Навигация
Общие сведения. Напильники
116674
знака
7
таблиц
3
изображения
31. Общие сведения. Напильники.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т. п. Припуски на опиливании оставляются небольшими – от 0,5 до 0,25мм. Точность обработки опиливанием составляет 0,2…0,05мм (в отдельных случаях – до 0,001мм).
Напильники. Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготавливают из стали У10А, У13А, ШХ15, 13Х, после насекания подвергают термической обработке.
Напильники подразделяют по размеру насечки, её форме, по длине и форме бруска.
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала.
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов с незначительным сопротивленим резанию, а также неметаллических материалов. Одинарная насечка наносится под углом 25 градусов к оси напильника.
Напильники с двойной (перекрёстной) насечкой применяют для опиливания стали, чугуна и других твёрдых материалов с большим сопротивлением резанию.
Напильники с рашпильной (точечной) насечкой (рашпили) применяют для обработки очень мягких металлов и неметаллических материалов – кожи, резины и др.
Рашпильная (точечная) насечка получается вдавливанием металла специаль-
ными зубилами.
Напильники с дуговой насечкой применяют при обработке мягких металлов.
Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производитель-ность и повышенное качество обрабатываемых поверхностей.
32. Классификация напильников
По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначены для общеслесарных работ. По числу n насечек (зубьев), приходящихся на 10мм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5;
первый класс с насечкой № 0 и 1 (n = 4…12), называют драчёвыми;
второй класс с насечкой № 2 и 3 (n = 13…24) называют личными;
третий, четвёртый и пятый класс с насечкой № 4 и 5 (n =24…28), называют бархатными.
Напильники делятся следующие типы:
А – плоские, Б – плоские остроносые напильники применяются для опиливания наружних или внутренних плоских поверхностей;
В – квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий;
Г – трёхгранные напильники служат для опиливания острых углов, равных 60 градусов и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках;
Д – круглые напильники используются для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е – полукруглые напильники с сегментным сечением применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной);
Ж – ромбические напильники применяют для опиливания зубчатых колёс, дисков и звёздочек;
З – ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трёхгранных, квадратных и прямоугольных отверстиях.
Плоские, квадратные, трёхгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченными и нарезанными зубьями.
Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4 и 5 длиной соответственно 100…250мм и 100… 315мм.
Напильники специального назначения для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников.
Напильники для обработки бронзы, латуни и дюралюминия имеют двойную насечку – верхняя выполнена под углами 45, 30 и 50 градусов, а нижняя – соответственно под углами 60, 85 и 60 градусов. Маркируют напильники буквами ЦМ на хвостовике. А также бывают для обработки изделий из лёгких сплавов и неметаллических материалов, тарированные и алмазные напильники.
Надфили – это небольшие напильники, применяются для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Изготовляют надфили из стали У13 или У13А (допускается У12 или У12А). Длина надфилей установлена равной 80, 120 и 160мм.
В зависимости от количества насечек, приходящиеся на каждые 10мм длины, надфиля разделяются на пять типов - № 1, 2, 3, 4 и 5. Надфили имеют на руко- ятке наносимые номера насечки: № 1 – 20…40; № 2 – 28…56; № 3, 4 и 5 – 40…112 насечек на 10мм длины.
Алмазные надфили применяют для обработки твёрдосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твёрдосплавного инструмента. При обработке надфилями получают поверхности с шероховатостью Ra 0,32…0,16.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны. В зависимости от профиля рашпили бывают тупоносые и остроносые, а также круглые и полукруглые с насечкой № 1 и 2 длиной 250…350мм.
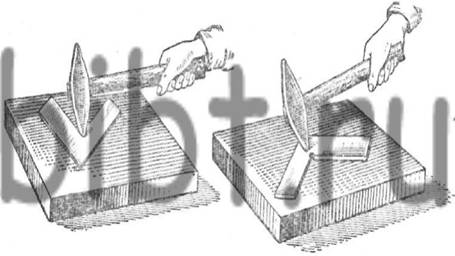
33.Виды опиливанияОпиливание наружных плоских поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом. При опиливании плоских поверхностей используют плоские напильники – драчёвый и личной. Опиливание ведут перекрёстными штрихами. Параллельность сторон проверяют штангенциркулем, а качество опиливания – поверочной линейкой в различных положениях (вдоль, поперёк, по диагонали).
Лекальные линейки служат для проверки прямолинейности опиленных поверхностей на просвет и на краску. При проверке прямолинейности на просвет лекальную линейку накладывают на контролируемую поверхность и по размеру световой щели устанавливают, в каких местах имеются неровности.
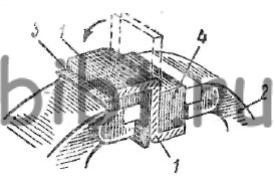
Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторыми трудностями.
Опиливание конца стержня на квадрат начинают с опиливания грани, размер проверяют штангенциркулем.
Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности:
при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щёткой; строго запрещается сбрасывать стружку обнажёнными руками, сдувать её или удалять сжатым воздухом;
при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснутыми, расколотыми рукоятками.
СВЕРЛЕНИЕ34.Общие сведения. Свёрла
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента – сверла. Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы, зенкирование и развёртыва-ния.
Сверление применяется:
для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.;
для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Сверление можно получить отверстие с точностью по 10-му, в отдельных случаях – по 11-му квалитету и шероховатостью поверхности Rz 320…80.
Свёрла бывают различных видов (рис. а-и) и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов.
Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18…30 градусов, для сверления лёгких и вязких металлов – 40…45 градусов, при обработки алюминия, дюралюминия и электрона – 45 градусов.
Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими. Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.
35.Заточка спиральных свёрл
Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающей жидкостью (см. ниже).
Просверливаемый Рекомендуемая охлаждающая
материал жидкость
Сталь Мыльная эмульсия или смесь минерального и
жирных масел
Чугун Мыльная эмульсия или обработка всухую
Медь Мыльная эмульсия или сурепное масло
Алюминий Мыльная эмульсия или обработка всухую
Дюралюминий Мыльная эмульсия, керосин с касторовым или
сурепным маслом
Силумин Мыльная эмульсия или смесь спирта со
скипидаром
Резина, эбонит, фибра Обработка всухую
Заточку выполняют в защитных очках (если на станке нет прозрачного экрана).
Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки.
Для улучшения условий работы свёрл применяют специальные виды заточки (табл. 1).
36.Особенности сверления
труднообрабатываемых сплавов и пластмасс
Сверление жаропрочных сталей осуществляется при обильном охлаждении 5%-ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия.
Сверление лёгких сплавов требует особого внимания. Свёрла для обработки магниевых сплавов имеют большие передние углы; малые углы при вершине (24…90 градусов); большие задние углы (15 градусов). Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65…70 градусов), угол наклона винтовых канавок (35…45 градусов), задний угол равен 8…10 градусов.
Сверление пластмасс можно производить любыми видами свёрл, однако нужно учитывать их механические свойства. При сверлении одних для охлаждения используют воздух, другие охлаждают 5%-ным раствором эмульсола в воде. Чтобы выходная сторона при сверлении не крошилась, под неё подкладывают жёсткую металлическую опору. Сверление пластмасс выполняется только остронаточенными резцами.
Безопасность труда. При работе на сверлильном станке необходимо соблюдать следующие требования безопасности:
правильно установить, надёжно закрепить заготовку на столе станка и не удерживать их руками в процессе обработки;
не оставлять ключа в сверлильном станке после смены режущего инструмента;
пуск станка производить только при твёрдой уверенности в безопасности работы;
не браться за вращающийся режущий инструмент и шпиндель;
не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями;
для удаления сверлильного патрона, сверла или переходной втулки из шпинделя пользоваться специальным ключом либо клином;
не передавать и не принимать каких-либо предметов через работающий станок;
не работать на станке в рукавицах;
не опираться на станок во время его работы.
ЗЕНКЕРОВАНИЕ, ЗЕНКОВАНИЕ И РАЗВЁРТЫВАНИЕ ОТВЕРСТИЙ
37.Зенкерование.
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
Зенкеры. По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и спиральных канавок. Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное - вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
При зенкеровании деталей из стали, меди, латуни, дюралюминия применяют охлаждение мыльной эмульсией
Для получения правильного и чистого отверстия припуски на диаметр под зенкерование должен составлять 0,05 диаметра (до 0,1мм).
38.Зенкование.
Зенкование – это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок.
Инструмент для зенкования. Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие.
Зенковки бывают; цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика; коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов; державка с зенковкой и вращающимся ограничителем позволяет зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками; ценковки в виде насадных головок, имеют торцевые зубья, используют их для обработки бобышенк под шайбы, упорные кольца и гайки. Крепление зенковок и ценковок не отличается от крепления свёрл.
39.Развёртывание отверстий.
Развёртывание – это процесс чистовой обработки отверстий, обеспечивающий точность по 7…9-му квалитетам и шероховатость поверхности Ra 1,25…0,63.
Развёртки – это инструмент для развёртывания отверстий ручным или машинным способом. Развёртки, применяемые для ручного развёртывания, называются ручными (рис. а, б), а для станочного развёртывания – машинными (рис. в).
По форме обрабатываемого отверстия развёртки подразделяют на цилиндрические и конические. Ручные и машинные развёртки состоят из трёх основных частей: рабочей, шейки и хвостовика. У ручных развёрток обратный конус составляет 0,05…0,1мм, а у машинных – 0,04…0,3мм.
Машинные развёртки изготовляют с равномерным распределением зубьев по окружности. Число зубьев развёрток чётное – 6, 8, 10 и т.д. Чем больше зубьев, чем выше качество обработки.
Ручные и машинные развёртки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками (зубьями).
Развёртки подразделяются на несколько видов:
ручные цилиндрические развёртки;
машинные развёртки с коническим и цилиндрическим хвостиком;
машинные насадные развёртки и со вставными ножами;
машинные развёртки с квадратной головкой;
машинные развёртки, оснащённые пластинками из твёрдого сплава;
раздвижные (регулируемые) машинные развёртки.
40.Приёмы развёртыванияРазвёртыванию всегда предшествует сверление и зенкерование отверстий. Глубина резания определяется толщиной срезаемого слоя, составляющей половину припуска на диаметр. При этом нужно иметь в виду, что для отверстий диаметром не более 25мм под чёрное развёртывание оставляют припуск 0,01…0,15мм, под чистовое – 0,05…0,02мм.
Ручное развёртывание. Приступая к развёртыванию, прежде всего следует:
выбрать соответствующую развёртку, затем убедиться, что на режущих кромках нет выкрошившихся зубьев или забоин;
осторожно установить в отверстие развёртку и проверить её положение по угольнику 90 градусов; убедившись в перпендикулярности оси, в отверстие вставляют конец развёртки так, чтобы её ось совпала с осью отверстия; вращение осуществляют только в одном направлении, так как при вращении в обратном направлении может искрошиться лезвие.
Для последовательности обработки отверстия диаметром 30мм в стальной детали по 6…7-му квалитету:
I – сверление отверстия диаметром 28мм;
II – зенкерование зенкером диаметром 29,6мм;
III – развёртывание черновой развёрткой диаметром 29,9мм;
IV – развёртывание чистовой развёрткой диаметром 30мм.
Обработка конических отверстий. -Вначале обрабатывают отверстие ступенчатым зенкером, затем применяют развёртку со стружколомающими канавками и далее – коническую развёртку с гладкими режущими лезвиями.
Дефекты. Основные дефекты при развёртывании, причины их возникновения и способы их устранения.
Безопасность труда. При развёртывании отверстий необходимо выполнять те же требования безопасности, что и при сверлении.
НАРЕЗАНИЕ РЕЗЬБЫ
41.Понятие о резьбе. Образование винтовой линии
Нарезанием резьбы называется её образование снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
Резьба бывает наружной и внутренней. Деталь (стержень) с наружной резьбой называется винтом, а с внутренней – гайкой. Эти резьбы изготавливаются на станках или вручную.
