Навигация
С мундштуком 2 переменного сечения устанавливают иглу-стер-
47106
знаков
0
таблиц
11
изображений
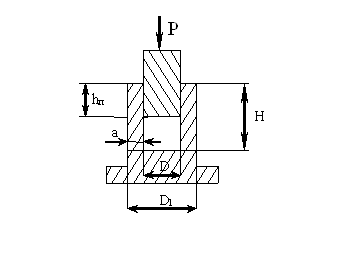
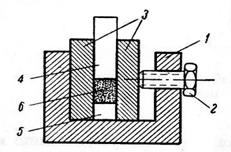
1 с мундштуком 2 переменного сечения устанавливают иглу-стер-
жень 3, закрепляемую в звездочке 4. Над обоймой находится мат-
рица и, соединенная с обоймой гайкой 5. Из матрицы выдавливание
пластифицированной смеси производится пуансоном 7. Допустимое
обжатие
k=(F-f)/f*100%
должно быть более 90%; здесь F и f - площади поперечного се-
чения матрицы и изделия.
Обычно мундштучное прессование выполняют при подогреве ма-териала изделия и в этом случае обычно не используют пластификатор; порошки алюминия и его сплавов прессуют при 400...GOC*C, меди - 800...900*С, никеля - 1000...1200 С, стали - 1050...1250 *С. Для предупреждения окисления при горячей обработке применя-ют защитные среды (инертные газы, вакуум) или прессование в защитных оболочках (стеклянных, графитовых, металлических - мед-ных, латунных,медно-железной фольге). После прессования оболочки удаляют механическим путем или травлением в растворах, инертных спрессованнному металлу.
Шликерное формование - представляет собой процесс заливки шликера в пористую форму с последующей сушкой. Шликер в этом случае - это однородная концентрированная взвесь порошка метал-ла в жидкости. Шликер приготовляют из порошков с размером частиц I... 2 мкм (реже до 5...10 мкм) и жидкости - воды, спирта, четырех- хлористого водорода. Взвесь порошка однородна и устой-чива в течение длительного времени. Форму для ликерного литья изготовляют из гипса, нержавеющей стали, спеченного стеклянного порошка.Формирование изделия после заливки формы взвесью порош-ка заключается в направленном осаждении твердых частиц на стенках формы под действием направленных к ним потоков взвеси (порошка в жидкости). Эти потоки возникают в результате впитывая жидкости в поры гипсовой формы под действием вакуума или центробежных сил, создающих давление в несколько мегапаскалей. Вре-мя наращивания оболочки определяется ее толщиной и составляет 1...60 мин. После удаления изделия из формы его сушат при 110...150*С на воздухе, в сушильных шкафах.
Плотность изделия достигает 60%, связь частиц обусловлена механическим зацеплением.
Этим способом изготовляют трубы, сосуды и изделия сданной формы.
Динамическое прессование - это процесс прессования с использованием импульсных нагрузок. Процесс имеет ряд преимуществ: уменьшаются расходы на инструмент, уменьшается упругая деформация, увеличивается плотность изделий. Отличительной чертой процесса является скорость приложения нагрузки. Источником энергии являются: взрыв заряда взрывчатого вещества, энергия электри-ческого разряда в жидкости, импульсное магнитное поле, сжатый газ, вибрация. В зависимости от источника энергии прессование называют взрывным, электрогидравлическим, электромагнитным, пневмомеханическим и вибрационным. Установлено значительное вы-деление тепла в контактных участках частичек, облегчающее процесс их деформирования и обеспечивающее большее уплотнение, чем при статическом (обычном) прессовании. Уплотнение порошка под воздействием вибрации происходит в первые 3-30 с. Наиболее эффективно использование вибрации при прессовании порошков неп-ластичных и хрупких материалов. С применением виброуплотнения удается получить равноплотные изделия с отношением высоты к ди-аметру 4...5:1 и более.
Спекание.
