Навигация
Количества аммиака ,конденсирующегося в колонне
70229
знаков
19
таблиц
4
изображения
19. Количества аммиака ,конденсирующегося в колонне.
Учитывая ,что объем газов, за исключением аммиака ,составляет 94241-4423=89818 нм3,находим объем газообразного аммиака;
89818*3,16/100-3,16=2930,86 нм3
Конденсируются в жидкость
4423-2930,86=1492,14 нм3 или 1148,94 кг, аммиака
Объем оставшихся газов
94241-1492,14=92748,86 нм3
Парциальныедавления газов( в ат):
Водород 280*65506/92748=197,7
Азот 280*21987,2/92748=66,37
Аргон 280*975,06/92748=2,94
Метана 280*1349,32/92748=4,07
При этих условиях растворимость ( в нм3 на 1000 кг жидкого аммиака ) водорода 11,99,азота4,96,аргона,1,27,метана 2,60 в 1148 кг жидкого аммиака растворится 17 нм3 H2, 6 нм3 N2, 1 нм3 Ar, 3 нм3 СH4.Это совпадает с принятым по п.14.
Объем газов за вычетом аммиака и растворившихся в жидком аммиаке газов
89818-(17+6+1+3)=89845 нм3
Объем газообразного аммиака
89845*3,16/100-3,16=2931,7 нм3
Конденсируется 4423-2931,7=1491,3 нм3 или 1148 кг ,аммиака
Таким образом ,выделяется в жидком виде. 1148 кг аммиака ,в котором растворено 1,7 кг водорода,7,5 азота,2 аргона,2 Метана.Кроме этого, в в жидком аммиаке растворяется весь поступивший водяной пар.
20.Количество газовой смеси, поступающей в колонну синтеза :
Аммиака 3405-1148=2257 кг/ч ,или 1737,89 нм3/ч
Водорода 5829,6-1,7=5827,9 кг/ч или 65506 нм3-17=65489нм3
Азота 27482,5- 7,5=27475 кг/ч или 21987,2 нм3-6=21981 нм3
Аргона 1734,9 – 2=1732,9кг/ч или 975,06 нм3-1=974,06 нм3
Метана 967,1 – 2=965,1 кг/ч или 1349,32 нм3-3=1346,32 нм3
21.Общее количество товарного аммиака.Из водяного холодильника выводится 7635 кг,из газов продувки 555,5 кг и из испарителя 2257 кг: итого 10416 кг/час.
22.Фактически в колонну синтеза поступает согласно п11 газовой смеси 92736,3 нм3\ч и
23 Уходит из колоны газовой смеси 78710,5 нм3 \ч
Сводный материальный баланс агрегата синтеза аммиака за 1 час
|
Компонет | Поступает в колонну синтеза | Образуется(+) или расходуется (-) в колонне синтеза | Поступает в водяной холодильник | |||
| кг | нм3 | кг | нм3 | кг | нм3 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Аммиак Водород Азот Аргон Метан | 2256,5 5827 27473 1733 964 | 2930,5 65472 21978,4 973 1344,6 | +10416 -8577.9 -1838,1 | 13527 6862 20653 | 12672,5 3988,9 18895,1 1733 964 | 16457,5 44919 15116,4 973 1344,6 |
| Всего | 38254 | 92698,5 | 0 | -13988 | 38254 | 78810,5 |
| Компонет | Удаляется из холодильника | Жидкий аммиак В сборник | Газы на продувку и смщение | |||||
| жидкости | газа | |||||||
| кг | нм3 | кг | нм3 | кг | нм3 | кг | Нм3 | |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 19 |
| Аммиак Водород Азот Аргон Метан | 7635 15,13 69 9 11 | 11313,5 170 55,2 5,05 15 | 3961 3974 18826,5 1722 953 | 5144 44649 150261,2 967,35 1329,6 | 7635 15,13 69 9 11 | 11313,5 170 55,2 5,05 15 | 3961 3974 18826,5 1722 953 | 5144 44649 150261,2 967,35 1329,6 |
