Навигация
20. Общие сведения
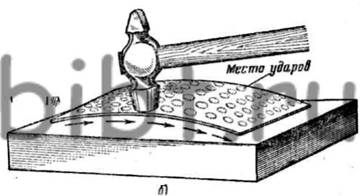
Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм – плоскогубцами или круглогубцами. Гибки подвергают только пластичный материал.
При гибки деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берётся от 0,5 до 0,8 толщены материала.
Пример 1. Подсчитать длину развёртки заготовки угольника и скобы с прямыми внутренними углами (рис. а, б). Размеры угольника: а=30мм; b=70мм; t=6мм. Длина развёртки заготовки L=a+b+0,5t=30+70+3=103мм.
Размеры скобы: a=70мм; b=80мм; c=60мм; t=4мм. Длина развёртки заготовки L=a+b+c+0,5t=70+80+60+2=212мм.
Пример 2. Подсчитать длину развёртки заготовки угольника с внутренним закруглением (рис. в). Разбиваем угольник по чертежу на участки. Подставив их числовые значения (a=50мм; b=30мм; t=6мм; r=4мм) в формулу L=a+b+3,14/2(r+t/2), получим L=50+30+3,14/2(4+6/2)=50+30+1,57х7=0,99=91мм.
Пример 3. Подсчитать длину развёртки заготовки скобы с закруглением (рис. г).
Разбиваем скобу на участки, поставим их числовые значения(a=80мм; h=65мм; c=120мм; t=5мм; r=2,5мм) в формулу L=a+h+c+3,14(r+t/2), получим L=80+65+120+3,14(2,5+5/2)=265+15,75=280,75мм.
Пример 4. Подсчитать длину развёртки заготовки из стальной полосы толщиной 4мм и шириной 12мм для замкнутого кольца с наружным диаметром 120мм (рис. д).
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причём внешняя часть металла несколько вытянется, а внутренняя сожмётся. Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посредине между внешней и внутренней окружно-стями кольца.
Длина заготовки L=3,14хD. Зная диаметр средней окружности кольца и подставляя его числовые значения в формулу, находим длину заготовки:
L=3,14х108=339,12мм. В результате предварительных расчётов можно изготовить деталь установленных размеров.
21.Гибка деталей из листового и полосового металлаГибку прямоугольной скобы из полосовой стали выполняют в следующем порядке:
определяют длину развёртки заготовки, складывая длину сторон скобы с припуском на один изгиб, равным 0,5 толщины полосы, т. е. L=17,5+1+15+1+20+1+15+1+17,5=89мм;
отмечают длину с дополнительным припуском на обработку торцов по 1мм на сторону и зубилом отрубают заготовку;
выправляют вырубленную заготовку на плите;
опиливают в размер по чертежу;
наносят риски загиба;
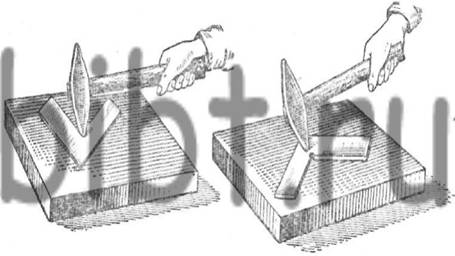
зажимают заготовку в тисках между угольниками – нагубниками на уровне риски и ударами молотком загибают конец скобы (первый загиб);
переставляют заготовку в тисках, зажимая её между угольником и бруском - оправкой, более длинным, чем конец скобы;
загибают второй конец, осуществляя второй загиб;
снимают заготовку и вынимают брусок – оправку;
размечают длину лапок на загнутых концах;
надевают на тиски второй угольник и, вложив внутрь скобы тот же брусок – оправку, но в другом его положении, зажимают скобу в тисках на уровне рисок;
отгибают первую и вторую лапки, делают четвёртый и пятый загибы первой и второй лапок;
проверяют и выправляют по угольнику четвёртый и пятый загибы;
снимают заусеницы на рёбрах скобы и опиливают концы лапок в размер.
Гибка двойного угольника в тисках производится после разметки, выруб-
ки заготовки, правки на плите и опиливания по ширине в заданный размер. По окончании гибки концы угольника опиливают в размер и снимают заусеницы с острых рёбер.