42.Основные элементы резьбы
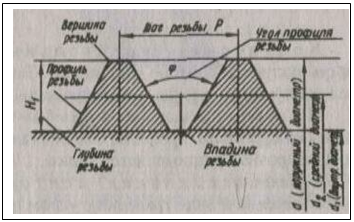 1 – профиль резьбы
1 – профиль резьбы
2 – вершина резьбы
3 – впадина резьбы
Н – высота резьбы
S – шаг резьбы
Y – угол резьбы
D1 - внутренний
D2 - наружный
D3 – вершина
43.Профиль резьбы
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
А) цилиндрическая треугольная резьба. Это крепёжная резьба, нарезается на шпильках – гайка, болтах.
Б) прямоугольная резьба имеет прямоугольный (квадратный) профиль. Трудна в изготовлении, непрочна и применяется редко.
В) трапецеидальная ленточная резьба имеет сечение в виде трапеции с углом профиля, равным 30 градусам. Применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты, домкраты, прессы и т.д.)
Г) упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30 градусам. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль.
Д) круглая резьба имеет профиль, образованный двумя дугами, сопряжён-ными с небольшими прямолинейными участками, и углом, равным 30 градусам. В машиностроении эта резьба применяется редко, её применяют в соединениях подвергающихся сильному износу (арматура пожарного трубо-провода, вагонные стяжки, крюки грузоподъёмных машин и т.д.).
Резьба может быть левая и правая, по числу ниток резьбы разделяют на одноходовые и многоходовые.
Основные типы резьб и их обозначение. В машиностроении, как правило, применяют три системы резьб – метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами, и шаг выражен в миллиметрах, они делятся на резьбы с нормальным шагом М20 (число – наружный диаметр резьбы), с мелким шагом М20х1,5 (число – наружный шаг резьбы). Их применяют как крепёжные: с нормальным шагом – при значительных нагрузках и для крепёжных деталей (гаек, болтов, винтов), с мелким шагом – при малых нагрузках тонких регулировках.
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55 градусов (резьба Витворта) или 60 градусов (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах (1”=25,4мм). Шаг выражается числом ниток (витков) на длине одного дюйма с диаметрами от 3/16 до 4” и числом ниток на 1”, равным 24…3.
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров и имеет закруглённые вершины.
Стандартизованы трубные резьбы диаметрами от 1/8 до 6” с числом ниток на одном дюйме от 28 до 11.
44.Инструмент для нарезания резьб.
Общие свединия. Резьбы на деталях получают на сверлильных, резьбонарезных и токарных станках, а также накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
Внутреннюю резьбу нарезают метчиками, наружную – плашками, прогонками и другими инструментами.
Инструмент для нарезания внутренней резьбы. Метчики. Метчики делят: по назначению – на ручные, машинно-ручные и машинные; в зависимости от профиля нарезаемой резьбы – для метрической, дюймовой и трубной резьб; по конструкции – на цельные, сборные (регулируемые и самовыключающиеся) и специальные.
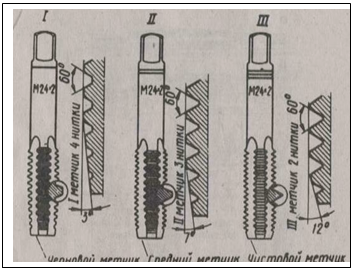
В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики (рис. I, II, III).
Метчик состоит из следующих частей: рабочая часть - винт с продольными канавками служит для нарезания резьб. Рабочая часть состоит из заборной (или режущей) части – она производит основную работу при нарезании и калибрующей (направляющей) части – резьбовая часть метчика, смежная с заборной частью - она направляет метчик в отверстие и калибрует нарезаемое отверстие; хвостовик-стержень служит для закрепления метчика в патроне или воротке.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями имеющие форму клина.
Режущими кромками называются кромки на режущих перьях метчика, образованные пересечением передних поверхностей канавки стыкованными поверхности рабочей части.
Сердцевина – это внутренняя часть тела метчика. Метчики для нарезания резьб в нержавеющих сталях имеют более массивную (толстую) сердцевину.
Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путём удаления части металла. Эти канавки служат для образования режущих кромок и размещения стружки при нарезании резьбы.
Метчики имеют разную конструкцию в зависимости от которой бывают цилиндрической конструкции и конической. В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики, которые имеют разные диаметры и снимают разное количество металла (стружки). Черновой – до 60% металла; средний метчик до 30% металла; чистовой метчик ещё до 10%, после него резьба имеет полный профиль.
По точности нарезаемой резьбы метчики делятся на четыре группы – С, D, Е и Н. Метчики группы С – самые точные, группы Е и Н – менее точные с не шлифованным профилем зубьев. Группа С и D – со шлифованным профилем зубьев; ими нарезают высококлассные резьбы.
Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях всех размеров.
Машинные метчики применяют для нарезания на станках резьб в сквозных и глухих отверстиях. Они бывают цилиндрическими и коническими.
Гаечные метчики служат для нарезания метрической резьбы в гайках за один рабочий ход вручную или станке. Они выполняются однокомплектными, имеют длинные режущую часть и хвостовик.
Также бывают метчики плашечные, маточные, специальные, бесканавочные, комбинированные, метчики с винтовыми канавками все они отличаются друг от друга формой и местом применения.
Воротки. При нарезании резьб вручную, режущий инструмент вращают с помощью воротков, устанавливаемых на квадраты хвостовиков.
Нерегулируемые воротки имеют одно или три отверстия; в регулируемых воротках есть регулируемое отверстие для вращения метчика при нарезании резьб в труднодоступных местах.
Тарированный вороток состоит из корпуса, пружины и втулки и применяется для нарезания резьб в глубоких и глухих местах.
Универсальный вороток предназначен для закрепления плашек с наружним диаметром 20мм, всех видов метчиков и развёрток, имеющих хвостовики квадратного сечения со сторонами до 8мм. Для закрепления плашек в корпусе универсального воротка имеется гнездо. Плашка закрепляется винтами.
45.Нарезание внутренней и наружной резьб.
Для нарезания внутренней резьбы, применяют различного вида метчики, а для наружной резьбы применяют плашки различных видов.