| Всего | 8815,13 | 11558,75 | 29439,5 | 67151,6 | 8815,13 | 11558,75 | 29439,5 | 67151,6 |
| Компонет | Выводится при продувке | Поступает На смещение | Вводится свежей смеси | Поступает в конденсационную колонну | ||||
| кг | нм3 | кг | нм3 | кг | нм3 | кг | нм3 | |
| 17 | 18 | 19 | 20 | 21 | 23 | 24 | 25 | 26 |
| Аммиак Водород Азот Аргон Метан | 555,5 557,4 2637 234 137,7 | 721 6263 21709 131 192 | 3405,5 3416,6 16189,5 1488 815,3 | 4423 38386 1295,2 833,35 137,6 | - 2413 11293 246,9 151,8 | - 27120 9035 138,71 211,72 | 3405 5829,6 27482 1734,9 967,1 | 4423 65506 21987 975,06 1349,3 |
| Всего | 4121,6 | 29016 | 25314,9 | 45075,1 | 13780,4 | 36495,43 | 39419 | 94241 |
| Компонет | Разделяется в конденсационной колонне | Поступает в испаритель | Поступает в колонну синтеза | |||||
| жидкости | газа | |||||||
| кг | нм3 | кг | нм3 | кг | нм3 | кг | Нм3 | |
| 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 |
| Аммиак Водород Азот Аргон Метан | 1148 1,7 7,5 2 2 | 1491,3 17 6 1 3 | 2257 5827,9 27475 1732,9 965,1 | 1737,89 65489 21981 974,06 1346,32 | 1148 1,7 7,5 2 2 | 1491,3 17 6 1 3 | 2257 5827,9 27475 1732,9 965,1 | 1737,89 65489 21981 974,06 1346,32 |
| Всего | 1161,2 | 1518,3 | 38257,9 | 91528,81 | 1161,2 | 1518,3 | 38257,9 | 91528,81 |
Тепловой расчет колонну синтеза аммиака
Исходные данные
Температура газа на входе в колонну( в С0) -- 36
Температура газа на входе в слой катализатора ( в С0) 440
Температура на выходе из катализаторной коробки ( в С0) 480
Температура газа на выходе из колонны ( в С0) 90
Температура воды, поступающей в колонну ( в С0) 220
Температура воды ,выходящей из колонны ( в С0) 280
Давление воды(в нм3) 100*105
Энтальпия поступающего газ i1 содержащегося 3,08 аммиака при температуре на входе колонны 36 С0 ,составляет 41 600 кдж/кг
Отпуская по щели между стенкой колонны и катализированной коробкой, газ нагревается за счёт тепла катализаторной коробки .Температура газа при этом увеличивается на 8-10 град.Принимаем ,что газ нагрелся на 9 град и его температура в щели на уровне перехода катализаторной коробки в теплообменник 45 С0.Тогда i-t,что i2 =41900 кдж/кг. Таким образом, энтальпия каждого килограмма газовой смеси увеличилась на i2-i1=4190 -4160=30 кдж .Это же количество тепла на килограмм смеси отдала катализаторная коробка.
Отпускаясь ниже по щели между стенками колонны и теплообменником ,газ продолжает нагреваться –теперь за счет горячего газа ,охлаждающегося в теплообменнике.Температура газа за время прохождения по щели от точки до входа в теплообменник увеличивается примерно на 6-8 град .Принимаем увеличение равным 7 град.Тогда температура газа будет равна 52 С0 ,а энтальпия i3 =42100 кдж/кг
Тепло,выдлившееся из 1 кг смеси в катализаторной коробке за счет тепла реакции, можно выразить как разность энтальпий газа,поступившего в слой катализатора,и газа,ушедшего из слоя. Это тепло составляет i7-i9 кдж/ кг.С другой стороны ,все выделившееся тепло должно быть поглощено нагреваемыми газами .
