Навигация
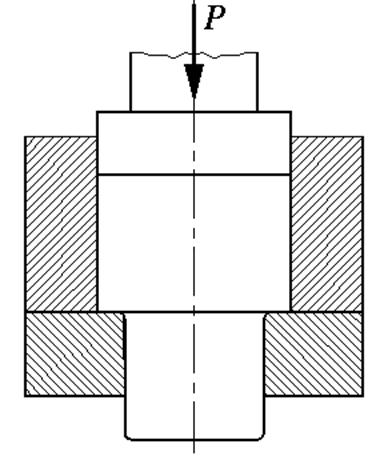
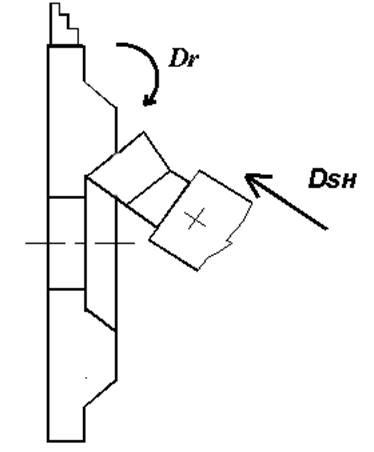
14. Прессование.
Разогретые матрица и контейнер устанавливаются на стол пресса и смазываются масло-графитовой смазкой «МС». Заготовка, нагретая до температуры (1100..1150)0С, выгружается из индукционной печи и помещается в контейнер. Сверху ставится пуансон и осуществляется прессование через матрицу.
15. Удаление оболочки.
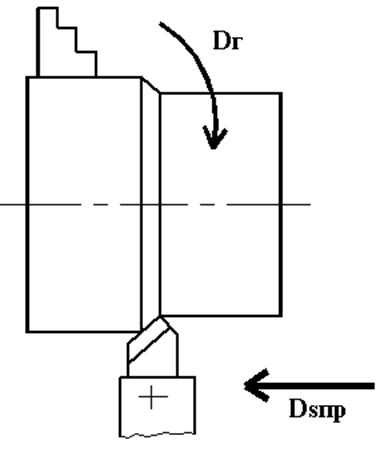 |
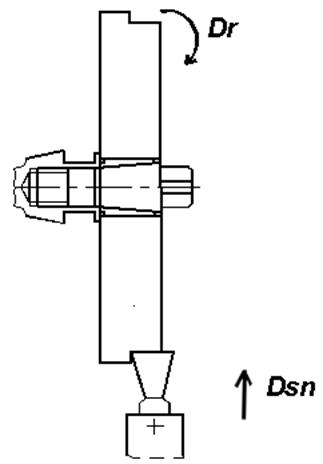
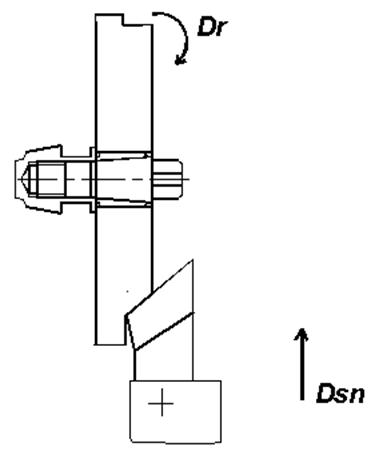
С опрессованой сутунки оболочка удаляется механической обработкой на токарном станке типа 1К62. По наружному диаметру заготовка протачивается прямым проходным резцом.
Подрезание торцов выполняется специальными подрезными резцами.

Заготовка обрабатывается до полного удаления стали с минимальным объемом хрома.
16. Сутунка после разметки на необходимый размер подвергается резке на отрезном ножовочным станке типа М-872А. В качестве смазочно-охлаждающей жидкости применяется эмульсия.
17. Технологическое плакирование заготовки.
С целью исключения разрушения при прокатке заготовка заключается в оболочку из стали 10;20. Для этого стальная труба длиной на (40..50) мм больше сутунки, имеющая периметр, превышающий периметр сутунки на (15..20)%, сплющивается до заданного размера.
Для предотвращения схватывания заготовки из хрома с оболочкой на внутреннюю полость оболочки и на поверхность заготовки наносится кисточкой слой мела. Для равномерного нанесения мелового слоя приготавливается водо-меловая смесь. Для этого в воду насыпается порошок мела при постоянном помешивании до получения сметанообразной массы, которая наносится на поверхности. После высушивания на воздухе мелового покрытия заготовка заключается в стальную оболочку.
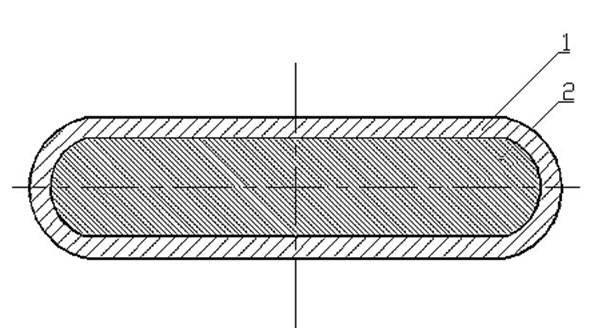
Рис.5
Заготовка в технологической плакировкой перед прокаткой.
1.Оболочка.
2.Сутунка из хрома.
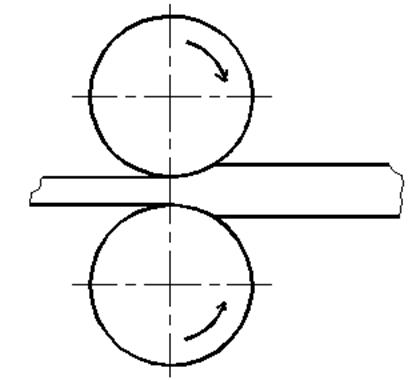
18. Прокатка.
Перед прокаткой заготовки должны быть нагреты в печи элоктро-сопртивления до температуры не ниже 9000С. Прокатка заготовок осуществляется с частной деформацией (20..30)%.
Толщина прокатываемой заготовки контролируется штангенциркулем типа МЦ-1,а длина и ширина- металлической линейкой. Время нагрева контролируется с точностью до 1 минуты часами любой марки. Измерение температуры заготовки осуществляется термоэлектрическим термометром в комплекте с потенциометром ПП-63. Катаные пластины перед удалением оболочки отжигаются при температуре (900..950)0С с выдержкой 30 минут.
19. Удаление оболочки химической обработкой.
Удаление химической обработкой в растворе кислот (азотной и ортофосфорной в соотношении 1:1).
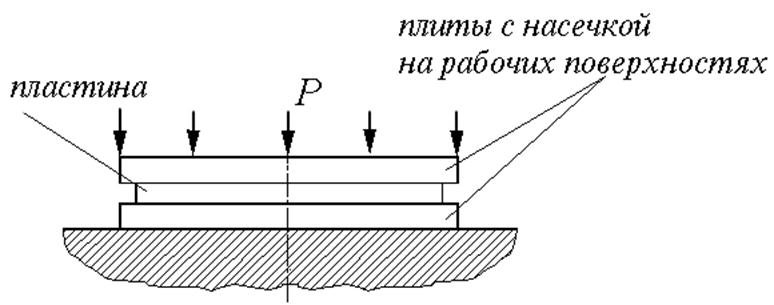
20. Правка.
Правка осуществляется на гидравлическом прессе типа ПА-653 с применением двух плит с насечкой на рабочей поверхности глубиной 0,3 мм и шагом 0,5 мм.
Правка осуществляется в следующей последовательности.
Рабочие поверхности плит смазываются коллоидно-графитовым препаратом типа ЭЛП-В, просушиваются на воздухе. Плиты загружаются в электропечь сопротивлением типа Н-30 и нагреваются до температуры (450..500)0С, а заготовка нагревается в печи Н-15 до температуры 8000С выдерживается в течение 10-15 минут, после чего выгружается и охлаждается на воздухе.
21. Механическая обработка пластин (листов).
22.
В начале из пластины вырубается диск диаметром на (2..4)мм больше диаметра готовой мишени. Механическая обработка пластин на заданный размер мишени-диска производится на токарном станке типа 1К-62 в следующей последовательности. Затем, зажимая в патроне, обрабатываются плоскости до заданной толщины подрезным резцом.