Спеканием называют процесс развития межчастичного сцепле-ния и формирования свойств изделия, полученных при нагреве сформованного порошка. Плотность, прочность и другие физико-ме-ханические свойства спеченных изделий зависят от условий изго-товления: давления, прессования, температуры, времени и атмосферы спекания н других факторов.
В зависимости от состава шихты различают твердофазное спекание (т.е. спекание без образования жидкой фазы) и жидкофазное, при котором легкоплавкие компоненты смеси порошков расп-лавляются.
Твердофазное спекание. При твердофазном спекании протекают следующие основные процессы: поверхностная и объемная диффузия атомов, усадка, рекристаллизация, перенос атомов через газовую среду.
Все металлы имеют кристаллическое строение и уже при комнатной температуре совершают значительные колебательные движения относительно положения равновесия. С повышением температуры энергия и амплитуда атомов увеличивается и при некотором их значение возможен переход атома в новое положение, где его энергия и амплитуда снова увеличиваются и возможен новый переход в другое положение. Такое перемещение атомов носит название диффузии и может совершаться как по поверхности (поверхностная диффузия), так и р объеме тела (объемная диффузия). Движение атомов определяется занимаемым ими местом. Наименее подвижны атомы расположенные внутри контактных участков частичек порошка, наиболее подвижны атомы расположенные свободно - на выступах и вершинах частиц. Вследствие этого, т.е. большей подвижности атомов свободных участков и меньшей подвижности атомов контактных участков, обусловлен переход значительного количества атомов к контактным участкам. Поэтому происходит расширение контактных участков и округление пустот между частицами без изменения объема при поверхностной диффузии. Сокращение суммарного объема пор возможно только при объемной диффузии. При этом происходит изменение геометрических размеров изделия - усадка.
Усадка при спекании может проявляться в изменении размеров и объема и поэтому различают линейную и объемную усадку. Обычно усадка в направлении прессования больше, чем в поперечном направлении. Движущей силой процессе усадки при спекании является стремление системы д уменьшению запаса поверхностной энергии, что возможно только при сокращении суммарной поверхности честны, порожке. Но этой причине порошки с развитий поверхностью уплотняются при спекании с наибольшей скоростью, как обладающие большие запасом поверхностной энергии.
При спекании иногда наблюдается нарушение процесса усадки.
Это нарушение выражается в недостаточной степени усадки или в увеличении объема. Причинами этого является: снятие упругих остаточных напряжений после прессования, наличие невосстанавлива-ющихся окислов, фазовые превращения и выделение адсорбированных и образующихся при химических реакциях восстановления окислов газов. Рост объема спекаемых тел наблюдается при образовании закрытой пористости и объеме пор более 7% (когда расширение га-зов в закрытых порах вызывает увеличение объема). Пленки не-восстанавливающихся окислов тормозят процессы диффузии, препятствуя усадке. На рис. 12 приведена кривая изменения усадки во времени при заданной температуре.
Рис.12 Усадка спрессованного порошка железа при 890 С при различном давлении: 1-400 мн/м2,
2-600 мн/м2,3-800 мн/м2, 4000 мн/м2.Рекристаллизация при спекании приводит к росту зерен и уменьшению суммарной поверхности частиц, что энергетически выгодно. Однако рост зерен ограничен тормозящим влиянием посто-ронних включении на поверхностях зерен: порами, пленками, примесями. Различают рекристаллизацию внутризеренную и межчастичную.
Перенос атомов через газовую среду. Это явление наблюдают при испарении вещества и конденсации его на поверхности других частиц, что происходит при определенной температуре. Такой перенос возникает из-за различной упругости паров вещества над этими поверхностями, обусловленный их различной кривизной у нескольких соприкасающихся частиц. Перенос вещества увеличивает мемчастичные связи и прочность сцепления частиц, способствует изменению формы пор, но не изменяет плотности при спекании.