Подбор свёрл для сверления отверстий под резьбу. При нарезании резьбы материал частично “выдавливается”, поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы.
Диаметр сверла для сверления отверстий под метрическую и трубную резьбу определяют по справочным таблицам и вычисляют по формуле
dc=d-KcP, где dc – диаметр сверла, мм; Kc – коэффициент, зависящий от разбивки отверстия, берётся по таблицам; d – номинальный диаметр резьбы, мм; обычно Kc=1…1.08; P – шаг резьбы, мм.
Размеры воротка для внутренней резьбы. Общую длину и диаметр рукоятки воротка определяют по установленным практикой формулам: L=20D+100; d=0.5D+5, L – длина воротка, мм; D – диаметр метчика, мм; d – диаметр рукоятки воротка, мм.
Смазывание резьбонарезного инструмента. Смазка, предложенная Г.Д. Петровым, даёт возможность получения высококачественной резьбы с наименьшими затратами труда. Она имеет следующий состав (%): олеиновая кислота – 78, стеариновая кислота – 17, сера тонкого полома – 5. Инструментом, смазанным этой пастой, легко нарезается резьба в отверстиях деталей, подвергнутых закалке до HRCЭ 38…42.
Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (при-зматические).
Дефекты. Наиболее часто встречаются при резьбонарезании дефекты, различных видов (рваная, тугая, ослабленная, тупая, срыв резьбы и т.д.).
46.Способ удаления сломанных метчиков
При поломке метчик удаляют из отверстия несколькими способами.
Если из отверстия торчит обломок метчика, то выступающую часть захватывают плоскогубцами или ручными тисочками и вывёртывают обломок из отверстия.
Когда сломан метчик из быстрорежущей стали, деталь с обломком метчика нагревают в муфельной или нефтяной печи и дают остыть вместе с печью.
Если деталь очень большая и её нагрев связан со значительными трудностями, применяют следующие способы:
1) с помощью специальной оправки, имеющей на торце три выступа (рожки);
2) с помощью специального зенкера;
3) путём приварки электродом планки на обломок метчика, сломанного в детали из силумина;
4) с помощью ключа, надеваемого на квадратный конец специальной оправки, приваренной к поломанному метчику;
5) путём травления метчика, сломанного в детали из алюминиевого сплава.
Безопасность труда. При нарезании резьбы метчиком на станке следует руководствоваться требованиям безопасности, на сверлильных станках. При нарезании резьбы метчиками и плашками вручную в деталях с сильно выступающими острыми частями следят за тем, чтобы при повороте воронка не поранить руки.
КЛЁПКА
47.Общие сведения
Клёпкой называется процесс соединения двух или нескольких деталей с помощью заклёпок. Этот вид соединения относится к группе не разъёмных, так как разъединение склёпанных деталей возможно только путём разрушения заклёпки.
Заклёпочные соединения применяются при изготовлении металлических конструкций мостов, ферм, рам, балок, а также в самолётостроении, котлостроении, судостроении и т. д.
Процесс клёпки состоит из основных операций:
образование отверстия под заклёпку в соединяемых деталях сверлением или пробивкой;
зенкование гнезда под закладную головку заклёпки (при клёпке заклёпками с потайной головкой);
вставка заклёпки в отверстие;
образование замыкающей головки заклёпки, т. е. собственно клёпка.
Клёпка делится на холодную, выполняемую без нагрева заклёпок, и горячую,
при которой стержень заклёпки перед постановкой нагревают до 1000…1100 градусов.
Холодная или горячая клёпка производится в зависимости от диаметра заклёпок:
до d = 8мм – только холодная;
при d = 8…12мм – как горячая так и холодная;
при d > 12мм – только горячая.
В зависимости от инструмента и оборудования, а также нанесения ударов или давления на заклёпку различают три вида клёпки – ударную ручными инструментами; ударную с помощью клепальных пневмолотков; прессовую с помощью клепальных прессов или скоб.
Заклёпочные соединения имеют ряд недостатков: увеличение массы клёпанных конструкций; ослабление склёпываемого материала в местах образования отверстий под заклёпки; увеличение технологических операций.
Различают клёпку на ручную, механизированную и машинную.
48.Типы заклёпок
Заклёпка – это цилиндрический металлический стержень с головкой определённой формы. Головка заклёпки, высаженная заранее, т. е. изготовленная вместе со стержнем, называется закладной, а образующаяся во время клёпки из части стержня, выступающего над поверхностью склёпываемых деталей, - замыкающей.
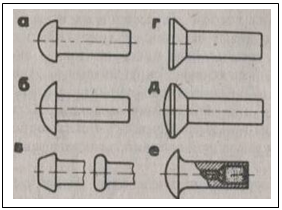 По форме головок различают заклёпки: (а)- с полукруглой высокой головкой
По форме головок различают заклёпки: (а)- с полукруглой высокой головкой
со стержнем диаметром 1…36мм и длиной 2…180мм; (б)- с полукруглой низкой головкой со стержнем диаметром 1…10мм и длиной 4…80мм; (в)- плоской головкой со стержнем диаметром 2…36мм и длиной 4…180мм; (г)- с потайной головкой со стержнем диаметром 1…36мм и длиной 2…180мм; (д)- с полупотайной головкой со стержнем диаметром 2…36мм и длиной 3…210мм.
Заклепки изготовляют из материалов с хорошей пластичностью, - сталей (Ст2, Ст3, стали 10 и 15), меди (МЗ, МТ), латуни (Л63), алюминиевых сплавов (АМr5П, Д18, АД1), нержавеющей стали (Х18Н9Т), легированной стали(09Г2).
Заклёпки выполняются из того же материала, что и соединяемые детали.
Взрывные заклёпки имеют в свободном конце стержня углубление (камеру), заполняемую взрывчатым веществом, защищённое от влаги слоем лака.
Клёпку взрывными заклёпками осуществляют в тех случаях, когда невозможно сделать замыкающую головку.
Клёпка трубчатыми заклёпками заключается в установке заклёпки с полым стержнем в отверстие, затем заклёпку осаживают пистонницей, тем самым подтягивая детали друг к другу и расклёпывают.
Заклёпки с сердечниками имеют полый стержень (пистон), в который помещён сердечник с утолщённой частью на конце. Процесс клёпки выполняется с помощью клещей или ручного пресса путём протягивания сердечника сквозь пистон и впрессовывания его в стенки отверстия, а при дальнейшем протягивании замыкающая головка входит в пистон и развальцовывает его.
Заклёпки ЦАГИ состоят из двух частей – пистона и сердечника (из стали 30ХМА), который закаливается.
49.Виды заклёпочных швов.
Место соединения деталей заклёпками называется заклёпочным швом, которые делятся на три вида.
Прочный шов имеет несколько рядов заклёпок и применяется при клёпке балок, колонн, мостов и т. д.
Плотный шов применяют для герметических конструкций (резервуаров не подвергающихся высоким давлениям) при небольших нагрузках. Для герметичности шва используют прокладки из пропитанной олифой бумаги или ткани. Выполняют клёпку холодным способом.
Прочноплотный шов выполняют горячей клёпкой с помощью клепальных машин с последующей подчеканкой головок заклёпок и кромкой листов. Заклёпочные швы делятся на однорядные, двухрядные и многорядные, а в зависимости от расположения заклёпок – на параллельные и шахматные.
При ручной клёпке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.
Выбор заклёпок. Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l(мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, где S – толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом.
Расстояние от центра до края склёпываемых листов должно составлять 1,5d.
Диаметр отверстия должен быть больше диаметра заклёпки.
Диаметр заклёпки, мм…. 2 2,3 2,6 3 3,5 4 5 6 7 8
Диаметр отверстия, мм…2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
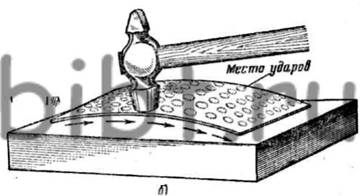
Виды и методы клёпки. Различают два вида клёпки – с двусторонним подходом, когда имеется свободный доступ к замыкающей, так и закладной головке, и с односторонним подходом, когда доступ к замыкающей головке невозможен.
Различают два метода клёпки: прямой, когда удары молотком наносятся по стержню со стороны вновь образуемой замыкающей головки; обратный, когда удары молотком наносят по закладной головке. Этот метод применяется при затруднённом доступе к замыкающей головке.
Способ клёпки Таумель. Головка Таумель, в которой помещается обжимка, вращается вокруг оси заклёпочного стержня, образуя замыкающую головку постепенной деформацией материала.
Клёпку крупногабаритных деталей производят механизированным способом или машинным, применяя пневматические молотки или клепальные машины, пресса, как ручные, так и стационарные.
Способ обработки металла давлением, при котором на заготовку наносят неглубокий рельеф сильным нажатием инструмента (чекана), называется чеканкой. Чеканка применяется для уплотнения швов при клёпке с использованием прокладок из парусины, пропитанной жидким суриком или тонкую стальную сетку, обмазанную специальной замазкой (шеллак и белила на древесном спирте).
Чеканы имеют разнообразную форму бойка, плоскую, закруглённую, острокромочную и тупокромочную.
Ш А Б Р Е Н И Е50.Общие сведения. Шабрение.
Шабрением называется операция по снятию (соскабливанию) с поверхностей деталей очень тонких частиц металла специальным режущим инструментом – шабером. Цель шабрения – обеспечение плотного прилегания сопрягаемых поверхностей и герметичность соединения. Шабрением обрабатывают прямолинейные и криволинейные поверхности вручную и на станках.
За один рабочий ход шабером снимается слой металла толщиной 0,005…0,007мм. Шабрением достигается высокая точность (до 30 несущих пятен в квадрате 25х25мм) и шероховатость поверхности не более Ra 0,32.
Его широко применяют в инструментальном производстве как окончательный процесс обработки незакалённых поверхностей.
Шаберы – металлические стержни различной формы с режущими кромками. Изготовляют их из инструментальных углеродистых сталей У10 и У12А. Режущий конец шабера закаливают без отпуска до твёрдости HRCэ 64…66.
По форме режущей части шаберы делятся на плоские, трёхгранные, фасонные; по числу режущих концов (граней) – на односторонние и двусторонние; по конструкции – на цельные и со вставными пластинками.
Плоские шаберы применяют для шабрения плоских поверхностей – открытых пазов, канавок и т. д. Длина плоских двухсторонних шаберов составляет 350…400мм. Ширина шабера для грубого шабрения принимается равной 20…25мм, для точной – 5…10мм. Толщина конча режущей части колеблется от 2 до 4мм. Угол заострения у шаберов для чернового шабрения принимают равным 70…75 градусов, для – чистового 90 градусов.
Двухсторонний плоский шабер благодаря наличию двух режущих концов имеет большой срок службы.Трёх- и четырёхгранные шаберы принимают для шабрения вогнутых и цилиндрических поверхностей. Трёхгранные шаберы имеют длину 190, 280, 380 и 510мм.
Универсальный шабер со сменными режущими пластинками состоит из корпуса, держателя, рукоятки, зажимного винта, сменной режущей пластинки из быстрорежущей стали или твёрдого сплава.
Дисковый шабер используют для шабрения широких плоскостей. Диск диаметром 50…60мм и толщиной 3…4мм затачивают на круглошлифовальном станке. Таким образом используется весь диск шабера, что повышает произво-дительность труда.
Заточка. Часто угол заострения режущей части шабера для стали принимают равным 75…90 градусов. Углы заточки шабера для обработки чугуна и бронзы 75…100 градусов, для чернового шабрения мягких металлов 35…40 градусов.
После заточки на лезвии шабера образуются заусеницы и неровности, поэтому лезвие доводят, осуществляя на абразивных брусках зернистостью 90 и ниже. Для точного шабрения и окончательной доводки режущей части шабера принимают пасты ГОИ. В среднем за 7 ч работы шабер доводят 4…6 раз в зависимости от характера шабрения и обрабатываемого материала.
Перед шабрением выявляют неровности поверхностей путём их окраши-вания смесью машинного масла с лазурью. Лазурь можно заменить сажей, замешанной на смеси автола с керосином.