Газы нагреваются за счет отдачи тепла катализаторным слоем дважды : один раз в щели у коробки и второй раз –при прохождении через центральную трубку, внутренние и наружные трубки Фильда .В первом случае тепло ,воспринимаем газами ,состовляет i2-i1,а во втором случае i7-i4.Таким образом, уравнение теплового баланса катализаторной коробки приобретает вид
Отсюда после сокращения i7 находим
i4= i9+ i2- i1
Энтальпию i9 можем найти по диаграмме i-t.,так как знаем ,что температура газ на выходе из слоя катализатора 480 С0,а содержание аммиака 18,4%.Энтальпия i9 ==5000кдж/кг.Энтальпия
i4=5000+4190-4160=5030 кдж/кг
Отсюда температура газа на выходе из теплообменника или на входе в центральную трубку катализаторной коробки, по диаграмме i – t равна 2840С. Энтальпия газа на входе в слой катализатора при 4400С и 3,08% аммиака равна 5580 кдж/кг. Т,о., газ при реакции в слое катализатора выделит –
i7-i9=5580 – 5000 = 580 кдж/кг
при нагреванию в щели получает 30 кдж/ кг и прохождении по центральной трубке и трубкам Фильда 5580 -500=580 кдж/кг
Как указано выше ,газ поступает в теплообменника с температурой 52 С0 и энтальпией i3=4210,а выходит из теплообменника с температурой 284 С0 и энтальпией 5030 кдж/кг .Следовательно , газ в теплообменнике получил
i4- i3=5030-4210=820 кдж/кг
Кроме этого, в щели у теплообменника к газу подведено
i3- i2=4210-4190= 20 кдж/кг тепла.
Вcего при охлаждении горячего газа в теплообменнике холодный газ поглотил
i4- i2=5030-4190=840кдж/кг
Это же количества тепла отдал горячий газ( потерями в окружающую среду пренебрегаем ),т.e
i4- i2 =i10-i11= 840 кдж/кг
Зная температуру и состав газа, выходящего из колонны ,находим ,что i11= 3680 кдж/кг.Тогда для горячего газа ,поступающего в теплообменник
i10= i11 +840 =3680+840=4520 кдж/кг
Газ ,выходящий из катализаторной коробки ,содержит i9=5000 кдж/кг тепла ,а поступающей в теплообменник 4520 кдж/кг
Разница в количестве тепла
i9- i10 =5000-4250=480 кдж\кг
расходуется на нагрев воды в теплоотводящем устройстве .Общее количество тепла ,которое может быть использовано на нагрев воды найдем по уравнению
Q13-Q12=m12*(i13-i12) = Q9-Q10=m9*(i9- i10)=37591*480=18000000 кдж/ч
Энтальпия воды при 280 С0 рвана i13=1234,5 кдж/кг,а при 220 С0 i12= 945,8 кдж/кг.Отсюда ,при нагревании воды от 220 до 280 С0 энтальпия увеличивается на
i13-i12=1234,5-945,8=288,7 кдж/кг
Таким образом ,масса нагреваемой воды равна
m12= Q13-Q12/ i13-i12=18 000 000/288,7=62350 кг/ч
Тепло газ Q в любой точке определяется произведением массы газа на энтальпию его,например
Q2= m2i2 =37591*41900=157500000 кдж/=157500 Мдж /ч
При расчете нужно помнить, что масса газа любой тоске есть величина постоянная.
Тепловой баланс колонны синтеза
| приход | Расход | ||
| Статья Катализаторная коробка | Мдж/ч | Статья | Мдж/ч |
| С газом в колонну (Q1) С газом катализаторную коробку ( Q4) | 156400 189100 | С газом в щели на уровне перехода катализаторной коробки в теплообменник( Q2) C газом в теплоотводящее устройство | 157500 188000 |
| Всего........ Теплообменный аппарат С газом в щели на уровне перехода катализаторной коробки в теплообменник( Q2) С газом на входе в теплообменник (Q3) С газом на теплоотводящего устройства(Q10 ) Всего ........... | 345500 157500 158300 170000 485000 | Всего........ С газом на входе в теплообменник (Q3) С газом на входе в катализаторную коробку ( Q4) С газом на выходе из колонны (Q11) Всего............ | 345000 158300 189100 138400 485500 |
| Теплоотводящее устройство
С газом из катализаторной коробки Q9 .......... С водой в колонну (Q12) Всего............. | 188000 59000 247000 | C газом в теплообменник (Q10) С водой из колонны (Q 13) Всего................ | 170000 77000 247000 |
| Сводной тепловой баланс колону
С газом в колонну (Q1) C водой в колонну (Q12)
| 156400 59000 | С газом из колонны ( Q11) С водой из колонны( Q13) | 138400 77 000 |
| Всего........ | 215400 | Всего........ | 215400 |
Обслуживание установок синтеза
Синтез аммиака относится к категории опасных производств .Иногда малейшая неправильность действий эксплуатационного или ремонтного персонала может привести к не непоправимым последствиям .Поэтому вопросам ,связанным с пуском ,поддерживанием нормального технологического режима устранением аварий ,необходимо уделять серьезное внимание.