Влияние некоторых технологических параметров на свойства спеченных тел. Свойства исходных порошков - величина частиц, их форма, состояние поверхности, тип окислов и степень совершенства кристаллического строения - определяют скорость изменения плотности и свойства спрессованных изделий. При одинаковой плотности спеченных изделий механические и электрические свойства тем выше, чем меньше были частицы порошка, шероховатость поверхности частиц и дефекты кристаллического строения способствуют усилению диффузии, увеличению плотности и прочности изде-лия. Структура изделии спеченных из токоизмельченных порошков отличается наличием большого числа крупных зерен, образовавшихся в результате рекристаллизации при спекании. Увеличение давления прессования приводит к уменьшению усадки (объемной и ли-нейной), повышению всех показателей прочности - сопротивлению разрыву и сжатию, твердости. С повышением температуры плотность и прочность спеченных изделий в общем возрастает тем быстрее, чем ниже было давление прессования. Обычно температура спекания составляет 0,7...0,9 температуры плавления наиболее легкоплавкого материала, входящего в состав шихты (смеси порошков). Вы-держка при постоянной температуре вызывает сначала резкий, а затем более медленный рост плотности, прочности и других свойств спеченного изделия. Наибольшая прочность достигается за сравнительно короткое время и затем почти не увеличивается. Время выдержки для различных материалов длится от 30...45 минут до 2...3 часов. Атмосфера спекания влияет на показатели качест-ва. Плотность изделий выше при спекании в восстановительной, чем при спекании в нейтральной среде. Очень полно и быстро проходит спекание в вакууме, которое по сравнения со спеканием в нейтральной среде обычно начинается при более низких температу-рах и дает повышенную плотность изделия.
Температурный интервал спекания разделяют на три этапа. На первом этапе (температура до 0.2...0.3 Тпл) плотность почти не изменяется, здесь удаляются пластифицирующие присадки и адсор-бированные поверхностью частички газа, частично снимаются остаточные напряжения (1-го и частично 2-го рода), ослабляется физическое взаимодействие между частицами порошка. На втором этапе (температура около 0,5 Тпл) развиваются процессы восста-новления окислов и удаления газообразных продуктов. Плотность может несколько снижаться. Третий - высокотемпературный этап (температура около О,9 Тпл) этап интенсивного спекания, характеризуется значительным увеличением скоростей диффузионных процессов, рекристаллизации, развитием полностью металлических контактов, существенным увеличением плотности материала.
Горячее прессование это процесс одновременно прессования и спекания порошков при температуре 0.5...0.8 температуры плавления (Тпл) основного компонента шихты. Это позволяет использовать увеличение текучести шихты при повышенных температурах с целью получения малопористых изделий. В этом случае силы давления формования суммируются с внутренними физическими силами приводящими к уплотнению. Наиболее существенными результатами горячего прессования являются максимально быстрое уплотнение и получение изделия с минимальной пористостью при сравнительно малых давлениях. Механизм уплотнения идентичен наблюдаемому при обычном спекании: образование межчастичного контакта, рост плотности с одновременным увеличением размеров частиц и даль-нейший рост частиц при незначительном дополнительном уплотнении. Изделия после горячего прессования обладают более высоким пределом текучести, большим удлинением, повышенной твердостью, лучшей электропроводностью и более точными размерами, чем изде-лия полученные путем последовательного прессования порядка и спекания. Указанные свойства тем выше, чем больше давление прессования. Горячепрессованные изделия имеют мелкозернистую структуру.
Горячее прессование нагретого порошка или заготовки выполняют в прессформе. Нагрев осуществляют обычно электрическим током (рис. 13).
Рис. 13 Схема двухстороннего горячего прессования в прессформах : а- косвенный нагрев,
б- прямой нагрев при подводе тока к пуансону,в- прямой нагрев при подводе тока к
матрице, г- индукционный нагрев ТВЧ графитовой пресссформы; 1- нагреватель,
2- порошек,3- изделие, 4- матрица, 5 и 6 - пуансоны,7- изоляция, 8- графитовый контакт, 9- графитовый пуансон, 10- графитовая матрица, 11- керамическая прокладка, 12-
индуктор, 13- керамическая матрица.