Краску наносят на поверхность плиты тампоном из чистых льняных тряпок, сложенных в несколько слоёв. Удобно проводить окрашивания изготовленным из чистого полотна (холста) мешочком, в который накладывают краску.
В небольших углублениях краска будет скапливаться, а в местах более углублённых её не будет. Так возникают белые пятна – наиболее углублённые места, не покрытые краской; тёмные пятна – менее углублённые места, в которых скопилась краска; серые пятна – это наиболее выступающие места, на которые краска ложится тонким слоем.
Безопасность труда. При шабрении необходимо выполнять следующие требования безопасности:
обрабатываемая деталь должна быть надёжно установлена и прочно закреплена;
не допускается работа неисправными шаберами (без рукояток или с треснувшими рукоятками);
при выполнении работ шлифовальными головками соблюдать правила электробезопасности.
РАСПИЛИВАНИЕ И ПРИПАСОВКА 51.Распиливание
Распиливанием называется обработка отверстий с целью придания им нужной формы. Обработка круглых отверстий производится круглыми и полукруглыми напильниками, трёхгранных – трёхгранными, ножовочными и ромбическими напильниками, квадратных – квадратными напильниками.
Распиливание в заготовке воротка квадратного отверстия. Вначале размечают квадрат, а в нём – отверстие, затем просверливают отверстие сверлом, диаметр которого на 0,5мм меньше стороны квадрата.
Дальнейшую обработку сторон производят до тех пор, пока квадратная головка легко, но плотно не войдёт в отверстие.
Распиливание в заготовке трёхгранного отверстия. Размечают контур треугольника, а в нём – отверстие и сверлят его сверлом, не касаясь разметочных рисок треугольника. Зазор между сторонами треугольника и вкладышей при проверке щупом должен быть не более 0,05мм.
52.Пригонка и припасовка
Пригонкой называется обработка одной детали по другой с целью выполнения соединения. Это операция широко применяется при ремонтных работах, а также при сборке единичных изделий.
При любых пригоночных работах нельзя оставлять острых рёбер и заусенцев на деталях, их нужно сглаживать личным напильником. Насколько хорошо сглажено ребро, можно определить, проведя по нему пальцем.
Припасовкой называется точная взаимная пригонка деталей, соединяющихся без зазоров при любых перекантовках. Выполняется припасовка напильниками с мелкой и очень мелкой насечкой - № 2, 3, 4 и 5, а также абразивными порошками и пастами.
При изготовлении и припасовке шаблонов с полукруглым наружным и внутренним контурами вначале изготовляют деталь с внутренним контуром – пройму. К обработанной пройме подгоняют (припасовывают) вкладыш.
Ручное распиливание, пригонка и припасовка – очень трудоёмкие операции. Однако при выполнении слесарно-сборочных, ремонтных работ, а также при окончательной обработке деталей, полученных штамповкой, выполнять эти работы приходится вручную. Применением специальных инструментов и приспособлений (ручные напильники со сменными пластинками, напильники из проволоки, покрытые алмазной крошкой, опиловочные призмы и т. д.) повышает производительность труда при распиливании и припасовке.
ПРИТИРКА И ДОВОДКА
53.Общие сведения. Притирочные материалы.
Общие сведения. Притиркой называется обработка деталей, работающих в паре, для обеспечения наилучшего контакта их рабочих поверхностей.
Доводка – это чистовая обработка деталей с целью получения точных размеров и малой шероховатости поверхностей.
Притирка и доводка осуществляются абразивными порошками или пастами, наносимыми на обрабатываемые поверхности, или специальный инструмент - притир.
Припуск на притирку составляет 0,01…0,02мм, на доводку – 0,001…0,0025мм.
Точность притирки – 0,001…0,002мм. Доводка обеспечивает точность по 5…
…6 квалитетам и шероховатость до Rz 0,05.
Притирке подвергают гидравлические пары, клапаны и сёдла в двигателях внутреннего сгорания, рабочие поверхности измерительных инструментов.
Притирочные материалы. Абразивные материалы (абразивы) – это мелкозернистые кристаллические порошкообразные или массивные твёрдые тела, применяемые для механической обработки материалов.
Абразивы делятся, на природные и искусственные, и различаемые по твёрдости.
Твёрдые естественные абразивные материалы – это минералы, содержащие оксид алюминия (наждак) и оксид кремния (кварц, кремень, алмаз).
Твёрдые искусственные абразивы – получают в электропечах, имеют высокую твёрдость и однородность состава. К ним относятся: электрокорунды - нормальный (1А); белый (2А); хромистый (3А); монокорунд (4А); карбиды кремния (карбокорунд) зелёный (6С); чёрный (5С); карбид бора (КБ); кубический нитрид бора (КБН); эльбор (Л); алмаз синтетический (АС). Применяют при обработке чугуна, хрупких и труднообрабатываемых материалов.
Мягкие абразивные материалы – микро порошки М28, М20, М14, М10, М7, М5 и пасты ГОИ. Применяются для окончательных доводочных работ.
Алмазные пасты - природные и синтетические имеют двенадцать зернистостей делящихся на четыре группы имеющих каждая свой цвет:
крупной зернистости (АП100, АП80, АП60) красного цвета;
средней зернистости (АП40, АП28, АП20) зелёного цвета;
мелкой зернистости (АП14, АП10, АП7) голубого цвета;
тонкой зернистости (АП5, АП3 и АП1) жёлтого цвета.
Алмазные пасты применяют доля притирки и доводки изделий из твёрдых сплавов, сталей, стекла, рубина, керамики.
По консистенции алмазные пасты делятся на твёрдые, мазеобразные и жидкие.
Смазывающие материалы для притирки и доводки способствуют ускорению этих процессов, уменьшают шероховатость, а также охлаждают поверхность детали. Для притирки (доводки) стали и чугуна чаще применяют керосин с добавкой 2,5% олеиновой кислоты и 7% канифоли, что значительно повышает производительность процесса.
54.Притиры| плоский |
| Виды
| цилиндрический | ||
| шаржированный | |||||
Доводку выполняют специальным инструментом – притиром, форма которого должна соответствовать форме обрабатываемой поверхности.