Пуск установок. Перед пуском вновь смонтированного агрегата производится его тщательный осмотр и проверка технической документации .При полном соответствии состояния установки правилам Госгортехнадзор и получении разрешении на ее пуск приступают к подготовительным операциям –загрузке колонны катализатором ,зарядке фильтров .Затем включают контрольно-измерительные приборы ,вентили устанавливаю в положение, соответствующее проведению последующих операций .Из системы удаляют воздух путем продувки агрегата азотом или газом. После этого проводится опрессовка аппаратуры и коммуникаций ,лучше всего азотом .Давление при опрессовке повышают до рабочего ступенчато ( по 50 ат) .При отсутствии неплотностей или других дефектов снимают заглушки ,отсоединяющие агрегаты от остальной системы ,и заменяют продувочный газ чистой азото-водородной смесью.
При давлении 40—50 ат включают циркуляционный компрессор, подают воду в первичный конденсатор и подключают к электросети электрический подогреватель. Для предохранения деталей насадки колонн от повреждений скорость повышения температур в зоне катализа ограничивают 20—30 °С за 1 ч.
Восстановление катализатора начинается, когда температура в колонне достигнет 280—300 °С и в циркуляционном газе появится аммиак. Содержание МН3 постепенно возрастает, в результате этого в сепараторе начинает отделяться уже не чистая вода, а содержащая аммиак. На 3—4-е сутки давление в агрегате повышают до 100 ат. К этому времени, благодаря тому, что температура катализатора поддерживается на определенном уровне уже не только за счет электроподогрева, но и вследствие выделения тепла реакции синтеза, в агрегате удается создать довольно интенсивную циркуляцию газа. На 5—6-е сутки содержание аммиака в сливаемом конденсате возрастает до 96—97%, температура в колоннах достигает рабочей величины (460—500 °С в «горячей точке») и колонна выводится на рабочий автотермический режим. По мере включения колонны в нормальную работу вся аппаратура агрегата также переводится па рабочий режим.
Поддержание нормального технологического режима. Показатели р.аботы каждого аппарата строго регламентируются нормами технологического режима (стр. 289, 291). Температура в «горячей точке» должна быть не ниже 460 °С (при более низких температурах процесс перестает быть .устойчивым) и не выше 530 °С (во избежание перегрева катализатора). Температуру на выходе газа из колонны поддерживают не выше 200 °С, чтобы выходной трубопровод не подвергался водородной коррозии*.
На установках с трубопроводами горячего газа, изготовленными из стали специальных марок, температура газовой смеси, выходящей из колонн синтеза, может составлять 250 °С.
Наиболее сложно регулирование режима работы колонны синтеза. Оно производится в основном по температуре «горячей точки», т. е. наиболее нагретой зоны катализатора. С увеличением объемной скорости температура в зоне реакции снижается, уменьшение объемной скорости приводит к противоположным
* Реакция С+ 2Н2 = СН4, приводящая к уменьшению количества углерода в стали и нарушению ее структуры, при температуре более 200 °С резко усиливается.
результатам. Изменением интенсивности циркуляции газа целесообразно пользоваться до тех пор, пока не будет установлена наиболее выгодная нагрузка агрегата по газу. В дальнейшем нагрузку изменяют только при резких расстройствах технологического режима. Постоянным приемом регулирования температуры процесса синтеза является изменение соотношений газовых потоков, направляемых в колонну через главный вентиль и холодный байпас (иногда два байпаса, а в колоннах с полочной насадкой — даже четыре). При повышении температуры, наблюдаемом ранее всего на входе газа, открывают вентиль холодного байпаса до тех пор, пока температура не достигнет заданной нормы. Если же при полном открытии этого вентиля температура продолжает возрастать, для поддержания ее в нужных пределах прикрывают главный вентиль, что приводит к увеличению потока газа, идущего через холодный байпас.