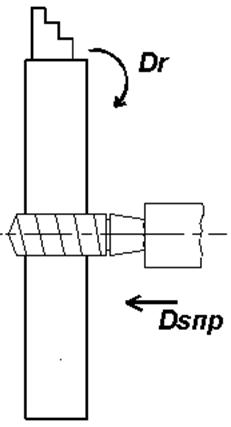
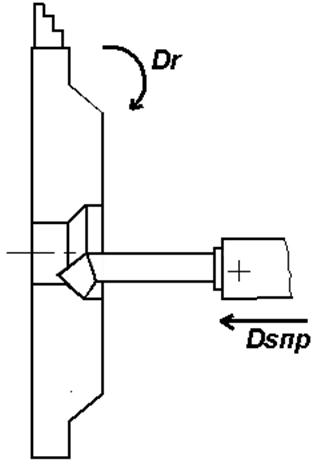
После этого выполняется сквозное отверстие в центре диска
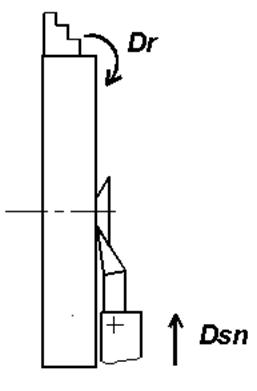
Затем, закрепив в цанговой оправке, выполняется обработка по наружному диаметру:
-прямым проходным резцом
- 
прорезным резцом
- 
короткую коническую поверхность широким резцом
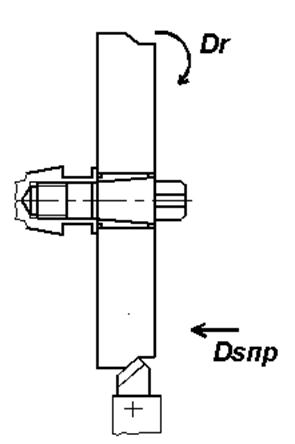
После этого ,зажимая в патроне, в центрах диск обрабатывается по диаметру на заданный размер.
-проходным расточным резцом
-упорным резцом
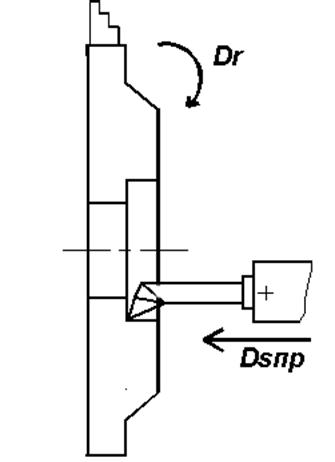
-широким резцом с наклонным движением подачи резцов, при повороте верхнего суппорта
После снятия окисленного слоя с плоскости осуществляется отбор проб на химический анализ.
23. Контроль геометрических размеров, качества поверхности.
Контроль геометрических размеров осуществляется: диаметр контролируется штангенциркулем типа ШЦ-1, модель 195, толщина- микрометром 0-25мм типа МК, модель 102. Качество поверхности контролируется визуально.
К операциям финишной обработки относятся:
- удаление наждачной бумагой дефектов на выводящие размеры мишеней за допуск;
- химическая обработка мишеней травлением в растворе соляной кислоты концентрации (15..20)% (масс),
- обезжиривание в водном растворе стирального порошка любого состава.
24. Упаковка.
Составляется этикетка, где указывается материал мишени, партия, диаметр, толщина, материал плиты-держателя (если она имеется) и дата изготовления.
Обезжиренную, промытую мишень вкладывают в полиэтиленовый пакет, заваривают и предъявляют заказчику.
Похожие работы

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...

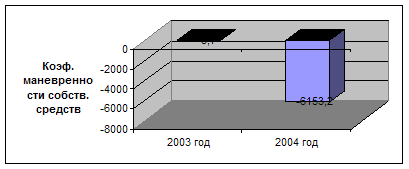
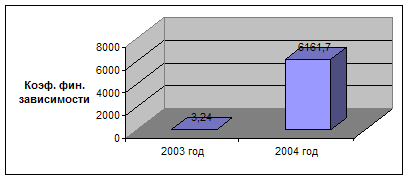
... 2004 год существенно не изменился по сравнению с годом 2003, также является не кредитоспособным, хотя рентабельность продаж стала рости. 3. Разработка антикризисных мероприятий для Зеленодольского машиностроительного завода ОАО «Кмпо» Формированию антикризисной программы предшествует обстоятельный анализ финансово – хозяйственной деятельности предприятия, его активов и пассивов, дебиторской и ...
... предприятие может осуществлять внешнеэкономическую деятельность через посредников (отечественных или зарубежных), а также напрямую, самостоятельно. С учетом специфики Беларуси возможны два варианта организации внешнеэкономической деятельности предприятия: создание внешнеторговой фирмы или образование отдела внешнеэкономических связей в рамках действующего аппарата управления предприятием. При ...
... распределения материальных благ и развития промышленного производства (сельского хозяйства, здравоохранения, связи и т. п.). Рис. 8.3. Структура системы управления общественным производством В реализации задачи инновационный менеджмент занимает специфическую и важную роль в установлении критериев и путей развития. 1 – Сбор данных и выделение ошибок. 2 – Анализ последствий ...
0 комментариев