Навигация
Литье в оболочковые формы
36046
знаков
5
таблиц
21
изображение
2. Литье в оболочковые формы.
Этот способ является, как и предыдущие, способом литья в разовые формы. Для изготовления тонких оболочковых форм нужно в 20-30 раз меньше формовочных материалов, чем для песчаных или форм из ЖСС. Способ применяют для стальных, и для алюминиевых отливок, простой конфигурации без внутренних полостей в серийном производстве.
Формовочная смесь состоит из мелкозернистого песка (размер зерна 0,25...0,06мм) и термореактивной смолы - пульвербакелита.
Способ обеспечивает получение шероховатости поверхности Rz =80...40 мкм, и точность - 12...14 квалитет. Способ легко можно механизировать и автоматизировать.
Применяют следующие способы:
-бункерный;
-прессования через резиновую диафрагму;
-пескодувный.
В основе бункерного способа положен принцип поворотного бункера
Порядок получения оболочки следующий (рис. 4.2).
Рис. 4. 2 Схема получения оболочки бункерным способом.
Нагретую до 200оС и смазанную разделительным слоем (силикововый лак №5) модель закрепляют на съемной крышке бункера, затем бункер поворачивают на 180о и формовочная смесь попадает на модель, пульвербакелит расплавляется и склеивает песчинки, образуя оболочку. Толщина оболочки зависит от времени выдержки формовочной смеси на модели. В течение 15-20 с образуется оболочка толщиной 8-12 мм. Затем бункер поворачивают в исходное положение, нерасплавленная смесь ссыпается вниз, а модель с оболочкой помещают в электропечь с температурой 250-300о С, где происходит окончательная полимеризация пульвербакелита. Наилучшее качество отливок получают при использования вибрации бункера, несколько хуже при прессовании оболочек через резиновую диафрагму.
Полученную оболочку снимают с модели специальными механизированными выталкивателями, встроенными в модельную плиту.
Затем оболочковые полуформы склеивают клеем БФ-2 или №88 в нагретом состоянии, а перед заливкой зажимают пневматическими зажимами с резиновыми амортизаторами или устанавливают в рабочем положении в формовочном ящике с помощью песка или металлической дроби (рис.5).
рис.5. Оболочковая форма перед заливкой металла.
Литье в кокиль.
В приборостроении литье в кокиль (кокиль - это металлическая форма, имеющая защитную огнеупорную облицовку на рабочей поверхности) применяют для отливки толстостенных деталей из алюминиевых или магниевых сплавов, реже из чугуна в серийном и массовом производстве.
Экономическая целесообразность кокильного литья зависит от стойкости металлической формы (табл.1)
Таблица 1. Стойкость кокиля в зависимости от его материала и
заливаемого сплава.
Сплав | Температура заливки в оС | zМатериал кокиля | Стойкость (количество заливок) |
| Алюминиевый | 650...670 | сталь 25...35 | 75000 |
| Магниевый | 670...700 | жаропрочный чугун В450-1.5 | 50000 |
| Чугуны | 1200...1250 | жаропрочный чугун В450-1.5 | 3000 |
Для равномерного охлаждения отливки металлическая форма должна иметь стенки постоянной толщины, равной
b=13=0.6отл
где b - толщина стенки кокиля, мм.
dотл - средняя толщина стенки отливки, мм.
На рис.6 представлена конструкция створного кокиля с одной вертикальной плоскостью
разъема.
Рис. 6. Створочный кокиль с вертикальной плоскостью разъема.
Для предохранения от коробления форма имеет ребра жесткости (рис.7.1).
 Рис.7.1 Кокиль с вертикальной
плоскостью
разъема:
Рис.7.1 Кокиль с вертикальной
плоскостью
разъема:
1 - вентиляционные каналы.
2 - металлические стержни.
3,5 - две головки кокиля.
4 - литник.
6 - ребра жесткости.
Отверстия в отливках оформляют металлическим или песчаным стержнями. Металлические стержни применяют для неглубоких отверстий, имеющих конусность 10о. В остальных случаях применяют сухие песчаные стержни. Рекомендуют применять также оболочковые стержни.
В массовом производстве закрытие и открытие кокиля и удаление отливки осуществляют автоматически. Для этого применяют станки с пневматическим или гидравлическим приводом.
Для повышения стойкости кокилей их рабочую поверхность вскрывают после изготовления каждых 50...100 отливок огнеупорной облицовки толщиной 0,1..0,5 мм (ее состав в %-х для алюминиевых сплавов: окись цинка 5, жидкое стекло - 2, вода - 93).
Кроме облицовки перед каждой заливкой рабочую поверхность кокиля смазывают тонким слоем краски на основе мела и жидкого стекла.
Качественные параметры отливок: точность 12...13 квалитет, шероховатость поверхности - Rz =80...20 мкм.
Похожие работы
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
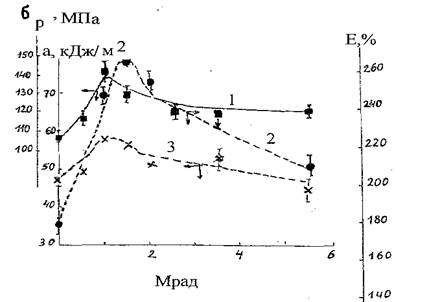
... проводили на лабораторном двухшнековом экструдере с диаметром шнека 30 мм, l/d = 25. Исследование механичеких свойств осуществляли в соответствии с ГОСТ на стандартных образцах, полученных литьем под давлением. Теплофизические свойства изучали методом ДСК при скорости нагрева 20 град/мин с использованием термоанализатора 990 ф. Дюпон. Кинетику поглощения бензина и воды осуществляли на дисках ...
... турбин, из которого следует, что для никелевых сплавов повышение рабочих температур и напряжений связывается с применением литейных сплавов с равноосной и направленной структурой. Повышение жаропрочности достигается усложнением химического состава сплава, увеличением содержания упрочняющей γ-фазы (рис.8). Для работах лопаток энергетических газотурбинных установок разработаны деформируемые ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев