Навигация
3.1 Исходная информация.
Листы рессор изготавливают из полосовой хромо марганцовистой или кремнистой стали с последующей закалкой и отпуском до требуемой твердости.
Рессоры изготавливают у автомобиля ЗИЛ-130 из стали 60С2 с последующей закалкой в масле при температуре 900-920 С и отпуском при температуре 450-500 С до твердости НВ.363-444.
Состояние рессоры определяют стрелой прогиба после осадки. Стрела прогиба определяется под контрольной нагрузкой, которая для автомобиля ЗИЛ-130 должна быть: у передней рессоры в свободном состоянии 105 мм, при нагрузке 10,5 кН - (20+5) мм у задней рессоры в свободном состоянии – 145 мм, при нагрузке 22 кН – (25+5) мм.
Основные дефекты рессор: потеря радиуса кривизны и упругости, сдвиг листов, поломка, трещины, износ листов, поломка стяжных хомутов и износ втулок.
Ремонт и сборка рессор.
Разбирают и собирают рессоры на специальных приспособлениях или в тисках. Рессорные листы тщательно промывают, осматривают и при трещинах или износах, превышающих допускаемые допуски, выбраковывают.
Листы, потерявшие упругость и форму, правят в холодную ударами молотка. Со стороны выгнутой поверхности на подставке с выемкой необходимого радиуса или на специальных стендах.
Лист кладут на ведущие ролики стенда. Нужную стрелу прогиба устанавливают при помощи кронштейна и винта по указателю и шкале через ролик. Автоматическая реверсирование электродвигателя позволяет изменять направление вращения ведущих роликов и движение рессорного листа.
Отремонтированные рессоры подвергают осадке и испытывают.
Нажимают прессом до тех пор пока стрелка прогиба не станет равной 0 и измеряют расстояние L или стрелу прогиба после освобождения нагрузки. Нагрузка Р и стрела прогиба или расстояние L должны соответствовать техническим условиям.
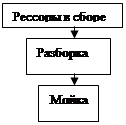
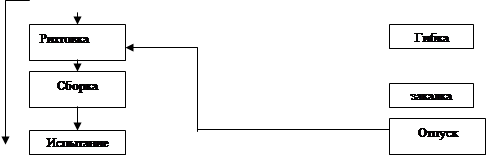
3.3 Схема ремонта рессор.
Рис.1
![]()
|
|
3.4 Технологическая карта.
ТР автомобиля ЗИЛ-130
Содержание работ: ремонт рессор .
Трудоемкость работ________________ чел * мин.___________
Исполнители 1 чел.
Специальность и разряд рабочего авто слесарь 4-разряда.
Таблица| № п/п | Наименование операций, переходов и приемов | Место выполнение операций | Число мест или точек обслуживания | Оборудование и инструмент | Тр, чел*м. | Технические условия и указания |
| 1 | Снять рессоры 1. ослабить затяжку гаек стремянок 2. поднять домкра-том а/м, так, чтобы рессора разгрузи-лась, но колесо не отрывалось от пола 3. отвернуть болты крышек переднего и заднего кронш-тейнов рессор, и снять нижние резиновые подушки. 4. Поднять а/м домк-ратом установлен-ным подрамой, настолько, чтобы концы рессор вышли из кронш-тейнов, снять рес-соры. | Гаечный ключ Домкрат Ключ Домкрат | 10 10 20 30 | Очистить резьбовые соединения. Застопорить автомо-биль. Очистить крышки кронштейнов. | ||
| 2 | Разборка рессоры 1 Отвернуть гайки хомутов и снять детали хомутов. 2 Сжать центральную часть рессоры тисками отвернуть гайки центрального болта и, ослабив тиски, разо-брать рессору 3 Промыть керосином все листы рессоры, протереть и осмотреть. 4 Заменить сломанные листы или листы с трещинами и другие неисправные детали. 5 Довести рихтовкой, если это требуется, радиусы изгиба испра-вных листов до вели-чин. 6 Переклепать ослабевшие заклепки чашек и хомутов. | Ключ Тиски, ключ Ванна ске-росином и щеткой, ветош Станок для рихтовки рессорных листов Двурогая наковальня | 15 40 30 20 35 45 | Очистить резьбовые соединения, провести дефектовку Годные листы, поте-рявшие упругость, отжигают, гнут, зака-ливают и по вогнутой стороне обрабатыва-ют дробью. |
4. Конструкторская часть.
