Навигация
Определение наиболее эффективных способов механической обработки заданных поверхностей детали машин
44165
знаков
2
таблицы
16
изображений
2.2. Определение наиболее эффективных способов механической обработки заданных поверхностей детали машин.
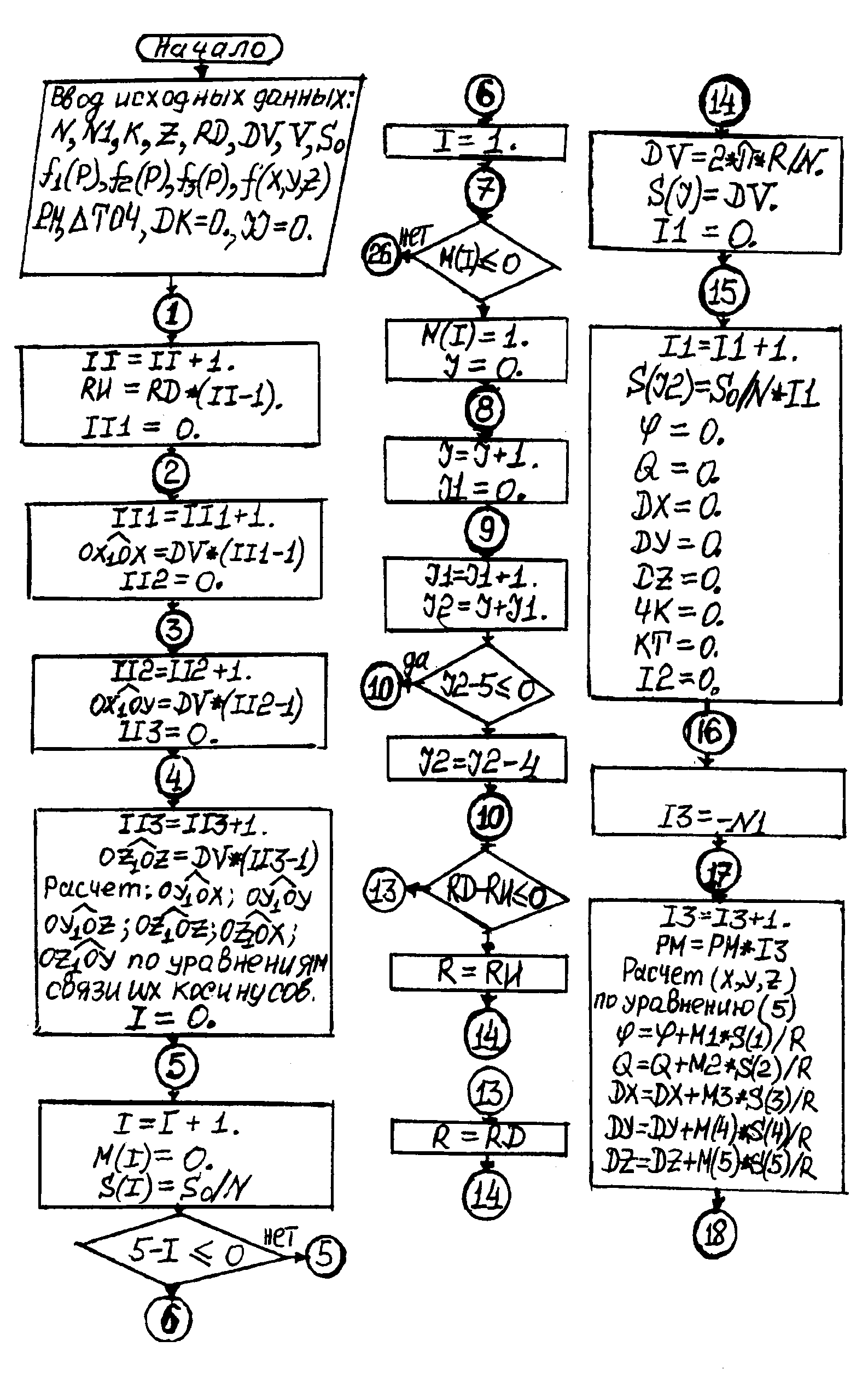
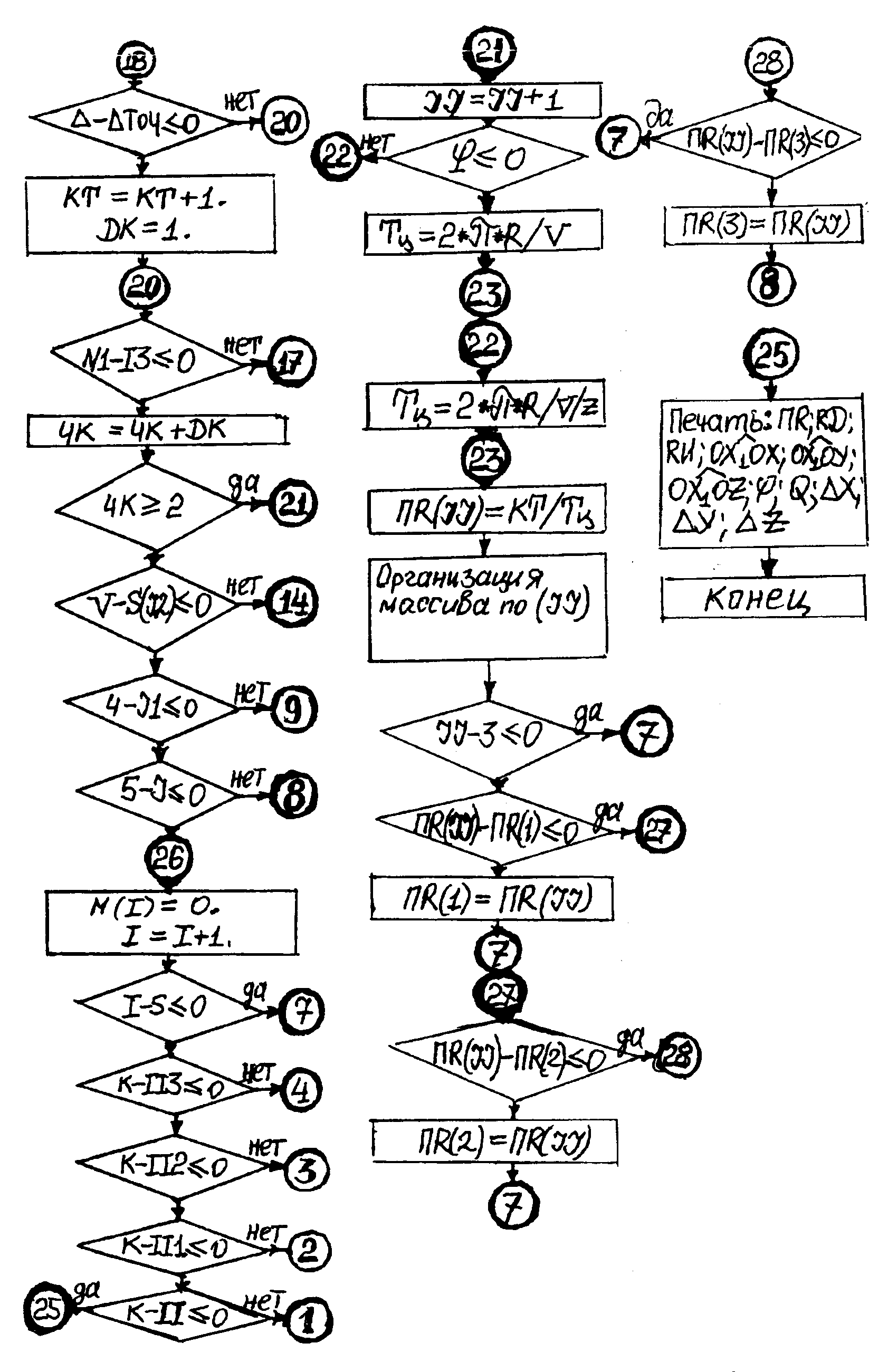
Ранее нами был рассмотрен поисковый алгоритм определения схем формообразования заданных поверхностей и выбора трех наиболее производительных, (с позиции кинематики формообразования), из принципиально (или теоретически) возможных. Алгоритм после сравнения схем формообразования и определения наиболее производительных предусматривает печать:
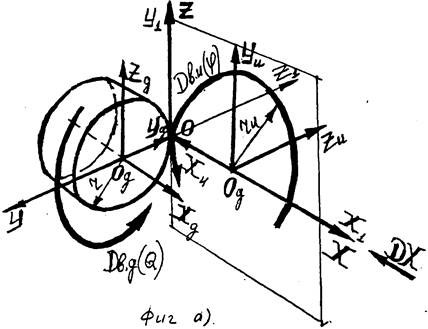
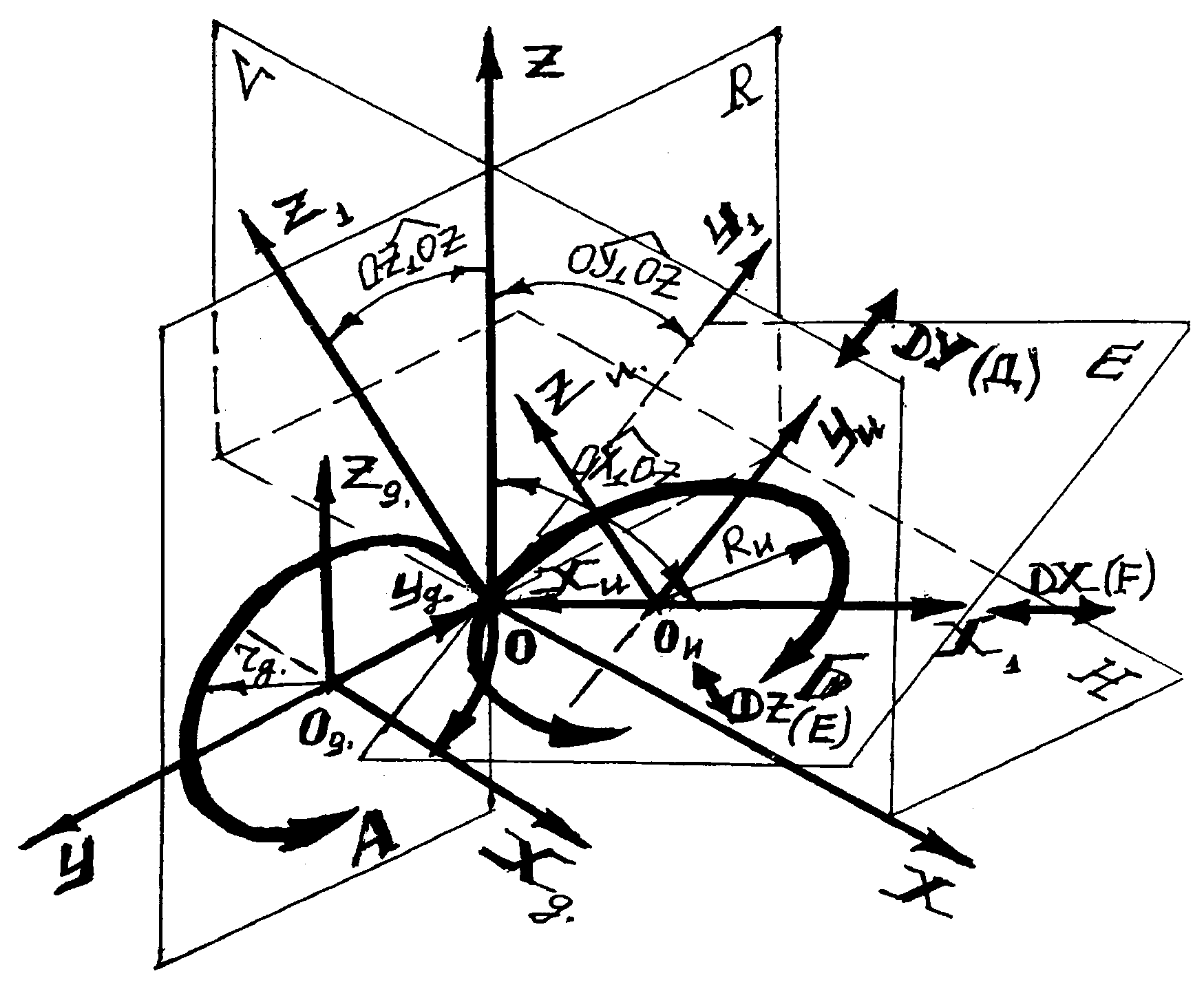
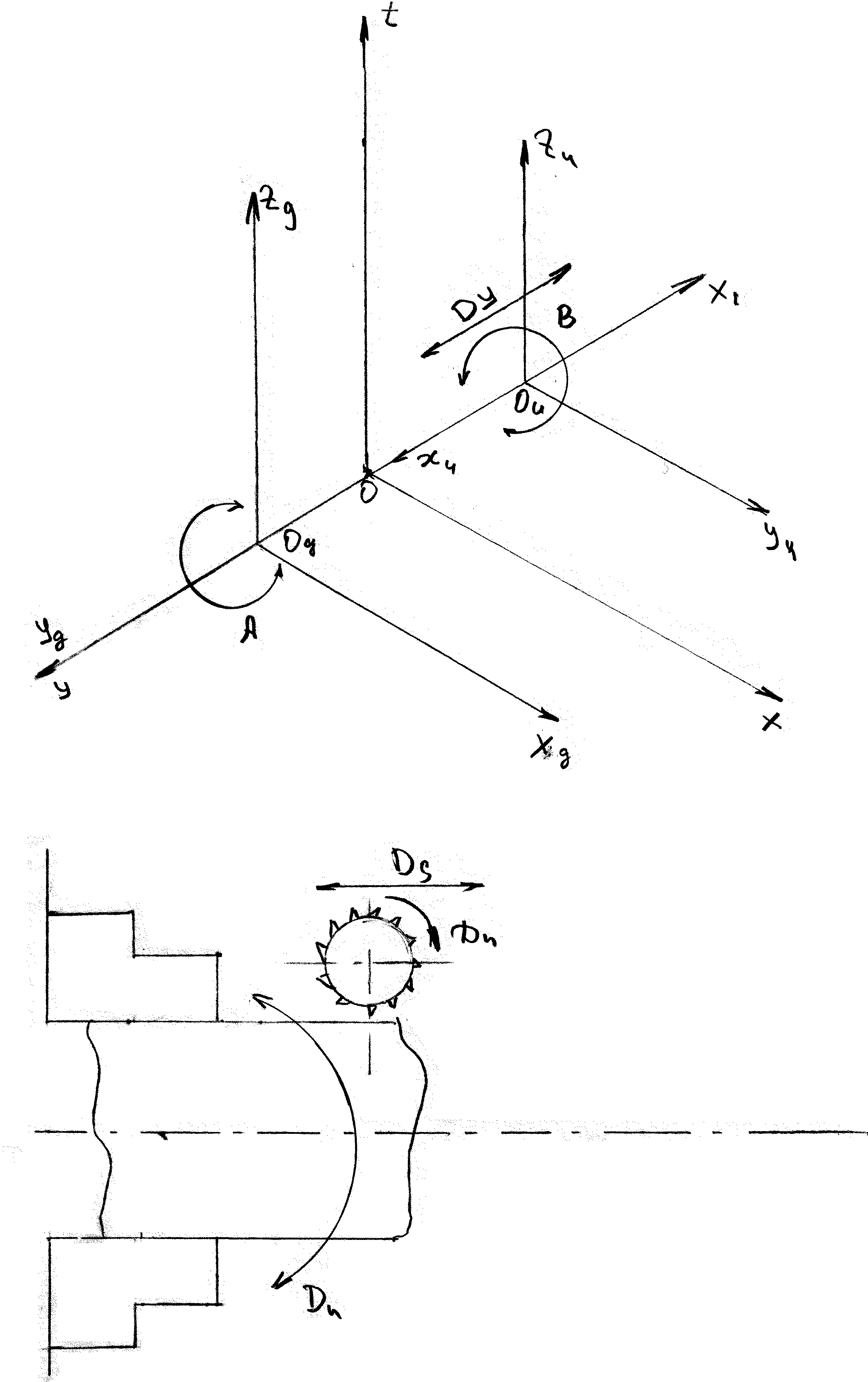
углов относительно положения систем координат детали и инструмента в соответствии с общей кинематической схемой формообразования, определяющих относительное положение предполагаемого инструмента в исходный момент формообразования;
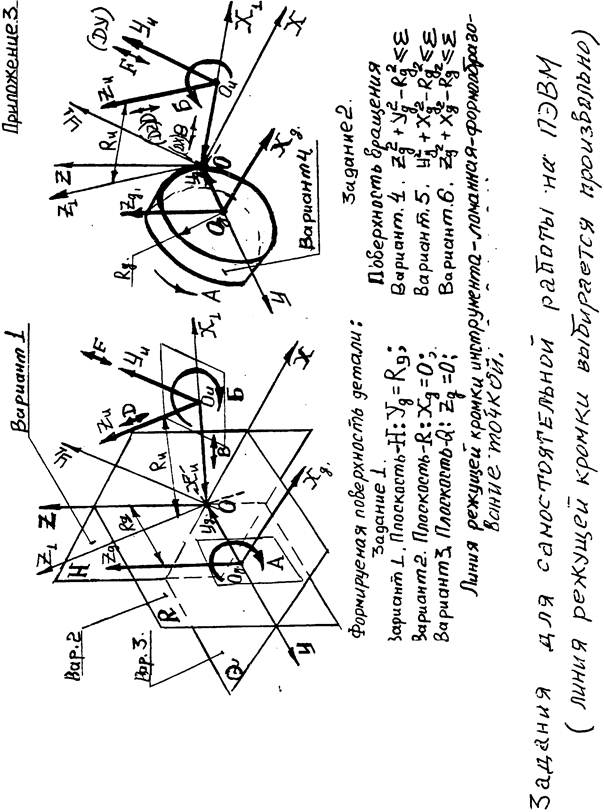