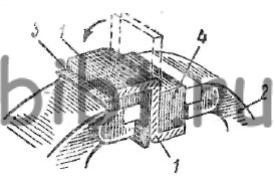
Гибка хомутика. После расчёта длины заготовки и её разметки в местах изгиба зажимают в тисках оправку в вертикальном положении. Диаметр оправки должен быть равным диаметру отверстия хомутика. Окончательное формирование хомутика выполняют по той же оправке молотком, а затем на правильной плите.
Гибка ушка круглогубцами. Ушко со стержнем из тонкой проволоки изго-
товляют с помощью круглогубцев. Длина заготовки должна быть на 10…
..15мм больше, чем требуется по чертежу. После окончания работы лишний конец удаляют кусачками.
Гибка втулки. Допустим, требуется из полосовой стали на круглых оправках изогнуть цилиндрическую втулку. Сначала определяют длину заготовки. Если наружный диаметр втулки равен 20мм, а внутренний – 16мм, то средний диаметр будет равен 18мм. Тогда общую длину заготовки определяют по формуле L=3,14х18=56,5мм.
22.Механизация гибочных работ.
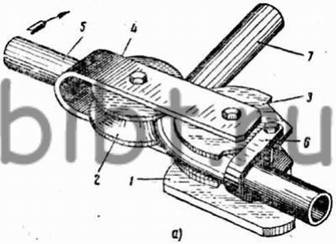
Профили, (полосовой, сортовой металл) с разными радиусами кривизны гнут на трёх - и четырёхроликовых станках. Предварительно налаживают станок установкой верхнего ролика относительно двух нижних вращением рукоятки. При гибке заготовка должна быть прижата верхним роликом к двум нижним.
Профили с большим радиусом гибки получают на трёхроликовых станках в несколько переходов.
Четырёхроликовый станок состоит из станины, двух ведущих роликов, подающих заготовку, и двух нажимных роликов. Такие станки применяются для гибки профильного проката по дуге окружности или спирали.
23.Гибка и развальцовка трубТрубы гнут ручным и механизированным способами, в горячем и холодном состоянии, с наполнителями и без них. Способ гибки зависит от диаметра и материала трубы, значения угла изгиба.
Гибка труб в горячем состоянии применяется при диаметре более 100мм.
При горячей гибке с наполнителем трубу отжигают, размечают, один конец закрывают деревянной или металлической пробкой.
Диаметры пробок (заглушек) зависят от внутреннего диаметра трубы. Для труб малых диаметров заглушки делают из глины, резины или твёрдой древе-сины; выполняют их в виде конусной пробки длиной, равной 1,5…2 диаме-трам трубы, с конусностью 1:10. Для труб больших диаметров заглушки изготовляют из металла.
Длина L (мм) нагреваемого участка трубы определяется по формуле L=ad/15, где a – угол изгиба трубы, град; d – наружный диаметр трубы, мм; 15 – постоянный коэффициент (90:6=15; 60:4=15; 45:3=15).
При гибке труб в горячем состоянии работают в рукавицах. Трубы нагревают паяльными лампами в горнах или пламенем газовых горелок до вишнёво – красного цвета. Трубы рекомендуется с одного нагрева, так как повторный нагрев ухудшает качество металла.
Гибка труб в холодном состоянии выполняется с помощью различных приспособлений. Простейшими приспособлениями для гибки труб диаметром 10…15 мм является плита с отверстиями, в которой в соответствующих местах устанавливают штыри, служащие упорами при гибке.
Трубы небольших диаметров (40мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с непод-вижной оправой. Трубы диаметром до 20мм изгибают в приспособлении которое крепится к верстаку с помощью ступицы и плиты.
Гибка медных и латунных труб. Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью, расплавленным стеарином (парафином) или свинцом в расплавленном состоянии.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600…700 градусов и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии – канифоль, а в нагретом – песок.
Латунные трубы, подлежащие гибке в холодном состоянии, предварите-льно отжигают при 600…700 градусов и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминевые трубы перед гибкой отжигают при 350…400 градусов и охлаждают на воздухе.
Механизация гибки труб. При массовом изготовлении деталей из труб наибольших диаметров применяют ручные трубогибочные приспособления и рычажные трубогибы, а для гибки труб больших диаметров (до 350мм) – специальные трубогибочные станки и прессы.