Плоские притиры представляют собой чугунные плиты, на которых доводят плоскости. Плоский притир для предварительной обработки имеет канавки глубиной и шириной 1…2мм, расположенные на расстоянии 10…15мм, в которых собираются остатки абразивного материала. Притиры для окончательной доводки делают гладкими.
Цилиндрические притиры применяют для доводки цилиндрических отверстий. Такие притиры бывают (а)-нерегулируемыми и (б)-регулируемыми. Регулирование диаметра притира осуществляют гайками.
Шаржирование притиров твёрдым абразивным материалом. Существует два способа – прямой и косвенный.
При прямом способе абразивный порошок вдавливают в притир до работы. Круглый притир диаметром более 10мм шаржируют на твёрдой стальной плите, на которую насыпан тонким, ровным слоем абразивный порошок.
После шаржирования с притира удаляют остаток абразивного порошка волосяной щёткой, притир слегка смазывают и применяют для работы.
Косвенный способ заключается в покрытии притира слоем смазки, на которую затем посыпают абразивным порошком.
Прибавлять новый абразивный порошок во время работы не следует, так как это ведёт к снижению точности обработки.
Материалы притиров. Притиры изготовляют из чугуна, бронзы, меди, свинца, стекла, фибры и твёрдой древесины, дуб, клён и т.п. Для доводки стальных деталей рекомендуется изготовлять притиры из чугуна средней твёрдости (НВ 100…200), для тонких и длинных притиров используют стали Ст2 и Ст3 (НВ 150…200). Стальные притиры изнашиваются быстрее, чем чугунные, поэтому смазываются пастами ГОИ с целью получения зеркальной поверхности.Приёмы притирки и доводки. Для производительной и точной притирки необходимо правильно выбирать и строго дозировать количество абразивных материалов, а также смазки. При притирке необходимо учитывать давление на притираемые детали. Обычно давление при притирке составляет 150…400кПа (1,5…4кгс/см ). При окончательной притирке давление надо уменьшать.
Доводка плоских поверхностей обычно производится на неподвижных чугунных доводочных плит. Доводка на плитах даёт очень хорошие результаты, поэтому на них обрабатывают детали, требующие высокую точность обработки (шаблоны, калибры, плитки и т.п.).
Предварительную доводку ведут на плите с канавками, а окончательную – на гладкой плите на одном месте, используя лишь остатки порошка, сохранивше-гося на детали от предыдущей операции.
Контроль качества доводки. После доводки поверхности проверяют на краску (на хорошо доведённой поверхности). Плоскость при доводке контролируют лекальной линейкой с точностью 0,001мм. Следует иметь в виду, что во избежание ошибок при контроле все измерения надо проводить при 20 С.
Безопасность труда. При выполнении притирочных и доводочных работ необходимо: обрабатываемую поверхность очищать не рукой, а ветошью; осторожно обращаться с пастами, так как они содержат кислоты; выполнять требования безопасности при работе механизированным инструментом, а также на станках.
ПАЙКА, ЛУЖЕНИЕ, СКЛЕИВАНИЕ
55.Общие сведения о пайке. Припои и флюсы
Общие сведения. Пайка – это процесс получения неразъёмного соединения материалов с нагревом ниже температуры их автономного расплавления путём смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва. Пайку широко применяют в различных отраслях промышленности.
К преимуществам пайки относятся: незначительный нагрев соединяющихся частей, что сохраняет структуру и механические свойства металла; сохранения размеров и форм детали; прочность соединения.
Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы.
Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения. Припои должны обладать следующими свойствами:
иметь температуру плавления ниже температуры плавления спаиваемых материалов;
обеспечивать достаточно высокую сцепляемость, прочность, пластичность и герметичность паяного соединения;
иметь коэффициент термического расширения, близкий к соответст-вующему коэффициенту паяемого материала.
Легкоплавкие припои широко применяют в различных отраслях промышленности и быта; они представляют собой сплав олова со свинцом.
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов серого чугуна, алюминия, керамики, стекла и др. Для получения специальных свойств к оловянно-свинцовым припоям добавляют сурьму, висмут, кадмий, индий, ртуть и другие металлы. При слесарных работах чаще применяют припой ПОС 40.
Тугоплавкие припои представляют собой тугоплавкие металлы и сплавы, из них широко применяют медно-цинковые и серебряные.
Добавка в небольших количествах бора повышает твёрдость и прочность припоя, но повышает хрупкость паяных швов.
Согласно ГОСТу медно-цинковые припои выпускают трёх марок: ПМЦ-38 для паяния латуни с 60…68% меди; ПМЦ-48 – для паяния медных сплавов, меди свыше 68%; ПМЦ-54 – для паяния бронзы, меди, томпака и стали. Медно- цинковые припои плавят при 700…950 градусах.
Флюсы применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности, растворяя имеющиеся на поверхности паяемого металла и припоя оксидные плёнки.
Различают флюсы для мягких и твёрдых припоев, а также для пайки алюминиевых сплавов, нержавеющих сталей и чугуна.
56.Инструменты для пайки. Виды паяных швовПаяльники. Особую группу составляют паяльники специального назначения: ультразвуковые с генератором ультразвуковой частоты (УП-21); с дуговым обогревом; с вибрирующими устройствами и др.
Паяльники периодического подогрева подразделяются на угловые, или молотковые, и прямые, или торцовые. Первые применяют наиболее широко. Паяльник представляет собой определённой формы кусок меди, закреплённый на железном стержне с деревянной рукояткой на конце.
К паяльникам непрерывного подогрева относят газовые и бензиновые.
Электрические паяльники применяют широко, так как они просты по устройству и удобны в обращении. При их работе не образуются вредные газы, и нагреваются быстро – в течение 2…8 мин., что повышает качество пайки. Электрические паяльники бывают (а)- прямыми и (б)- угловыми.
Виды паяных швов. В зависимости от предъявляемых к спаиваемым изделиям требований паяные швы разделяют на три группы:
прочные, обладающие определённой механической прочностью, но не обязательно герметичностью;
плотные – сплошные герметичные швы, не допускающие проникновения какого-либо вещества;
плотнопрочные, обладающие и прочностью, и герметичностю.
Соединяемые детали должны хорошо подгоняться одна к другой.
57.Пайка мягкими и твёрдыми припоямиПайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качестве флюса употребляют хлористый цинк или техническую соляную кислоту при бескислотной – флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии.
Пайку твёрдыми припоями применяют для получения прочных и тер-мостойких швов и осуществляют следующим образом:
поверхности подгоняют друг к другу припиливанием и тщательно очищают от грязи, оксидных плёнок и жиров механическим или химическим способом;
подогнанные поверхности в месте спая покрывают флюсом; на место спая накладывают кусочки припоя – медные пластинки и закрепляют их мягкой вязальной проволокой; подготовленные детали нагревают паяльной лампой;
когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва;
затем деталь медленно охлаждают (охлаждать в воде деталь с напаянной пластинкой нельзя, так как это ослабит прочность соединения).
Безопасность труда. При пайке и лужении необходимо соблюдать следующие правили безопасности:
рабочее место паяльщика должно быть оборудовано местной вентиляцией (скорость движения воздуха не менее 0,6м/с);
не допускается работа в загазованных помещениях;
по окончанию работы и принятием пищи следует тщательно мыть руки с мылом;
серную кислоту следует хранить в стеклянных бутылках с притёртыми пробками; пользоваться нужно только разведённой кислотой;
при нагреве паяльника следует соблюдать общие правила безопасного обращения с источником нагрева;
у электрического паяльника рукоятка должна быть сухой и не проводящей тока.
58.ЛужениеПокрытие поверхности металлических изделий тонким слоем соответствую-щего назначению изделий сплава (олова, сплава олова со свинцом и др.) называется лужением.
Лужение, как правило, применяют при подготовке деталей к пайке, а также для предохранения изделий от коррозии, окисления.
Процесс лужения состоит из подготовки поверхности, приготовления полуды и её нанесения на поверхность.
Подготовка поверхности к лужению зависит от требований, предъявля-емых к изделиям, и способа нанесения полуды. Перед покрытием оловом поверхность обрабатывают щётками, шлифуют, обезжиривают и травят.
Неровности на изделиях удаляют шлифованием абразивными кругами и шкурками.
Жировые вещества удаляют венской известью, минеральные масла – бензином, керосином и другими растворителями.
Способы лужения. Лужение осуществляют двумя способами – погружением в полуду (небольшие изделия) и растиранием (большие изделия).
Лужение погружением выполняют в чистой металлической посуде, в которую закладывают, а затем расплавляют полуду, насыпая на поверхность маленькие кусочки древесного угля для предохранения от окисления. Затем изделие промывают в воде и сушат в древесных опилках.
Лужение растиранием выполняют, предварительно нанеся на очищенное место волосяной щёткой или паклей хлористый цинк. Затем равномерно нагревают поверхность изделия до температуры плавления полуды, которая наносится от прутка. После этого нагревают и в таком же порядке облуживают другие места. По окончанию лужения охладившееся изделие, промывают водой и сушат.
59.СклеиваниеОбщие сведения. Склеивание – это процесс соединения деталей машин, строительных конструкций и других изделий с помощью клеев.
Клеевые соединения обладают достаточной герметичностью, водо- и маслостойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клёпку, сварку, посадку с натягом.
Надёжное соединение деталей малой толщины возможно, как правило, только склеиванием.
Клеящие вещества. Существует несколько видов клея БФ, выпускаемый под марками БФ-2, БФ-4, БФ-6 и др.
Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов.
Клей БФ-4 и БФ-6 применяют для получения эластичного шва при соедине-нии тканей, резины, ферта. По сравнению с другими клеями они имеют небольшую прочность.
Карбинольный клей может быть жидким или пастообразным (с наполни-телем). Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс и обеспечивает прочность склеивания в течении 3..5ч после приготовления.
Бакелитовый лак – раствор смол в этиловом спирте. Применяют для наклейки накладок на диски муфт сцепления.
Технологический процесс склеивания независимо от склеиваемых матери-алов и марок клеев состоит из следующих этапов: подготовка поверхностей к склеиванию – взаимная подготовка, очистка от пыли и жира и придание необходимой шероховатости; нанесения клея кистью, шпателем, пульвери-затором; затвердевание клея и контроль качества клеевых соединений.
Дефекты. Причины непрочности клеевых соединений:
плохая очистка склеиваемых поверхностей;
неравномерное нанесения слоя на склеиваемые поверхности;
затвердевание нанесённого на поверхности клея до их соединения;
недостаточное давление на соединяемые части склеиваемых деталей;
неправильный температурный режим и недостаточное время сушки клеевого соединения.
Похожие работы
ривается проблема воспитания у детей самостоятельности в процессе профессионально-трудового обучения и определяются задачи исследования. Во второй главе анализируется состояние трудового обучения учащихся во вспомогательной школе на современном этапе с точки зрения воспитания у них умения выполнять самостоятельные задания; рассматривается и определяется уровень самостоятельности учеников ...

... распространение, чем технически чистых металлов. Изготовляя сплавы с различным содержанием элементов, можно придать им разнообразные свойства, которые требуются для той или иной детали. 2. Разновидности правки металлов В своей работе слесарь часто сталкивается с тем, что поступающие для обработки заготовки из полосового пруткового или листового металла бывают погнутые, кривые, покоробленные ...
... к рабочему месту учителя. Токарные и фрезерные станки устанавливаются у окон мастерской на расстоянии 40 - 50 см от стены. 9. Заточный станок устанавливается дальше от других станков. Глава II. Разработка и реализация проекта универсального верстака для слесарных работ 2.1 санитарные нормы и правила слесарных верстаков для работы школьников разного возраста Опасности в работе 1. ...
... , учитывающих возраст машин и зональные условия их эксплуатации, площади обслуживаемой территории [2]. В настоящем проекте программа ремонтной мастерской принимается в соответствии с планом Грачевской сельхозтехники. Производственная программа мастерской представлена в табл. 5. 5. Производственная программа мастерской по капитальному ремонту комбайнов СК-5 «Нива» на 2005 г. Вид продукции ...
0 комментариев