форму режущей кромки инструмента при выборе на печать значений Х2=fз(р); Y2=f2(р); Z2=f3(р). (т.е. если это ломаная линия, расположенная от центра Оu на расстоянии R, то или Х2=Ru; или Y2=Ru в зависимости от исходного задания параметрического уравнения режущей кромки в системе инструмента ХuYuZu). (Второй пример: Х2=RsinA, Y2=RсоsA, Z2=Ра, следовательно режущая кромка винтовая линия на цилиндре или поверхности вращения с осью вращения соответствующей 02Z2 и т.д.)
равенство или неравенство радиуса или другого параметра инструмента, определяющего положение режущей кромки в системе X2Y2Z2 - К нулю.
Наличие движений, необходимых для формообразования, т.е. неравенство нулю сочетаемых из всех от одного до 6 движений: А, Б, F, Д, и Е, которое задается непрерывным вращением одного из заданных пространственных углов (A, B, Y), определяющих как относительное положение систем детали ХоYоZо и инструмента X2Y2Z2 в исходный момент формообразования, так и вращение промежуточной, несущей системы Х1Y1Z1 вокруг любой из трех осей координат;
Печать главного движения резания из существующих для найденной, наиболее эффективной схемы формообразования, например: А=Vр Б=Sкр D=Soz F=0 и т.д.
После получения данной информации на печать ЭВМ можно изображать полученную схему формообразования по примеру графического исполнения кинематических схем резания, приведенного в работе Грановского Г.И.. Только с уточнением стрелки одного из показанных на схеме движений как главного рабочего или движения определяющего скорость резания.
27
2.3. Методика трансформации найденных схем формообразования в способы механической обработки.