При понижении температуры поступают обратным образом. Сначала полностью открывают главный вентиль, затем постепенно прикрывают вентили- холодного байпаса. Если эти меры не дают эффекта, приходится уменьшать количество газа, подаваемого в колонну.
В насадках колонн с двумя холодными байпасами (см. рис. VI-12, стр. 296) можно регулировать температуру как в верхней, так и в нижней и средней зонах катализатора и достигать наиболее выгодного соотношения температур в верхних и нижних слоях катализатора. В ^колоннах с полочной насадкой по существу регулируется температура на каждой полке в отдельности .
В ходе технологического процесса требуется также постояннее регулирование работы других аппаратов установки синтеза аммиака (высота уровней жидкости в сепараторах аммиака, температура конденсации газа и другие параметры).
Автоматическое управление агрегатом синтеза. Схема агрегата с автоматическим управлением процессом синтеза аммиака показана на рис. У1-26. При таком управлении агрегатом автоматически регулируются следующие параметры процесса: температура в колоннах синтеза; уровни жидкого аммиака в сепараторе и конденсационной колонне; температура газа, выходящего из аммиачного конденсатора; состав циркуляционного газа по содержанию инертных примесей (СН4 и Аг); выдача жидкого аммиака из газоотделителя на склад; давление в газоотделителе. ••$
Для автоматического регулирования используется наиболее распространенная в настоящее время пневматическая унифицированная система. Каждый узел регулирования состоит из датчика, преобразующего контролируемую или регулируемую величину в выходной сигнал, удобный для дистанционной передачи и дальнейшего преобразования в соответствующий импульс; регулятора, состоящего из одного или нескольких блоков, обе-
спечивающих поддержание заданного закона регулирования технологического параметра; вторичного прибора (самопишущего или показывающего) с встроенным датчиком и* переключателем; исполнительного механизма — регулирующего клапана с пневмо-приводом или другого устройства. Общий принцип действия системы можно пояснить на примере автоматического регулирования температуры в колонне синтеза.
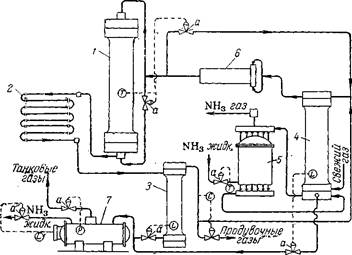
Рис. У1-26. Агрегат синтеза аммиака с автоматическим управлением:
У—колонна синтеза; 2—водяной конденсатор; 3—сепаратор жидкого аммиака; 4—конденсационная колонна; 5—испаритель; 6—центробежный циркуляционный компрессор; 7—газоотделитель; а—регулирующий клапан; Г—измерители температуры; Ь—измерители уровня; Р— измеритель давления; С—регулятор состава.
Электродвижущая сила (э. д. с.), возникающая в термопаре (датчике), пропорциональна температуре, которая отсчитывается на шкале измерительного прибора. Отклонение температуры от заданной преобразуется специальным устройством в импульс давления воздуха, приводящий в действие систему регулирования. Чем больше отклонение, тем сильнее воздействие, передаваемое регулятором органу управления.
При повышении температуры открывается вентиль холодного байпаса, при снижении он прикрывается. Если этот прием регулирования не приводит к повышению температуры при закрытом байпасе, регулирование производится изменением объемной скорости. При этом регулятор начинает подавать сигнал на открытие вентиля «длинного байпаса», вследствие чего уменьшается количество газа, подаваемого в колонну циркуляционным компрессором.
Нарушения режима и меры их предупреждения. Нарушения технологического режима могут вызываться ненормальной работой смежных звеньев производственного процесса или внутренними причинами, в большинстве случаев непосредственно зависящими от обслуживающего персонала. К первой группе причин относятся: подача газа, загрязненного контактными ядами (чаще всего окисью углерода), резкое нарушение соотношений водорода и азота в газе, а также прекращение подачи охлаждающей воды или электроэнергии.
При содержании в газе более 300 см*1м3 СО прием азото-водо-родной смеси в цех синтеза прекращается. Если же работа отделения компрессии не переведена на режим выхлопа газа, он выдувается из агрегата синтеза. При этом необходимо постоянное наблюдение за давлением в системе, так как иначе возможно резкое повышение давления и разрыв трубопроводов. В тех случаях, когда при увеличении количества СО в газе, ее содержание не превышает 300 сма!м*, работа цеха синтеза обычно продолжается, но автоматизированные колонны следует переводить на ручное управление, не дожидаясь снижения в них температур. При этом прикрывают вентили холодного байпаса, уменьшают циркуляцию газа и прекращают продувку агрегатов после первичных сепараторов, заменяя ее продувкой до колонн. Одновременное понижение температуры в нескольких колоннах может происходить не только при попадании в газ окиси углерода, но и при резком нарушении состава свежего газа. При этом принимаются меры к поддержанию заданной температуры в колоннах.
В случае прекращения подачи воды требуется немедленная остановка цеха. В противном случае произойдет повышение температуры газа перед циркуляционными компрессорами и прекратится охлаждение их сальников.
Из внутренних причин нарушения режима наиболее нежелательные последствия вызываются неправильной выдачей жидкого аммиака на склад. При этом повышается уровень жидкости в конденсационных колоннах, что может привести к попаданию жидкого аммиака в колонны, резкому снижению температуры катализатора, следствием чего часто является поломка насадки колонн синтеза.
Превышение уровня жидкого аммиака в первичных сепараторах может закончиться их переполнением и перебросом жидкого аммиака в циркуляционные компрессоры. Вследствие этого в цилиндрах нагнетателей возникают гидравлические удары, которые могут привести к разрушению машин.
Опасно также понижение уровней в указанных аппаратах {ниже нормы), так как при этом может исчезнуть гидравлический затвор, и газ под давлением 300 ат устремится в трубопроводы для жидкого аммиака. В результате возможно разрушение газоотделителя. Если даже при этом сработают предохранительные устрой- ства, неизбежно разлитие жидкого аммиака с возможностью отрав-ления им людей. При малейших неполадках в работе автоматического управления следует переходить на ручное обслуживание с выдачей жидкого аммиака из сепаратора («под- газ») и следить за давлением по манометрам, установленным на трубопроводах для жидкого аммиака.
Аварии могут возникать, кроме того, при нарушении режима работы циркуляционных нагнетателей. Увеличение сверх 30 ат перепада давления между всасывающей и нагнетательной линиями может привести к обрыву штоков в поршневых машинах, к сдвигу вала и разрушению подшипников циркуляционных нагнетателей. При возрастании перепада нагрузка нагнетателей должна быть немедленно снижена.
Следует также иметь в виду, что резкое уменьшение интенсивности циркуляции газа вызывает резкий скачок температуры в колонне. Если в этом случае колонна находится на разогреве, возможен перегрев спиралей электрического подогревателя, что приводит к выходу его из строя.
При возникновении неполадок на одном участке технологического процесса необходимо обращать серьезное внимание на все связанные с ним другие звенья, чтобы меры, принятые к ликвидации одного из нарушений, не вызвали возможных аварий на смежном участке.
Спецификация оборудованияНасадки колонн синтеза
Колонны синтеза состоят из корпуса и насадки, включающей теплообменник и катализаторную коробку.
Применяемые в настоящее время конструкции насадок можно свести к следующим типам:
1. Трубчатые насадки с теплообменником в зоне катализа, подразделяемые на противоточные, в которых потоки газа в теп-лообменных трубках и в слое катализатора имеют встречное направление (см. рис. VI-10), и прямоточные (обычно с двойными теплообменными трубками), в которых потоки газа движутся в трубках и в слое катализатора параллельно друг другу (см. рис. VI-! 1).