4.1. Назначение и устройство универсальных тисков.
Тиски служат для закрепления обрабатываемых деталей на фрезерных и строгальных станках.
4.2. Работа приспособления.
Корпус (1, рис 2) прикрепляют к столу станка четырьмя болтами, которые входят в прорези основания корпуса (на чертеже болты не показаны). Обрабатываемую деталь закладывают м/у двумя стяжными пластинами (4, рис 2), одна из которых прикреплена винтами (8, рис 2) к корпусу, другая к подвижной губке (2, рис 2). Ходовой винт (3, рис 2), имеющий прямоугольную резьбу правого направления, фиксируется от осевого перемещения буртиками, упирающимися в торцы отверстия корпуса (1, рис 2) и крышки (5, рис 2). При перемещении подвижной губки влево обрабатываемая деталь зажимается м/у пластинками. Чтобы губка не приподнималась, к ней снизу болтами (7, рис 2), прикреплены две направляющие планки (6, рис 2).
4.3 Техника безопасности.
Тиски должны быть надежно закреплены к основанию, губки тисков не должны быть изношены и хорошо удерживать ремонтируемые агрегаты. Следить за тем, чтобы одежда рабочего не попала в тиски при их зажимании. Запрещается пользоваться удлинителями при зажиме тисков, подкладывать м/у деталью и губками подкладки.
5 Список используемой литературы.
Список литературы.
1.<<Положение о ТО и ТР ПС автомобильного транспорта.>> Москва “Транспорт” 1986год.
2 “Техническое обслуживание и ремонт автомобилей ” пособие по курсовому и дипломному проектированию. Издательство Москва “Транспорт” 1991год
3. “Техническое обслуживание и ремонт автомобилей ” пособие по курсовому и дипломному проектированию. Издательство Москва “Транспорт” 1985год
4. Методические указания по курсовому и дипломному проектированию. Москва “Транспорт” 1991 год.
5.<<Ремонт автомобилей>> Издание второе С.И. Румянцев Москва “Транспорт” 1988год.
6. Клебанов Б.В. <<Проектирование производственных участков авторемонтных предприятиятий>> Москва “Транспорт” 1975год.
Похожие работы
... . Возращение автомобилей с линии: с 17.00 до 21.00 часов вечера. Обеденный перерыв: с 12.00 до 13.00 Работа участка: с 8.00 до 17.00 График межсменного времени работы автомобилей на линии совмещенный с графиком работы рессорно - кузнечного участка. Аи Тмс Трл Трл Тмс 0 2 4 6 8 10 12 14 ...
... м2. Количество отопительных приборов , (3.15) где F1 - поверхность нагрева одного прибора, м2. принимаем 300 батарей. РЕФЕРАТ Дипломный проект на тему "Станция технического обслуживания автомобилей для Льговского района, Курской области" содержит анализ работы автомобильного парка района, состояние ремонтной базы и организационные расчеты по реализации спроектированной станции технического ...
... ТО2)=6 обслуживаний ТРс=3 обслуживаниям Таким образом, количество технических обслуживаний в сутки составляет: ТО1-21 обслуживание ТО2-6 обслуживаний ТР‑3 обслуживания ЕО‑900 обслуживаний Расчет программы технических обслуживаний и ремонта автомобилей и их работ Прежде чем приступить к расчету определения нормативов трудоемкости технических обслуживаний и ремонта подвижного ...
... показатели Коэффициент технической готовности 0,96 Коэффициент выпуска автомобилей на линию 0,96 Время пребывания на линии час 12 Среднесуточный пробег км 220 3.2.1 Годовая программа ТО и ТР Расчет годовой программы по ТО и ТР был произведен в технологическом проектировании АТП. (Таблица 4.2.) Таблица 4.2. Наименование Технической воздействий Объем ...
0 комментариев