Навигация
Литье по выплавляемым моделями
36046
знаков
5
таблиц
21
изображение
4. Литье по выплавляемым моделями
Литье по выплавляемым моделям применяют в приборостроении для изготовления отливок различной сложности из любых сплавов массой от нескольких граммов до нескольких килограммов с толщиной стенок 0,4-20 мм, точностью размеров до 12 квалитета и шероховатостью поверхности до Rz =20 мкм. Способ применяют при любом виде производства.
Процесс литья заключается в изготовлении моделей из легкоплавкого материала, покрытия моделей тонкой огнеупорной оболочкой , выплавление модельного материала из огнеупорной оболочки и заливки освободившейся от моделей полости металлом.
В процессе литья по выплавляемым моделям применяют две формы. Первую форму используют для изготовления моделей, вторая форма - это литейная изготовляемая на основе мелкого песка и связующего вещества.
Конструкция модельной формы - прессформы зависит от вида производства. Для опытного и единичного производства применяют прессформы с ручным разъемом и выталкиванием, в серийном и массовом производстве изготовление моделей механизировано или автоматизировано. На рис.7.2 показана конструкция прессформы для ручной работы.
Рис. 7.2 Прессформа для изготовления выплавляемых моделей
Размеры рабочей полости определяют с учетом усадки материала и изменения размеров формы при нагреве.
Изготовление моделей и модельных блоков. Для изготовления моделей применяют выплавляемые, растворяемые и выжигаемые модельные составы. Наиболее часто применяют выплавляемые составы. Основными компонентами выплавляемых составов являются парафин и стеарин. Примеры составов:
(температура запрессовки 42-45оС)
ПС-50-50 - парафин 50%, стеарин 50%
ПС-70-30 - парафин 70%, стеарин 30%
(температура запрессовки 58-60оС)
ППэ-85-15 - парафин 85%, полиэтилен 15%
Модельный состав расплавляют в водяном термостате и заливают под давлением 0,5...0,6 МПа/мм2 в прессформу. Для получения более точных деталей нужно запрессовывать модельный состав при температуре 42...43оС, когда усадка равна 0,8% (При 50оС - усадка 2-2,5%). После охлаждения модельного состава до 15...18оС модель удаляют из формы. Для быстрого охлаждения прессформы охлаждают в холодильнике до 10оС. После этого модели зачищают по плоскости разъема и собирают в блок. Сборку моделей в блок (рис.8)
Рис. 8. Модель и блок моделей с нанесенной оболочкой.
выполняют путем сварки моделей со стояком с помощью разогретого ножа - полосы.
Изготовление и заливка литейной формы.
Для изготовления литейной формы используют суспензию, состоящую из мелкозернистого кварцевого песка - маршалита и жидкого связующего вещества - этилсиликата, приготовляемого на основе этилового спирта. Суспензию на блок наносят погружением. Для удержания на поверхности блока суспензии на него наносят крупнозернистый песок, который при последующих погружениях (4...5) способствует увеличению толщины покрытия. Обычно получают толщину формы 5...6 мм. Свеженанесенное покрытие не обладает прочностью и удерживается на поверхности модели только благодаря смачиванию. Для придания прочности покрытию его сушат, при сушке одновременно с испарением влаги происходит затвердевание связующего вещества этилсиликата (переход его из золя в гель). Сушка 2-го слоя происходит 2-4 часа при температуре 18-20оС. Для ускорения затвердевания связующего применяют аммиачную среду. В этом случае затвердевание протекает за 2...3 минуты. Для занесения следующего слоя суспензии необходимо полное исчезновение запаха аммиака, что обычно происходит за 7...10 минут на воздухе. Весь процесс изготовления одного слоя длится 15-20 минут вместо 2-4 часов.
Выплавление моделей осуществляют в горячей воде или горячим воздухом или другими способами. Наиболее часто выплавляют модельный состав горячей водой. Для этого блок моделей с формой помещают литниковой частью вверх в корзину, погружаемую на 10-15 минут в воду с температурой 85-90оС.
После выплавления модельного состава модельные блоки прокаливают для удаления из них остатков модельного состава и влаги. Кроме того при прокаливании форму нагревают до 900-1000оС, что повышает заполняемость формы. Перед прокаливанием оболочки (формы) заформовывают, то есть засыпают в ящике-опоке наполнителем. В качестве наполнителя применяют смесь песка и шамотной крошки. В таком виде форма представлена на рис.9.
Рис. 9. Заформованная оболочковая форма для литья по выплавляемым моделям.
Прокаливание длится 3-4 часа Непосредственно после прокаливания форму заливают расплавом, полученным в электрической индукционной печи, после охлаждения блока отливок форму разрушают и очищают от следов керамического покрытия путем погружения в каустическую соду на 3-4 часа. Отрезку отливок от питателей и стояков производят тонкими абразивными кругами.
Похожие работы
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... проводили на лабораторном двухшнековом экструдере с диаметром шнека 30 мм, l/d = 25. Исследование механичеких свойств осуществляли в соответствии с ГОСТ на стандартных образцах, полученных литьем под давлением. Теплофизические свойства изучали методом ДСК при скорости нагрева 20 град/мин с использованием термоанализатора 990 ф. Дюпон. Кинетику поглощения бензина и воды осуществляли на дисках ...
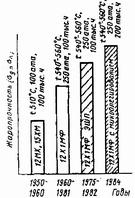
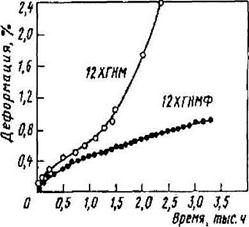
... турбин, из которого следует, что для никелевых сплавов повышение рабочих температур и напряжений связывается с применением литейных сплавов с равноосной и направленной структурой. Повышение жаропрочности достигается усложнением химического состава сплава, увеличением содержания упрочняющей γ-фазы (рис.8). Для работах лопаток энергетических газотурбинных установок разработаны деформируемые ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев