однородные и разнородные материалы; этим способом получают биметаллические, триметаллические и тетраметаллические детали. Возможна также сварка металлов с керамикой.
Сварка ультразвуком - этот способ будет представлен в разделе электрофизические методы обработки.
4. Технологичность сварных соединений.
4.1 Выбор металла. Металл свариваемых деталей должен удовлетворять не только эксплуатационным требованиям, но и обладать хорошей свариваемостью. При сварке из-за теплового воздействия в зоне соединения механические и эксплуатационные свойства металла могут значительно отличаться от аналогичных свойств основного металла. Поэтому необходимо выбирать материалы с хорошей свриваемостью.
4.2 Выбор сварного соединения. Тип сварного соединения определяет взаимное расположение соединяемых деталей и форму подготовки кромок под сварку. Тип соединения выбирают с учетом равно прочности соединения с основным металлом и других требований (технологичности для других процессов. Различают следующие типы соединений (рис.4): стыковые, тавровые, нахлесточные, угловые.
Стыковые соединения распространены для плоских и пространственных заготовок, сварной шов при нагрузках равномерно работает. Тавровые соединения применяют для изготовления пространственных (не плоских) изделий, соединения обеспечивают высокую прочность при полном проваре по толщине с одно- или двусторонней разделкой кромок. Нахлесточные соединения применяют для простой подготовки деталей под сборку; они менее прочны, чем стыковые соединения, здесь получают перерасход металла. Это основной тип соединения тонколистовых металлов при точечной и шовной сварке. Угловые соединения используют в качестве соединяющих, они не предназначены для передачи рабочих усилий.
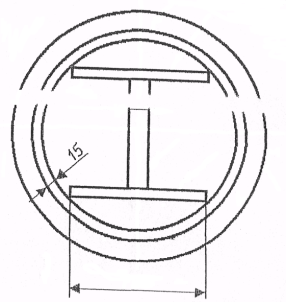
4.3 Форма свариваемых элементов у заготовок из проката (листа, труб, профиля), отливок, штамповок должна быть наиболее простой: прямолинейная, цилиндрическая, коническая и полусферическая с длинными прямыми и замкнутыми кольцевыми стыками и тавровыми соединениями. Предпочтителен сортамент проката.
4.4 Вид сварки - см. выбор способа сварки выше.
4.5 Выбор способа уменьшения сварочных деформаций. Эти деформации возникают из-за неравномерной температуры в зоне сварочного шва, при которой в локальных зонах возникают пластические деформации. Все мероприятия в этом случае направлены на уменьшение этих деформаций, устранение несимметричности сварных швов, повышение сопротивления свариваемых элементов деформированию и выбор конструкции, в которой эти деформации не оказывают какого-либо влияния на эксплуатацию из
Похожие работы
... поверхностей, необходимость контроля температуры заготовки в зоне шва. Высокие требования к качеству контактных поверхностей удорожают процесс в целом. 5. Разновидности способов сварки Диффузионная сварка с промежуточными прокладками. Промежуточные прокладки могут быть расплавляющимися и нерасплавляюшимися. Подслои на свариваемые поверхности наносят с целью: - увеличения прочности ...


... подготовки места соединения. Можно сваривать заго-товки с сечением, разнородные металлы (быстрорежущую и углеродистую стали, медь и алюминий и т.д.). Наиболее распостраненными изделиями, изготовляемые стыковой сваркой, служат элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы, железобетон-ная арматура. Тотечная сварка. Точечная сварка – разновидность контактной сварки, при ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
0 комментариев