Гибку труб в кольцо производят на трёхроликовом гибочном станке.
Широко используют новые способы гибки труб. Гибка с растяжением заготовки заключается в том, что заготовку подвергают совместному действию растягивающих (превышающих предел текучести металла) и изгибающих усилий. Такой способ применяют при изготовлении труб для самолётов, автомашин, морских судов и др.
При гибке труб с нагревом токами высокой частоты нагрев, гибка и охлаждение происходят непрерывно и последовательно в специальной высокочастотной установке типа трубогибочных станков. Установка допускает гибку труб диаметром от 95 до 300мм. Она состоит из двух частей – механической и электрической.
Развальцовка (вальцевание) труб заключается в расширении (раскатыва-нии) концов труб изнутри специальным инструментом (вальцовкой).
Процесс развальцовки состоит в том, что на конец трубы надевают фланец с выточенными в его отверстии канавки, затем в трубу вставляют вальцовку с роликами и вращают. Наиболее производительным является вальцевание на специальных вальцовочных машинах и различных механизмах.
Дефекты. При гибке металла дефектами чаще всего являются косые загибы и механические повреждения обработанной поверхности как результат непра-вильной разметки или закрепления деталей в тисках выше или ниже разме-точной линии, а также неправильного нанесения ударов.
При гибке труб следует соблюдать следующие условия:тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы; учитывать, что вытягивания внешней стенки трубы происходит легче, чем посадка внутренней стенки;
трубу гнуть плавно, без рывков;
во избежания разрыва нельзя гнуть трубу и выправлять складки, если труба охладилась до светло – вишнёвого цвета (800 градусов), поэтому трубы больших диаметров гнут с многократным нагревом.
Безопасность труда. При гибке необходимо выполнять следующие требования безопасности: заготовку закреплять в тисках или других приспо-соблениях прочно; работать только на исправном оборудовании; Перед началом работы на гибочных станках ознакомиться с инструкцией; работу выполнять осторожно, чтобы не повредить пальцы рук; работать в рукавицах и застёгнутых халатах.
РЕЗКА МЕТАЛЛА
24.Общие сведения
Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без неё.
Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52…58, отшлифованы и остро заточены.
25.Резка ручными ножницами
Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0,5…1мм и листов из цветных металлов толщиной до 1,5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями.
По расположению режущей кромки лезвия ножницы делятся на правые
( скос на каждой части режущей половины находится с правой стороны); левыми – (скос на каждой части режущей половины находится с левой стороны).
Длина ножниц равна 200, 250, 320, 360 и 400мм, а режущей части (от острых концов до шарнира) – соответственно 55…65, 70…82, 90…105, 100…120 и 110…130мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3мм.
Стуловые ножницы малопроизводительны, при работе требуют значитель-
ных усилий, поэтому для резания больших партий листового металла их не применяют.
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5мм и прутков диаметром до 8мм. Ножи ножниц – смен-
ные и прикреплены к рычагам на потайных заклёпках. Эти ножи являются сменными и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Рычажные ножницы применяются для резания листовой стали толщиной до 4мм, алюминия и латуни – 6мм. Верхний шарнирно закреплённый нож при-
водится в действие от рычага. Нижний нож неподвижный.
Ножи изготавливают из стали У8 и закаливают до твёрдости HRCэ52…60. Углы заострения режущих граней равны 5…85 градусов.
Перед работой проверяют наличие смазки на трущихся поверхностях, плавность хода рычага, отсутствие зазора между режущими кромками.
Маховые ножницы широко используются для резки листового металла толщиной 1,5…2,5мм с пределом прочности 450..500 МПа (сталь, дюралюми-
ний и т. д.).Этими ножницами режут металл значительной длины.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000…32000мм, реже – полосовой прокат,а также листовые неметаллические материалы.
26.Резка ножовкой
Общие сведения. Ручная ножовка (пила) инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов обрезки и вырезки заготовок по контуру и других работ.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обеих рёбрах. Полот-
на изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61…64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты, длина полотна для ручной пилы L=250…300мм, высота b=13 и 16мм, толщина h=0,65 и 0,8мм.
Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0…12 градусов; а задний угол зубьев равен 35…40 градусов; угол заострения равен 43…60 градусов.
Для резки более твёрдых материалов применяют полотна, у которых угол заострения зубьев больше, для резания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Разводка зубьев ножовочного полотна. При резке ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух – трёх зубьев. Во избежании заедания (заклинивания) ножовочного полотна в металле зубья разводят, чтобы ширина разреза, сделанного ножовкой, была много больше толщины полотна. Кроме того, это значительно облегчит работу.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30мм от торца.
Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепля-
ют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких – с мелким.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.
Положение корпуса работающего. При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60…70 градусов при определённом расстоянии между пятками.
Положение рук (хватка). Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки.
Работа ножовкой. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук.
В процессе резки осуществляется два хода – рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
Короткие заготовки резать на наиболее короткой стороне; при резке проката углового, таврового и швеллерного профилей лучше изменять положение
заготовки, чем резать по узкой стороне;
в работе должно участвовать всё ножовочное полотно;
при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно пи резке вязких металлов;
латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два – три соседних зуба; после этого можно продолжить работу.
27.Резка ножовкой круглого, квадратного, полосового и листового металла.
Резка круглого металла. Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров – на отрезных станках, приводных ножовках, дисковых пилах и др. Предварительно полотно смазывают маслом с помощью кисточки.
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю. Ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль рукоятки сбоку, чем обеспечивается устойчивое положение заготовки во время резки.
Резка квадратного металла. Заготовку закрепляют в тисках и в месте будущего реза трёхгранным напильником делают неглубокий пропил для лучшего направления ножовки. Затем заготовку разрезают при горизонтальном положении ножовки. При очень глубоких резах левую руку переставляют, берясь за верх рамки.
Резка полосового металла. Полосовой металл рациональнее резать не по широкой, а по узкой стороне.
Резка ножовкой с поворотом полотна осуществляется при длинных (высоких) или глубоких резах, когда не удаётся довести рез до конца из – за
того, что рамка ножовки упирается в торец заготовки и мешает дальнейшему пропиливанию. При этом можно изменить положение заготовки и, врезавшись в неё с другого конца, закончить резку. Можно резать ножовкой, у которой полотно переставляют на 90 градусов. Этим способом режут металл в деталях с замкнутыми контурами.
Резка тонкого и профильного металла. Заготовки, детали из тонкого листового металла зажимают между деревянными брусками по одной или несколько штук и разрезают вместе с брусками.
Резка по криволинейным контурам. Чтобы вырезать в металле (листе) фасонное окно (отверстие), просверливают или вырубают отверстие диамет-
ром, равным ширине полотна ножовки или пилы лобзика.
Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединёнными вместе полотнами.
Похожие работы
ривается проблема воспитания у детей самостоятельности в процессе профессионально-трудового обучения и определяются задачи исследования. Во второй главе анализируется состояние трудового обучения учащихся во вспомогательной школе на современном этапе с точки зрения воспитания у них умения выполнять самостоятельные задания; рассматривается и определяется уровень самостоятельности учеников ...

... распространение, чем технически чистых металлов. Изготовляя сплавы с различным содержанием элементов, можно придать им разнообразные свойства, которые требуются для той или иной детали. 2. Разновидности правки металлов В своей работе слесарь часто сталкивается с тем, что поступающие для обработки заготовки из полосового пруткового или листового металла бывают погнутые, кривые, покоробленные ...
... к рабочему месту учителя. Токарные и фрезерные станки устанавливаются у окон мастерской на расстоянии 40 - 50 см от стены. 9. Заточный станок устанавливается дальше от других станков. Глава II. Разработка и реализация проекта универсального верстака для слесарных работ 2.1 санитарные нормы и правила слесарных верстаков для работы школьников разного возраста Опасности в работе 1. ...
... , учитывающих возраст машин и зональные условия их эксплуатации, площади обслуживаемой территории [2]. В настоящем проекте программа ремонтной мастерской принимается в соответствии с планом Грачевской сельхозтехники. Производственная программа мастерской представлена в табл. 5. 5. Производственная программа мастерской по капитальному ремонту комбайнов СК-5 «Нива» на 2005 г. Вид продукции ...
0 комментариев