Навигация
1500 х 3000мм.
Рихтовальные бабки (рис. б) используются для правки (рихтовки) закалённых деталей; изготавливают их из стали и закаливают.
Для правки применяют молотки с круглым гладким полированным бойком.
Для правки закалённых деталей (рихтовки) применяют молотки с радиусным бойком; корпус молотка выполняют из стали У10; масса молотка равна 400…500 г.
Молотки со вставными бойками из мягких металлов применяются при правке деталей с окончательно обработанной поверхностью.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
18.Правка металлаКривизну деталей проверяют на глаз или по зазору между плитой и деталью.
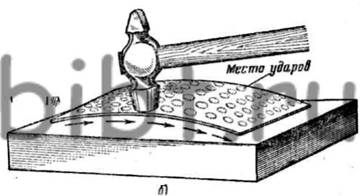
При правке важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне, правильной плите или надёжных подкладках, исключая возможность соскальзывания с них детали при ударе.
Правка полосового металла осуществляется в следующем порядке.
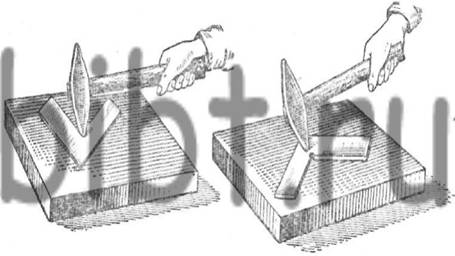
Полосу располагают на правильной плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят по выпуклым частям, регулируя их силу в зависимости от толщины полосы и величины кривизны; чем больше искривление и толще полоса, тем сильнее должны быть удары. Результат правки (прямолинейность заготовки) проверяют на глаз, а более точно – на разметочной плите по просвету или наложением линейки на полосу.
Правка прутка. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем пруток укладывают на плиту или наковальню так, чтобы изогнутая часть находилась выпуклостью вверх и наносят удары молотком.
Правка листового металла более сложна, чем предыдущие операции.
При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл. Правку начинают с ближайшего к выпучеине края, по которому наносят один ряд ударов молотком в пределах, указанных зачернёнными кружками. Затем наносят удары по второму краю.
После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к выпучине.
Тонкие листы правят лёгкими деревянными молотками – киянками, медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01…0,05мм.
В зависимости от характера рихтовки применяют молотки с закалённым бойком или специальные рихтовальные молотки с закруглённой стороной бойка.
Изделия толщиной не менее 5мм, если они закалены не насквозь, а только на глубину 1…2мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать, нанося удары по выпуклым местам. В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно – сначала по плоскости, а потом по ребру.
Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках. Прямолинейность проверяют на глаз или по просвету между прутком и плитой.
Правку валов (диаметром до 30мм) выполняют на ручных прессах с применением призмы.
Правку наклёпом производят после укладки изогнутого вала на ровную плиту выпуклостью вниз, нанося небольшим молотком частые и лёгкие удары по поверхности вала после возникновения на поверхности наклёпанного слоя просвет между валом и плитой исчезает – правку прекращают.
19. Оборудование для правкиВ основном на предприятиях применяют машинную правку на правильных вальцах, прессах и специальных приспособлениях.
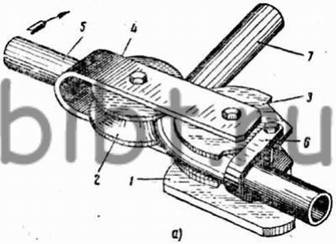
Гибочные вальцы бывают ручными и приводными. На ручных и приводных трёхвалковых гибочных вальцах правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины.
Листогибочная трёхвалковая машина имеет расположенные один над другим валки, которые регулируются в зависимости от толщины заготовки удаляясь друг от друга или сближаясь. Заготовку устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками до полного устранения выпучин и вмятин.
Правка валов и угловой стали на винтовых прессах применяется в тех случаях, когда правка молотком не обеспечивает должного результата.
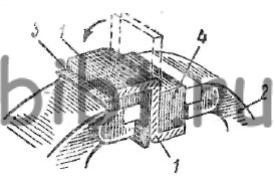
Некоторые особенности имеет правка угловой стали. Деформированный уголок устанавливают в призме на столе пресса, между полками уголка устанавливают закалённый стальной валик. При нажиме винтом пресса валик придаёт уголку соответствующую форму. Листы, полосы и ленты правят на листоправочных станках, горизонтальных правильно – растяжных машинах и пневматических молотах.
Сварные соединения имеющие коробления подвергаются холодной правке.
Вручную с помощью деревянных и стальных молотков на плитах, наковальнях и т. д. Холодную правку выполняют особенно осторожно.
Безопасность труда. При правке и рихтовке металлов необходимо выполнять следующие требования безопасности: работать только исправным инструментом (правильно насаженные молотки, отсутствие трещин на рукоятках и отколов на молотках); для предохранения рук от ударов и вибраций металла работать в рукавицах: заготовку на плите или наковальне удерживать прочно.
ГИБКА МЕТАЛЛА
Похожие работы
ривается проблема воспитания у детей самостоятельности в процессе профессионально-трудового обучения и определяются задачи исследования. Во второй главе анализируется состояние трудового обучения учащихся во вспомогательной школе на современном этапе с точки зрения воспитания у них умения выполнять самостоятельные задания; рассматривается и определяется уровень самостоятельности учеников ...

... распространение, чем технически чистых металлов. Изготовляя сплавы с различным содержанием элементов, можно придать им разнообразные свойства, которые требуются для той или иной детали. 2. Разновидности правки металлов В своей работе слесарь часто сталкивается с тем, что поступающие для обработки заготовки из полосового пруткового или листового металла бывают погнутые, кривые, покоробленные ...
... к рабочему месту учителя. Токарные и фрезерные станки устанавливаются у окон мастерской на расстоянии 40 - 50 см от стены. 9. Заточный станок устанавливается дальше от других станков. Глава II. Разработка и реализация проекта универсального верстака для слесарных работ 2.1 санитарные нормы и правила слесарных верстаков для работы школьников разного возраста Опасности в работе 1. ...
... , учитывающих возраст машин и зональные условия их эксплуатации, площади обслуживаемой территории [2]. В настоящем проекте программа ремонтной мастерской принимается в соответствии с планом Грачевской сельхозтехники. Производственная программа мастерской представлена в табл. 5. 5. Производственная программа мастерской по капитальному ремонту комбайнов СК-5 «Нива» на 2005 г. Вид продукции ...
0 комментариев