Похожие работы
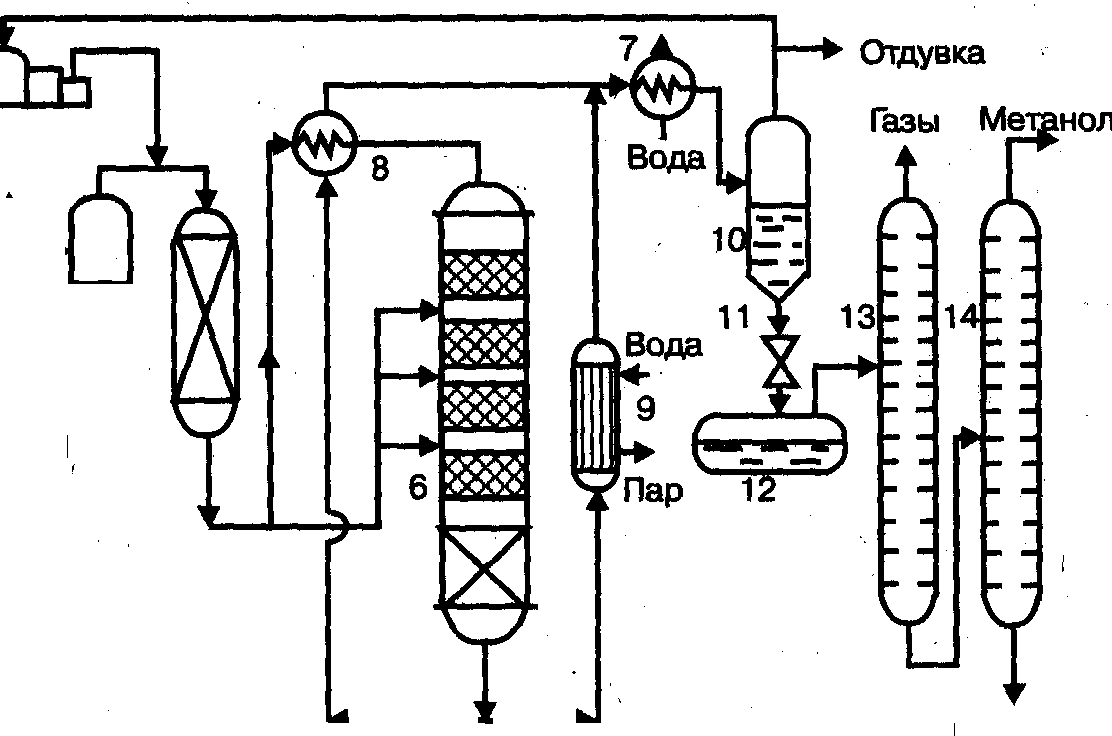
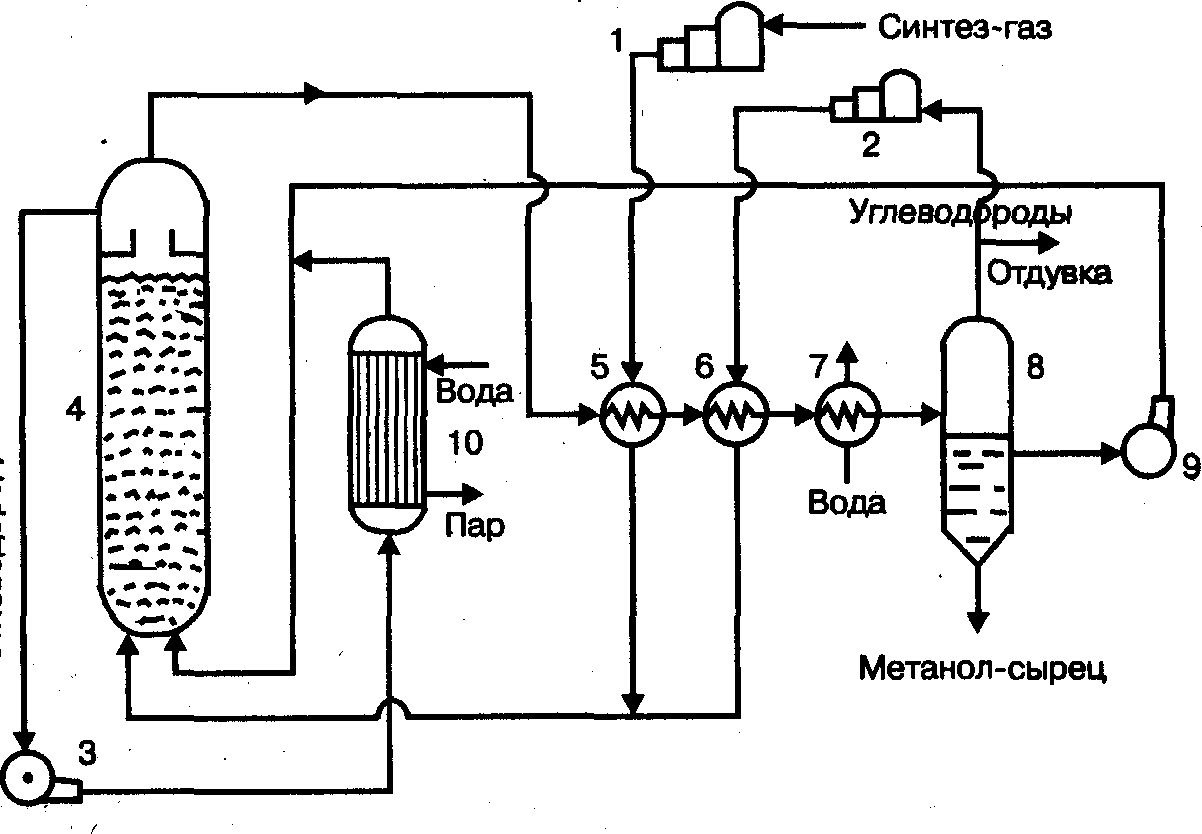
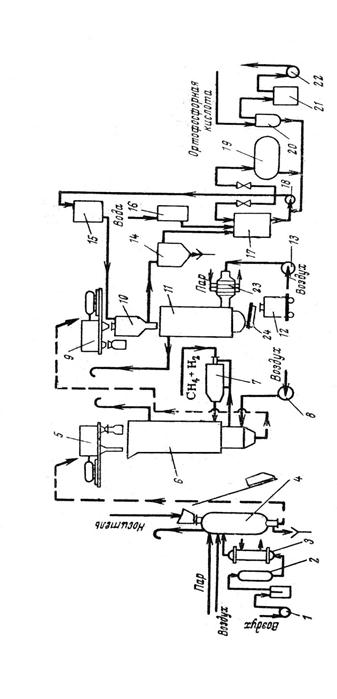
... с циркуляционным газом, который поджимается до рабочего давления в компрессоре 2. Газовая смесь проходит через адсорбер. Высшие спирты Рис. 1. Технологическая схема производства метанола при низком давлении: 1 — турбокомпрессор, 2 — циркуляционный компрессор, 3, 7 —холодильники, 4 — сепаратор, 5 — адсорбер, 6 — реактор адиабатического действия, б — ...
... процесса, более высокий выход спирта. Недостатками прямой гидратации является частая замена катализатора и использование более дорогих концентрированных этиленовых фракций. Процесс синтеза этилового спирта прямой гидратацией этилена технически более прогрессивен, чем сернокислотной гидратацией, поэтому он получил значительно большее распространение в промышленности. Характерной особенностью ...



... 10 – 12 тонн картофеля или 8 тонн древесных опилок. Трудовые затраты в человеко-часах при производстве этанола из разных источников составляют: из картофеля 280, из зерна 160, из этилена 10. Для получения синтетического этанола сырьём служит этилен, который подвергают сернокислотной гидратации или гидратации на твёрдых фосфорно-кислотных катализаторах (прямая гидратация): С2Н4 + Н2SO4 → ...
... отходы 1270,22 6,3511 2095,863 1,945 5. Потери 659,973 3,299865 1088,955 1 Итого 65997,3 329,9865 108895,5 100 4. Разработка контроля и автоматики технологического процесса производства поливинилхлорида Применение методов и средств автоматизации позволяет повысить производительность труда, уменьшить брак и потери. Конечной целью автоматизации является создание полностью ...
0 комментариев