До приложения давления к порошку прессформа с порошком или порошок могут быть нагреты и другим способом, ма-териалом для изготовления прессформ служат жаропрочные стали (при температурах до IOOO*C) графит, силицированный графит, имеющий повышенную механическую прочность. В настоящее время расширяется применение прессформ из тугоплавких окислов, сили-катов и других химических соединений. Для предупреждения взаимодействия прессуемого материала с материалом прессформы внут-реннюю поверхность ее покрывают каким- либо инертным составом (жидкое стекло, эмаль, нитрид бора * др.) или металлической фольгой. Кроме того, для предупреждения окисления прессуемого изделия применяют защитные среды (восстановительные или инерт-ные) или вакуумирование. Горячее прессование выполняют на специальных гидравлических прессах, имеющих устройства для регулирования температуры при прессовании.
Интенсификация процесса спекания достигается специальными приемами. Для этого используют химические и физические спо-собы активирования спекания. Химическое активирование заключается в изменении состава атмосферы спекания. Так например добавка в атмосферу спекания хлористых или фтористых соединений способствует активному соединению с ними выступов частичек, а образующиеся соединения снова восстанавливаются до металла, атомы которого конденсируются в местах с минимальным запасом свободной энергии.Оптимальной является 5...10% концентрация хлористого водорода в водородной восстановительной среде, интенсивное уплотнение спекаемой заготовки наблюдается при добавке в порошок изделия малого количества металла с меньшей темпе-ратурой плавления. Например, к вольфраму добавляют никель, к железу - золото и т.п. В настоящее время широко применяют физи-ческие способы активирования спекания: циклическое изменение температуры, воздействие вибраций или ультразвука, облучение прессовок, наложение сильного магнитного поля.
Жидкофазное спекание. При жидкофазном спекании в случае смачивания жидкой фазой твердой фазы увеличивается сцепление твердых частичек, а при плохой смачиваемости жидкая фаза тормо-зит процесс спекания, препятствуя уплотнению. Смачивающая жидкая фаза приводит к увеличению скорости диффузии компонентов и облегчает перемещение частиц твердой фазы. При жидкофазном спе-кании можно получить практически беспористые изделия. Различают спекание с жидкой фазой, присутствующей до конца процесса спе-кания, и спекание с жидкой фазой, исчезающей вскоре после ее появления, когда конечный период спекания происходит в твердой фазе.
Дополнительные операцииПропитка жидкими металлами. При изготовлении электрокон-тактных и некоторых конструкционных материалов широко применяют пропитку спрессованного и затем спеченного пористого каркаса из более тугоплавкого материала жидкой металлической составляющей композиции. При этом жидкий металл или сплав заполняет сообщающиеся поры заготовки из тугоплавкого компонента. Существует два варианта пропитки. По первому варианту на пористый каркас помещают пропитывающий металл в виде кусочка с объемом равным объему пор каркаса и нагревают в печи до температуры плавления пропитывающего материала При этом расплав впитывается порами тугоплавкого каркаса. По второму способу пористый каркас поме-щают в расплав пропитывающего металла или в зацепку из порошка пропитывающего металла. Впитывание протекает под действием ка-пиллярных сил. Скорость пропитки составляет десятые доли милли-метра в секунду и увеличивается с повышением температуры. Тем-пература пропитки обычно на 100...150*C превышает температуру плавления пропитывающего металла. Однако эта температура не должна превышать температуру плавления металла каркаса. Для улучшения смачиваемости к пропитывающему металлу добавляют различные присадки.
Дополнительные технологические операции используют для достижения чистоты поверхности и точности (механическая обра-ботка, калибровка), для получения физических и механических свойств - химико-термическая обработка и различные пропитки.
Механическая обработка имеет особенности, вызванные пористостью материала. Режущий инструмент испытывает микроудары, приводящие его к быстрому затуплению. Для обработки применяют твердые сплавы; для получения высокой чистоты поверхности применяют алмазный инструмент.
Пропитка изделий маслом (машинным или веретенным) при тем-пературе 110...120*С происходит в течение 1 часа, Масло заполняет поры изделий и в процессе работы поступает по капиллярам л поверхности трения. Это в ряде случаев позволяет избавиться от смазки изделий в процессе работы и улучшает условия трущейся пары.
Химико-термическая обработка позволяет улучшить механические свойства изделий, расширить область применения.
Н и т р о ц е м е н т а ц и я - увеличивает износостой-
кость деталей: корозионная стойкость увеличивается по сравнению
со спеченными в 6- 8 раз: износостойкость в 30 раз при содержа-
нии азота до 1%
Д иф ф у з и о н н о е х р о м и р о в а н и е - увеличи-вает износо- и коррозионную стойкость в несколько раз.
Г а л ь в а н и ч е с к и е п о к р ы т и я имеют особен-ность, вызванную наличием пор. Для предотвращения проникновения электролита в поры необходимо их заполнение. Этого достигают за счет тщательной шлифовки и полировки - образуется уплотненный наружный слой с малой пористостью.
К а л и б р о в а н и е применяют для получения размеров 6-11 квалитета точности и Ra=1.25-0.32 мкм. Калибруют как по одному (наружному или внутреннему диаметру), тек и по несколь-ким параметрам. Нужно иметь ввиду, что минимальный припуск не-обходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжигать.
.
ЛитератураI.Бальшин М.Ю., Кипарисов С.С. М. Металлургия 1978 .184с.
2.Раковский B.C., Саклинский В.В. Порошковая металлургия в машиностроении. М.Машиностроение. 1973.126с.
Справочное пособие.
3.Либенсон Г.А. Основы порошковой металлургии. М. Металлургия, 1975. 200с.
Вопросы для самоконтроля:1. Cущнocть, пpeимущecтвa и ocoбeнocти изгoтoвлeния дeтaлeй из
пopoшкoв мeтaллoв.
2. Cпocoбы пoлучeния пopoшкoв мeтaллoв и иx cвoйcтвa.
3. Cпocoбы фopмoвaния в пopoшкoвoй мeтaллуpгии : тexнoлoгичec-
киe тpeбoвaния к кoнcтpукции дeтaли, пoкaзaтeли кaчecтвa пocлe
cпeкaния.
4. Mexaнизмы, ocoбeннocти пpoцecca cпeкaния в пopoшкoвoй мe-
тaллуpгии.
5. Bиды и нaзнaчeниe дoпoлнитeльнчx oпepaций в пopoшкoвoй мe-
тaллуpгии, пoкaзaтeли кaч
Похожие работы





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... и т.д., которые находят широкое распространение в электро- и радиотехнике. Методом порошковой металлургии можно также получить сплавы с точно заданным составом, обладающие очень низким и очень высоким электросопротивлением. Металлокерамические материалы применяют в электро- и радиовакуумной промышленности при изготовлении ламп накаливания, в рентгеновских трубках, катодных лампах, выпрямителях ...


... включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3] Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии 1.1 Термическая обработка пресс-формы С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. ...
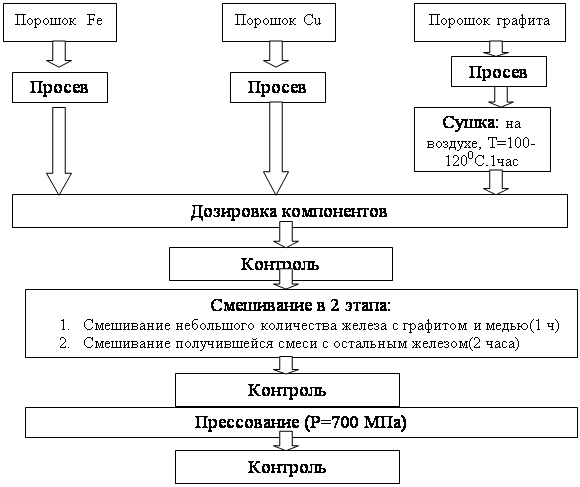
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
0 комментариев