Навигация
6. Ликвация.
При охлаждении сплава в форме вследствие неодинаковой удельной массы, неодинаковой температуры кристаллизации составляющих сплава в отдельных участках возникает химическая неоднородность - ликвация. Ликвация зависит от скорости охлаждения большая скорость охлаждения способствует получению более однородного по химическому составу отливки, к получению отливки с лучшими механическими свойствами.
4. Литейные сплавы и их характеристика.
Чугун - многокомпонентный сплав железа с углеродом и другими компонентами (углерода 2-4%).На характер кристаллизации чугуна влияют содержание элементов (C, Si, Mn, P, S ) и скорости охлаждения. При этом структура и свойства чугунов различны:
если весь углерод кристаллизуется в виде графита, а металлическая основа в виде феррита, то получают серый чугун,
если же весь углерод кристаллизуется в составе цементита Fe3C , то получают белый чугун.
В половинчатом чугуне находятся одновременно графит и свободный цементит. Получающиеся при кристаллизации структуры можно существенно изменить последующей термообработкой.
Чугун широко применяют благодаря хорошим технологическим свойствам (хорошая жидкотекучесть и обрабатываемость резанием) и малой относительной стоимости.
Стали - железоуглеродистые сплавы, содержащие до 2% С. Кроме углерода в сталях содержатся Mn, Si, S, P, N, H, O и другие элементы. Стали с добавкой Cr, Ni, Mo, V, W имеют особые физические, физико-химические свойства или повышенную прочность.
В производстве применяют три группы литейных сталей: конструкционные, инструментальные и легированные. Литейные свойства сталей ниже литейных свойств чугунов, легированные стали имеют плохие литейные свойства. При усадке получают раковины и пористость.
Плотные (без пор и раковин) отливки получают при правильной их конструкции, то есть когда есть прибыль или обеспечено направленное затвердевание. Усадка в твердом состоянии может вызвать горячие или холодные трещины, коробление отливок, высокие внутренние напряжения и изменение литейных размеров.
Алюминиевые сплавы - сплавы основной составной частью которых является алюминий. В качестве дополнительных компонентов, создающих те или иные специфичные технологические свойства, применяют кремний, медь, магний, титан, натрий, марганец.
Добавка кремния улучшает литейные свойства, добавка меди улучшает обрабатываемость резанием, магний увеличивает коррозионную стойкость и прочность.
Магниевые сплавы - сплавы на магниевой основе и в зависимости от требуемых свойств содержащие добавки: марганец, алюминий, цинк, цирконий и другие редкоземельные элементы. Литейные свойства удовлетворительные.
Медные сплавы - сплавы не медной основе с добавками различных элементов; различают две основные группы медных сплавов:
латуни - сплав меди с цинком;
бронзы - сплав меди с другими (Кроме цинка) элементами.
Литейные свойства - удовлетворительные.
Титановые сплавы - сплавы на основе титана, содержащие добавки, которые создают особые свойства. Литье этих сплавов связано с большими технологическими трудностями (из-за активного взаимодействия расплава с материалами формы).
5. Основные способы литья, применяемые в приборостроении.
1. Литье в ЖСС.
Литье в песчаные формы обеспечивает невысокое качество поверхности (ниже Rz =320 мкм), низкую точность (ниже 16 квалитета), трудно автоматизируется и не обеспечивает удовлетворительные условия труда. Для получения более высоких качественных показателей применяют литье в формы из жидких самоотвердевавщих смесей (ЖСС). Этот способ литья применяют в любом виде производства.
Формовочная смесь состоит из связки - жидкой композиции и огнеупорной составляющей - наполнителя. Наполнителем являются мелкозерничтые кварцевые пески и феррохромовый шлак. В жидкую композицию входит жидкое стекло, поверхностно-активные вещества и вода.
Для приготовления формовочной смеси - ЖСС - используют специальные установ`ки (рис.4. 1).
Рис. 4. 1 Схема получения оболочки бункерным способом.
Сначала в растворомешалке тщательно перемешивают песок и шлак в течение 1-1,5 мин, затем - жидкая композиция и производят перемешивание 1,5-2 мин. При этом образуется пенообразная масса, имеющая жидкотекучесть.
