Навигация
На заполненной хромом оболочке с обоих сторон изготавливаются посадочные места под крышку и буртики для сварного шва (см.рис.4)
22875
знаков
0
таблиц
25
изображений
6. На заполненной хромом оболочке с обоих сторон изготавливаются посадочные места под крышку и буртики для сварного шва (см.рис.4).
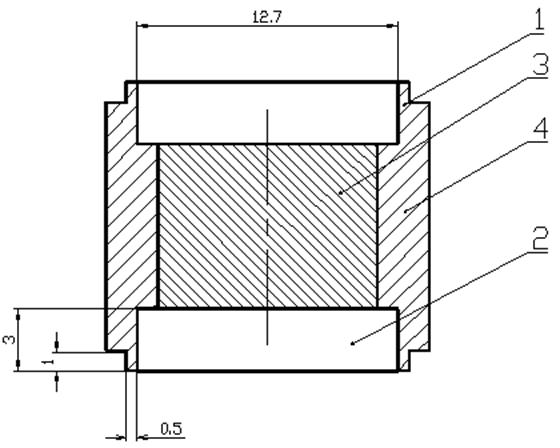
Рис.4
1.Буртик под сварку.
2.Посадочное место под крышку.
3.Уплотненные чешуйки хрома.
4.Стальная оболочка.
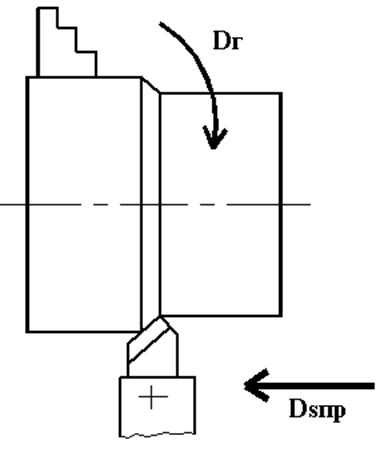
а)по наружной поверхности :
Оболочка протачивается прямым проходным резцом по наружному диаметру в соответствии с диаметром контейнера для горячего компактирования зазором (1..1,5)мм на термическое расширение.
 |
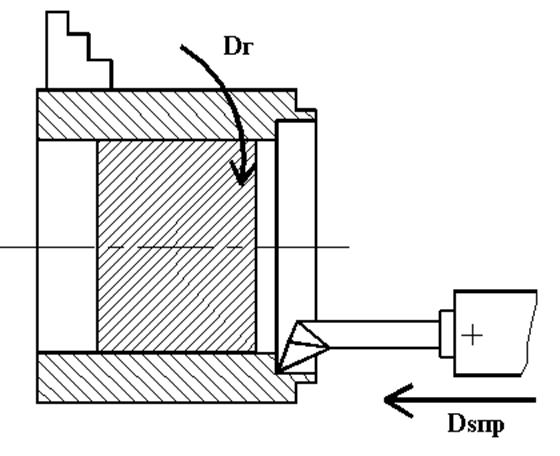
На заполненной хромом оболочке с обоих сторон прорезным резцом изготавливаются буртики для сварного шва .
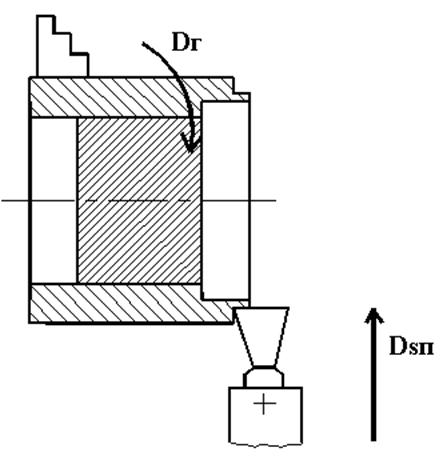
б)на внутренней поверхности:
На заполненной хромом оболочке с обоих сторон упорным резцом изготавливаются посадочные места под крышку
Операция механической обработки осуществляют на токарном станке типа 1К62.
Контроль геометрических размеров осуществляется при помощи штангенциркуля с
погрешностью ![]() 0,05 мм.
0,05 мм.
7. Герметизация оболочки осуществляется приваркой крышек к оболочке с двух сторон поочередно на электронно-лучевой установке типа ЭЛУ-2 при остаточном давлении в рабочей камере установки ![]() мм.рт.ст.
мм.рт.ст.
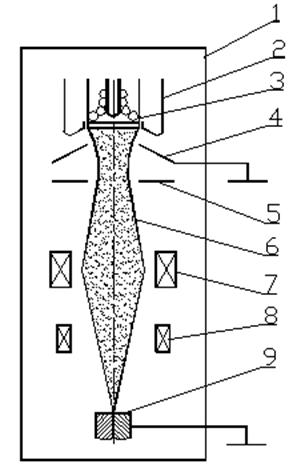 |
1)вакуумная камера
2)формирующий электрод
3)вольфрамовый катод
4)анод с центральным отверстием для пропускания луча к заготовки
5)диафрагма
6)краевые зоны луча
7)магнитные линзы
8)отклоняющая система
9)заготовка.
Сварной шов образуется за счет расплавления сопряженных буртиков на крышка и оболочке. Режим сварки: ток эмиссии (30..40)мА, угловая скорость вращения заготовки (12..15) об/мин. Контроль остаточного давления в рабочей камере установки осуществляется вакуумметром ВИТ-2П с первичным преобразователем ПМИ-2 и МИ-10-2ю
Контроль величины тока эмиссии осуществляется с помощью миллиамперметра, установленного на пульте управления установки.
Контроль угловой скорости вращения осуществляется с помощью шкалы на рукоятке управления вращением заготовки.
8. Контроль герметичности оболочки после сварки осуществляется на гелиевом течении ПТИ-7 по IV классу герметичности способом опрессовки гелием по ОСТ 5-0170-75 «Контроль герметичности металлических конструкций». Вакуумплотность должна быть не хуже 1в.
9. Смазка и нагрев заготовок. На предварительно обезжиренную поверхность заготовок кистью наносится слой графитовой смазки ЭЛП-В. Смазка просушивается на воздухе. Нагрев заготовок перед горячим компактированием до температуры (1150..1200)0С осуществляется в индукторе, на воздухе.
Температура нагрева заготовок контролируется оптическим пирометром типа «Проминь» с погрешностью ![]() 200С.
200С.
10. Подготовка прессинструмента перед компактированием. Соответствующий размеру заготовки контейнер нагревается перед компактированием до температуры (400..500)0С в электропечи сопротивления типа Н-30, а заготовка нагревается в индукционной печи в вакууме до (900..950)0С. Температура контролируется термоэлектрическим термометром типа «ХА» с прибором КСПЗ-П.
В качестве смазки применяется: для смазки контейнера смазка типа «МС», а заготовка не смазывается.
11. Горячее компактирование.
В нагретый контейнер запрессовывается закаленный пяток из стали ЗХ2В8; контейнер устанавливается на стол пресса вниз пятаком и смазывается маслографитовой смазкой «МС».
Нагретая до заданной температуры заготовка выгружается из индукционной печи и закладывается в контейнер. Сверху в контейнер опускается пуансон и осуществляется рабочий ход пресса (до того момента, когда давление достигнет максимального – 200 кгс/см2). По окончанию компактирования контейнер освобождается от заготовки усилием холостого хода пресса и операция компактирования повторяется со следующей заготовкой.
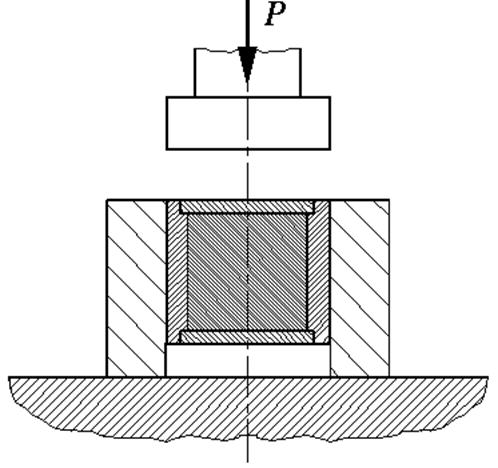
Контроль давления пресса осуществляется с помощью гидравлического манометра (ГОСТ 86-25-59) установленного на пульте управления пресса.
12. После компактирования заготовка протачивается прямым проходным резцом на токарном станке по наружному диаметру, который на (1..1,5) мм должен быть меньше диаметра контейнера, из которого будет проводится выдавливание.
13. Подготовка прессинструмента.
Рабочие поверхности контейнера, матрицы смазываются коллоидно-графитовым препаратом ЗЛП-В, просушивается на воздухе и нагревается перед прессованием до температуры (400..500)0С в электропечи сопротивления Н-30.
Похожие работы

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...

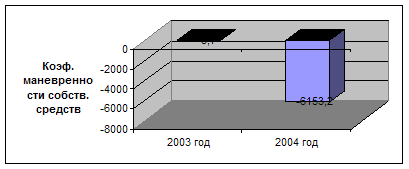
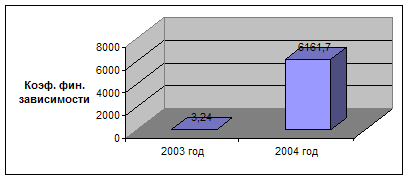
... 2004 год существенно не изменился по сравнению с годом 2003, также является не кредитоспособным, хотя рентабельность продаж стала рости. 3. Разработка антикризисных мероприятий для Зеленодольского машиностроительного завода ОАО «Кмпо» Формированию антикризисной программы предшествует обстоятельный анализ финансово – хозяйственной деятельности предприятия, его активов и пассивов, дебиторской и ...
... предприятие может осуществлять внешнеэкономическую деятельность через посредников (отечественных или зарубежных), а также напрямую, самостоятельно. С учетом специфики Беларуси возможны два варианта организации внешнеэкономической деятельности предприятия: создание внешнеторговой фирмы или образование отдела внешнеэкономических связей в рамках действующего аппарата управления предприятием. При ...
... распределения материальных благ и развития промышленного производства (сельского хозяйства, здравоохранения, связи и т. п.). Рис. 8.3. Структура системы управления общественным производством В реализации задачи инновационный менеджмент занимает специфическую и важную роль в установлении критериев и путей развития. 1 – Сбор данных и выделение ошибок. 2 – Анализ последствий ...
0 комментариев