Из анализа описания алгоритма поиска схем формообразования поверхностей инструмента и определения трех наиболее эффективных следует:
а) Инструмент не определен, но задан формой линии его режущей кромки и радиусом ее расположения если Ru=/0, а движение Б как вращательное есть Б=f(V), что выводится на печать ЭВМ.
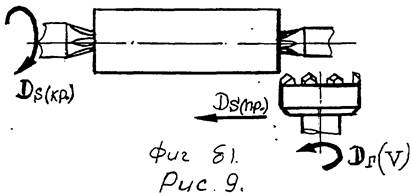
б) Если радиус инструмента Ru=/0, а его кромки представлена линией окружности и при этом на печать выводится условие Б=/(V); А=f(V), то из этого следует, что схема формообразования соответствует точению, а инструмент. ротационный резец. В противном случае: Б=f(V), А=f (S - движения подачи). Процесс соответствует фрезерованию, а инструмент - фреза, что также предусмотрено алгоритмом.
Таким образом, трансформация схемы формообразования определенной на ЭВМ как наиболее эффективная весьма проста. Поскольку печать ЭВМ конкретизирует движения, выполняемые в процессе формообразования, устанавливает равенство или неравенство нулю Ru=0 (Ru=/0). Определяет форму режущей кромки инструмента как линии и только в случае режущей кромки как пересечение двух линий (резец с углами в плане) представляет ее точкой. Поскольку трансформация информации полученной с ЭВМ в способ является простым изображением процесса как схемы резания со словесной констатацией типа инструмента, к которым следует отнести:
а) Фреза (Б=f(V); Ru=/0)
б) Резец простой (А=f(V); Ru=0)
в) Резец ротационный (Б=/(V); Б=/0; Ru=/0)
г) Фреза с винтовым зубом при конкретном значении угла подъема ее винтовой линии режущей кромки - (W=бО° - например) f1(р)=Ru sin(рA);
f2(р)=Ru cos(рA); fз(р)=РA.
Наиболее сложные случаи трансформации схемы формообразования в способ механической обработки возникают при выводе на печать условий определяющих движение со скоростью, резания как результирующей, являющейся производной от двух выполняемых движений. Например: режущая кромка задана в виде винтовой линии с углом подъема от оси вращения лу=60° -произвольная величина. На печать выводится как самая производительная схема формообразования, эвольвентной поверхности прямозубого колеса схема содержащая три движения А=/0, Б=/0; Р=0. При их выполнении на скрещивающихся осях, когда угол поворота B=w, винта кромки инструмента. При этом скорость резания V=f(А и Б). В этом случае возникает несколько решений при трансформации схемы в способ формообразования. Чтобы избежать их требуется проанализировать процесс формообразования эвольвентной поверхности прямозубого колеса при задании линии кромки инструмента точкой и затем его кромки в виде окружности радиуса Ru.
Данная операция поможет установить те схемы резания, которые вытекают из первой сложной, с винтовой линией режущей кромки, при вращении которой существует переносное движение. Оно и будет найдено по величине если кромку представить точкой. Все схемы будут соответствовать зуботочению вдоль эвольвенты. Только в первом случае данное зуботочение будет осуществляться инструментом в виде фрезы, что легко устанавливается
28
Эскиз технологической операции на основании данной схемы может иметь следующий вид:
31
32
Литература
1.ЛашневС.И., Юликов М.И. Расчет и конструирование режущих инструментов с применением ЭВМ. М. 1975г.
2.КомаровВ.А. Некоторые вопросы теории формирования шероховатости поверхности в зависимости от технологических факторов обработки лезвийными инструментами. Кандидатская диссертация. М, ВЗМИ, 1978г.
33
Похожие работы
... из числа принципиально, - возможных. Алгоритм существенно облегчает работу в области повышения эффективности операций механической обработки, позволяет решить эту задачу на уровне изобретений. Определение наиболее эффективных способов механической обработки заданных поверхностей детали машин. Ранее нами был рассмотрен поисковый алгоритм определения схем формообразования заданных поверхностей и ...
0 комментариев