Модели и стержневые ящики изготовляют из дерева и металла. Поверхность деревянных моделей и стержневых ящиков покрывают нитрошпаклевкой и затем красят нитрокраской, так как ЖСС обладает повышенной прилипаемостью к дереву.
Изготовление форм и стержней длится несколько секунд путем подачи под действием собственной массы ЖСС на модель или в стержневой ящик. Для их легкого отделения от застывшей формы модели и подмодельные плиты покрывают разделительным покрытием. Изготовление формы занимает несколько секунд. Затем форму подвергают сушке.
Дальнейшие операции: сборки и заливки формы и другие делают также как и при литье в песчано-глинистые формы. Так как заливку металла осуществляют в сухую форму, теплопроводность которой меньше чем теплопроводность сырой формы, то можно получать более тонкие стенки.
Применение способа. Способ применяют для изготовления больших корпусов приборов из чугуна и алюминиевых сплавов с толщиной стенки 4...6 мм, точностью 14...16 квалитета, шероховатостью поверхности Rz =80...40 мкм,
Процесс мощно легко механизировать в автоматизировать.
Похожие работы
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
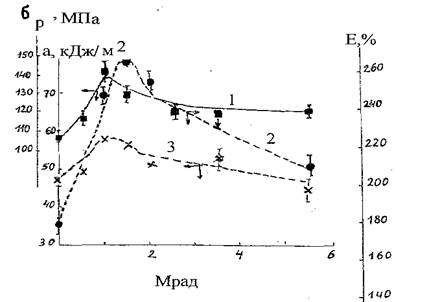
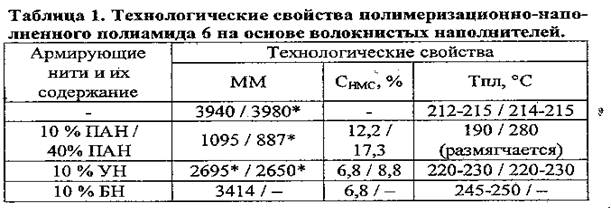
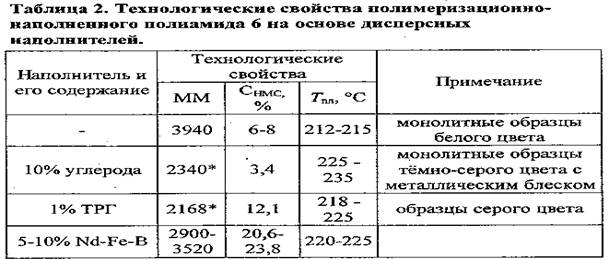
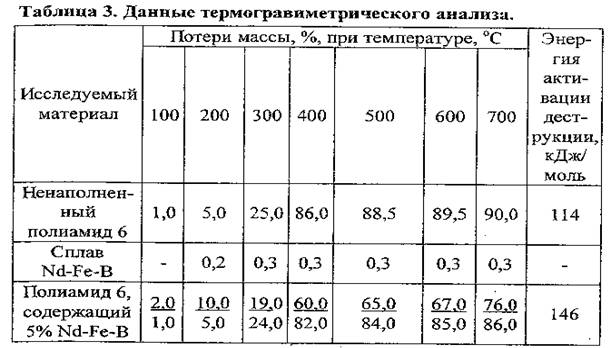
... проводили на лабораторном двухшнековом экструдере с диаметром шнека 30 мм, l/d = 25. Исследование механичеких свойств осуществляли в соответствии с ГОСТ на стандартных образцах, полученных литьем под давлением. Теплофизические свойства изучали методом ДСК при скорости нагрева 20 град/мин с использованием термоанализатора 990 ф. Дюпон. Кинетику поглощения бензина и воды осуществляли на дисках ...
... турбин, из которого следует, что для никелевых сплавов повышение рабочих температур и напряжений связывается с применением литейных сплавов с равноосной и направленной структурой. Повышение жаропрочности достигается усложнением химического состава сплава, увеличением содержания упрочняющей γ-фазы (рис.8). Для работах лопаток энергетических газотурбинных установок разработаны деформируемые ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев